

2.9. Расчет режимов резания
Рассчитываем партию деталей из предположения, что задел должен составлять 20 дней. (Обычно принимают величину задела 15-25 дней).
![]() ,
,
где ![]() – количество деталей на изделие,
=4;
– количество деталей на изделие,
=4;
N – годовая программа выпуска N=1120 ;
m – задел (дней);
Ф – количество рабочих дней в году Ф=260.
2.9.1. Расчет режимов резания при точении
Принимаем максимально возможную глубину резания (t мм), чтобы снять весь припуск за один проход. Подачу рассчитываем по формуле [2]
S=k*r+c,
где r – радиус (мм) при вершине резца; k, c – постоянные (они приведены в [2]) или принимаем подачу по укрупненным справочным данным [2].
Токарная операция. Обработка поверхности {1} (торцевание).
Станок - токарно-револьверный 1П326, мощность 4,5 кВт. Приспособление – трехкулачковый патрон.
Первый переход. Установить, закрепить и снять заготовку. Вспомогательное время 0,33 мин (20с).
Второй переход.
Торцевать поверхность {1}. Инструмент
[3, c.116, табл.3 и с.121, табл.8]
– резец подрезной отогнутый с пластинками
из твердого сплава ВК8 ГОСТ 18880-73 с
радиусом при вершине r=1,0мм,
![]() =100,
1=10,
=100,
1=10,
![]() 0.
Путь врезания и выхода резца принимаем
0.
Путь врезания и выхода резца принимаем
![]() 2мм.
Расчетная длина резания
2мм.
Расчетная длина резания
![]() 9мм.
9мм.
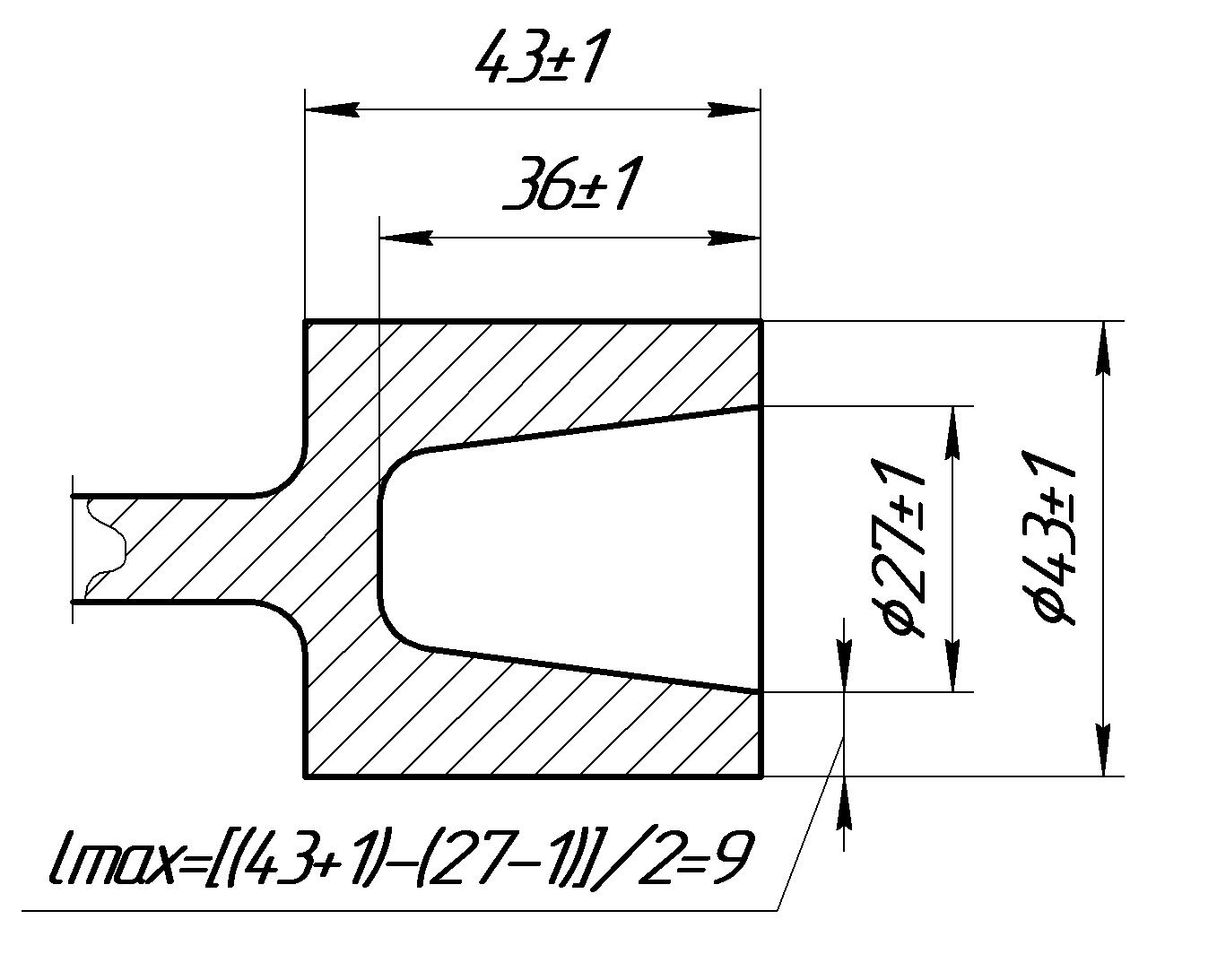
Рис.7. Схема определения длины резания при торцевании
Режимы обработки:
Глубина резания – на весь припуск, т.е. t=1,5мм. Это допустимо, так как шероховатость должна получиться не более, чем Rа=3,2мкм [3, с.265, табл.2], при разрешенной по чертежу Rz=40мкм.
Подача (выбираем из [3, с.268, табл.14])
![]() мм/об.
мм/об.
Эту подачу необходимо умножить на поправочный коэффициент [3] для прочных сталей k=1,25.
![]() мм/об.
мм/об.
Принимаем по паспорту станка ближайшее меньшее значение подачи
![]() 0,65
мм/об.
0,65
мм/об.
Период стойкости инструмента принимаем, в соответствиями с рекомендацией [3, с.268], равным Т=60 мин.
Скорость резания
 где
где
![]() ,
m, x, y,
,
m, x, y,
![]() и другие константы, учитывающие конкретные
особенности процесса обработки, взяты
из справочника [3].
и другие константы, учитывающие конкретные
особенности процесса обработки, взяты
из справочника [3].
Число оборотов шпинделя
![]() об/мин,
об/мин,
где D=43мм – диаметр заготовки.
Принимаем по паспорту станка ближайшее меньшее значение оборотов шпинделя
![]() =108
об/мин.
=108
об/мин.
Действительная скорость резания будет равна
![]() м/мин.
м/мин.
Сила резания рассчитывается по методике [3]
![]()

Аналогично рассчитывается мощность, потребная на осуществление процесса резания
![]() .
.
Отсюда видно, что потребная мощность значительно меньше располагаемой (0,75 < 4,5), и ничего в спроектированном техпроцессе изменять не нужно.
Основное технологическое время
![]() .
.
Суммарное вспомогательное время принимаем
![]() .
.
Сюда входят затраты времени на перевод револьверной головки в нужную позицию, на установку, закрепление и снятие заготовки и др.
Далее определяем штучное время
![]()
![]() ,
,
где:
![]() - процент времени
на техническое обслуживание рабочего
места (периодической регулировки,
удаления стружки и т.д.);
- процент времени
на техническое обслуживание рабочего
места (периодической регулировки,
удаления стружки и т.д.);
![]() -
процент времени на организационное
обслуживание рабочего места (смазка,
осмотр и проверка инструмента, раскладка
и уборка чертежей, инструмента и т.д.);
-
процент времени на организационное
обслуживание рабочего места (смазка,
осмотр и проверка инструмента, раскладка
и уборка чертежей, инструмента и т.д.);
![]() - процент времени на отдых и личные нужды
рабочего.
- процент времени на отдых и личные нужды
рабочего.
Величины , и необходимо принимать в соответствии с рекомендациями справочника нормировщика-машиностроителя или по соответствующим нормативам авиационной промышленности. Для целей курсового проектирования их можно принять по 4% каждую.
Кроме торцевания в первой технологической операции предусматривается еще и снятие фаски и зенкерование. Их выполнение требует также затрат времени. Оценим эти затраты как еще 3,5мин. Следовательно, суммарное время составит
![]() .
.
Общее подготовительно-заключительное время для рабочего места токаря-револьверщика можно принять 30 мин. Но так как на этом месте будет выполняться две операции по обработке детали “Стакан ушковый”, то для каждой из операций планируем по 15мин подготовительно-заключительного времени.
Следовательно, штучно-калькуляционное время будет равно
 ,
где
=345
- объем партии деталей.
,
где
=345
- объем партии деталей.
Рассчитанное штучно-калькуляционное время необходимо внести в сводную карту технологического процесса.
В курсовом проекте необходимо рассчитать 2-3 характерные технологические операции. Для них должны быть рассчитаны припуски, параметры обработки (глубина резания, подача, скорость, сила и мощность резания, а также штучно-калькуляционное время). Для этих операций должны быть разработаны схемы наладок оборудования с указанием способа базирования. Для остальных операций допускается использование статистических сведений из справочной литературы.
В заключении к пояснительной записке по проекту необходимо сделать краткие выводы и предложить рекомендации по совершенствованию техпроцесса для ситуаций с изменением программы выпуска в большую или меньшую сторону.