

Методическое пособие 764
.pdfС целью снижения загруженности городских автомагистралей транзитным транспортом реализован проект строительства кольцевой автодороги (КАД), частично проложенной по дамбе Финского залива, а также Западного скоростного диаметра (ЗСД),связывающего северную и южную части города, проходящего по западной части Васильевского острова и по эстакаде, проложенной по Невской губе Финского залива.Однако поскольку указанные магистрали являются продолжением международной трассы Е-18 «Скандинавия», нагрузка на указанные участки автотрассы со временем будет только возрастать. На начальном этапе после их ввода предполагается: до100 тыс. автомашин в сутки по участку КАД, проложенному по дамбе, и до 140 тыс. единиц в сутки - по ЗСД. Это приведет к увеличению выбросов токсичных веществ более 100 тыс.т в сутки. Преимущественная роза ветров в районе Финского Залива - западная. Поэтому значительная часть вредных газовых выхлопов осядет на территории Санкт-Петербурга.Кроме того, непосредственный контакт вредных выбросов с водной поверхностью сравнительно мелкого в этих местах Финского залива, может привести к необратимым последствиям для всей его биоты.
В Санкт-Петербурге проводится постоянный акустический мониторинг более чем в 70 точках. Полученные результаты свидетельствуют о том, что уровни транспортного шума составляют в среднем 70-75 дБ, а максимальная величина вибрации - 3,0 мм/с[6].
Все это свидетельствует о том, что для автотранспорта Санкт-Петербурга необходимы дополнительные мероприятия по снижению его экологического давления на окружающую среду.
Методы, применяемые для снижения экологической нагрузки автотранспорта. Сегодня существует ряд мер для снижения токсичных выбросов от автотранспорта в
окружающую среду.
Ограничение выбросов основных токсичных компонентов, присутствующих в ОГ бензиновых и дизельных двигателей изложено в Правиле Европейской Экономической Комиссии (ЕЭК ООН) № 49 от 1982 года (и последующих поправках к нему). В связи с этим действует стандарт на бензин класса Евро-4 и переход на Евро-5. Появились автозаправки природного газа, который относится к числу экологически чистых топлив, в отличие от сжиженного углеводородного газа (СУГ) – побочного продукта добычи нефти и ПГ (табл.4).
Таблица 4
Состав продуктов сгорания различных топлив
Вид топлива |
Выброс вредных веществ, г/км |
||
|
СО |
СН |
NOx |
Бензин |
10,3 |
2,17 |
2,25 |
Сжиженный нефтяной газ |
4,7 |
1,19 |
2,15 |
Сжатый природный газ |
2,1 |
1,11 |
2,1 |
Бензин в смеси с водородом |
0,74 |
0,69 |
1,11 |
Метанол |
6,92 |
1,14 |
1,09 |
Метанол в смеси с синтезгазом (Н2+СО) |
1,24 |
0,62 |
0,89 |
|
|
|
|
Синтез-газ (Н2+СО) |
0 |
0,1 |
0,57 |
Водород |
0 |
0 |
0,62 |
Таким образом, для снижения токсичности выхлопных газов наиболее приемлемым в настоящее время, как с экономической точки зрения, так и технической реализации, являлось бы применение в качестве моторного топлива природного газа, а в дальнейшем водорода [4]. Рассматривается и переход к электромобилям. Однако массовое их применение потребует увеличение нагрузки на тепловые электростанции, что приведет всего лишь к пере-
141
распределению токсичных выбросов от автотранспорта к ТЭС.
Литература
1. Делюкин А.С. Об основных направлениях развития энергетики Санкт-Петербурга до 2010года [Электронный ресурс] – Режим доступа: http://www.rosteplo.ru/Tech_stat/eu_wT2HUG.htm.
2.Денисов В.Н. Благоустройство территорий жилой застройки/В.Н. Денисов. Ю.Х.Лукманов– СПб.: Изд. МАНЭБ, 2006. – 224 с.
3.Денисов В.Н. Проблемы экологизации автомобильного транспорта /В.Н.Денисов В.Н., В.А.Рогалѐв– СПб.: Изд. МАНЭБ, 2005. – 312 с.
4.Дмитриев А.Л. Применение природного газа в качестве моторного топлива для автотранспорта Санкт-Петербурга/А.Л. Дмитриев., Е.О. Милютина // Альтернативная энергетика и экология: международный научный журнал, 2012, № 02, с. 170-176.
5Предельно допустимые концентрации (ПДК) загрязняющих веществ в атмосферном воздухе населенных мест: ГН 2.1.6.1338-03.
6.Сергеев О.Е., /О.Е. Сергеев - [и др.]Транспортный шум как экологическая проблема
Санкт-Петербурга // Экологическая безопасность |
автотранспортного комплекса: |
Тр. III международной практической конференции/Под ред. |
В.Н. Денисов.– СПб.: МАНЭБ, |
2005, с. 98-99. |
|
7.Состояние загрязнения атмосферы в городах на территории России за 2008 г.: Ежегодник / Под ред. Э.Ю. Безуглой; ГУ «ГГО». – СПб.: АСТЕРИОН, 2009. – 222с
8.Тюрина Н.В., Иванов Н.И. Эффективность использования шумозащитных экранов для обеспечения экологической безопасности транспортных магистралей/Н.В.Тюрина, Н.И. Иванов //Экологическая безопасность автотранспортного комплекса: Тр. III международной практической конференции /Под ред. В.Н. Денисов.– СПб.: МАНЭБ, 2005, с. 112-117.
9.Российский автопарк в 2011 году. Аналитическое агентство АВТОСТАТ [Электронный ресурс] – Режим доступа: http://www.autostat.ru/news/view/10585//
Российский государственный гидрометеорологический университет
A.L. Dmitriev
INFLUENCE OF MOTOR TRANSPORTATION INFRASTRUCTURE OF ST. PETERSBURG ON AN ECOLOGICAL CONDITION OF THE URBAN ENVIRONMENT
The influence of motor transport and road network on the ecological condition of St.-Petersburg is considered. The role of urban areas and roads to the deterioration of the ecological condition of the city are shown. The dynamics of change of motor transport exhausts and their impact on the urban infrastructure and human health is analyzed. Possible methods of reducing the negative impact of motor transport on the ecological condition are considered
Key words: ecology, environment, motor transport, motor fuel, toxic exhaust, traffic noise, the city environment
Russian State Hydrometeorological University
142
УДК 621.9.047
А.А. Болдырев, А.И. Болдырев
ТРЕБОВАНИЯ К СИСТЕМАМ ПОДАЧИ И ОЧИСТКИ ЭЛЕКТРОЛИТА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ И КОМБИНИРОВАННОЙ ОБРАБОТКИ
Вработе рассмотрены основные требования, которые предъявляются к системам для подачи и очистки электролита при электрохимической и комбинированной обработке. Требования разделены на классы (общие и обязательные; специальные и дополнительные) и группы (физико-технологические и эксплуатационно-экономические). Предложена структурная схема системы подачи и очистки электролита для станков. Приведены сведения по предельно допустимой зашламленности электролита в зависимости от величины межэлектродного зазора
Ключевые слова: электрохимическая и комбинированная обработка, электролит, предельная зашламленность. система подачи и очистки электролита
Воснове процессов размерной электрохимической (ЭХО) и комбинированной (КО)
(включающей в себя и электрохимическую составляющую) обработок лежит принцип локального анодного растворения металла при высоких плотностях тока в проточном электролите. При этом весь снимаемый с заготовки материал переходит в электролит, образуя в результате первичных и вторичных электрохимических реакций нерастворимые гидраты окислов обрабатываемого металла, так называемый шлам.
Если говорить строго, то шлам содержит также различные инородные механические включения типа мельчайших заусенцев, нерастворимых зерен металла, кусочков резины от шлангов, частиц песка при обработке литых заготовок и т.д. Однако количество указанных выше инородных частиц составляет ничтожную долю от общего количества шлама, и их физическая природа существенно отличается от природы гидроокисей металлов. В связи с чем ниже шламом условно будет называться только смесь гидроокисей обрабатываемого металла. Для осуществления процессов размерной электрохимической и комбинированной обработок любая электрохимическая установка должна состоять из следующих систем и агрегатов (рис. 1): непосредственно станка или элемента для электрохимической обработки (ЭХС); источника питания электрическим током (ИП); системы для подачи и очистки электролита (СПОЭ); системы автоматики и управления (САУ).
Не останавливаясь на методиках проектирования и эксплуатации оборудования для электрохимической и комбинированной обработки, источников питания и систем автоматики и управления, которые достаточно подробно изложены в ряде работ [1-4], рассмотрим более подробно только систему подачи и очистки электролита и. в частности, наименее освещенную в литературе одну из систем СПОЭ – систему очистки.
Технологические показатели процессов ЭХО и КО – точность, качество обработанной поверхности, производительность, энергоемкость и экономичность – определяются влиянием ряда первичных и вторичных физико-химических параметров процесса. При этом установлено, что большинство параметров тесно взаимосвязаны между собой и изменение како- го-либо из них ведет к изменению многих, но, как правило, не может быть скомпенсировано за счет других.
143

Рис. 1. Структурная схема электрохимической установки
Большая группа важнейших параметров процессов ЭХО и КО поддерживается СПОЭ. К таким параметрам относятся концентрация Электролита, его расход, температура, зашламленность и др. Основными причинами ухудшения конечных показателей процессов являются высокая концентрация шлама в электролите, нестабильность скорости прокачки, температуры и т.п., которые зачастую устраняются в оптимальных конструкциях установок. Входящих в СПЭО.
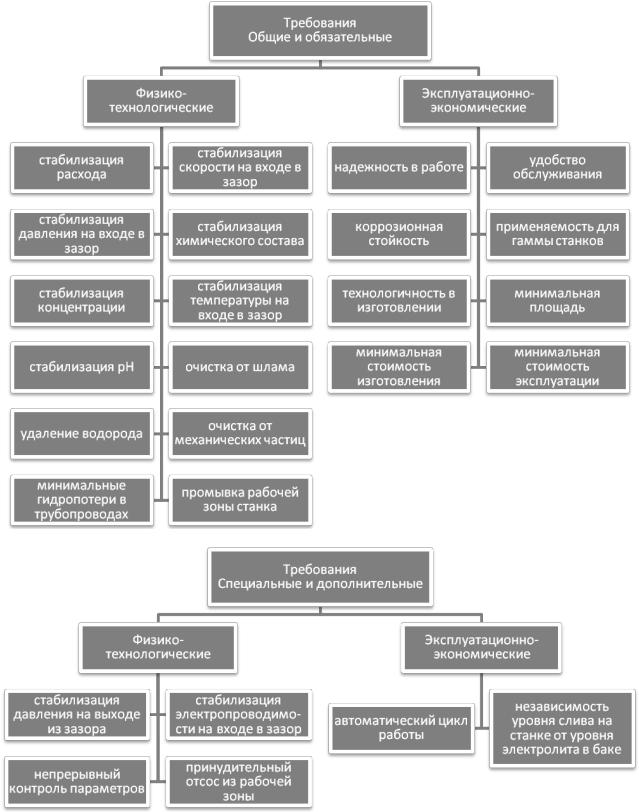
Требования к СПОЭ можно подразделить на два основных класса (рис. 2):
1.Класс требований, которые являются принципиально необходимыми для ведения процесса электрохимического растворения и не зависят ни от функционального назначения, ни от особенностей конструкций станков для ЭХО или КО;
2.Класс специальных и дополнительных требований, выполнение которых требует уже применения некоторых конструкций ЭХС.
В каждом классе выделяются две характерные группы требований: физикотехнологические и эксплуатационно-экономические.
Следует отметить, что невыполнение отдельных требований первого класса ведет к существенному снижению конечных результатов процессов ЭХО и КО. Однако при проектировании электрохимических установок в целом и СПОЭ в отдельности иногда приходится отказываться от выполнения отдельных требований этого класса либо для снижения стоимости оборудования, либо из-за отсутствия отдельных исполнительных или контрольных органов. В некоторых случаях, наоборот, приходится идти на значительное повышение стоимости для повышения точностных и качественных показателей обработки.
Из основных закономерностей электрохимического формообразования [5, 6] и показанных выше требований следует, что СПОЭ обеспечивает:
- подачу в рабочую зону станка электролита в заданном количестве под требуемым давлением;
- поддержание заданной температуры электролита; - автоматическую очистку электролита от продуктов обработки;
- удаление газообразных продуктов реакций, выделяющихся в процессе анодного растворения.
В конструкциях, реализующих СПОЭ, должны быть предусмотрены следующие системы и агрегаты (рис. 3):
1.Резервуар для содержания рабочего раствора электролита. Приготовление нового раствора в указанном резервуаре, как правило, недопустимо;
2.Система прокачки электролита через рабочую зону ЭХС под заданным давлением в требуемом количестве и для перекачки отработанного электролита со станка в резервуар.
144
Система прокачки обеспечивает также подачу электролита в теплообменник и центрифугу и перекачку очищенного электролита в резервуар;
3. Система теплообмена для отведения от электролита избытков тепла, выделяющегося в процессе электрохимического формообразования;
а
б
Рис. 2. Требования к системе для подачи и очистки электролита: а – общие и обязательные; б – специальные и дополнительные
145

СПОЭ
Рис. 3. Структурная схема подачи и очистки электролита
4.Система очистки электролита от продуктов обработки, образующихся в процессе анодного растворения. Эта система должна также обеспечивать защиту рабочей зоны ЭХС от посторонних механических частиц;
5.Система регулирования и стабилизации первичных параметров электролита для поддержания заданной температуры жидкости, стабилизации его расхода, давления и других первичных параметров.
6.Система вентиляции для удаления из резервуара, рабочей зоныгазообразных продуктов реакций, выделяющихся в процессе обработки, и для аварийного отключения ЭХС при концентрации газов выше допустимой.
Кроме того, к СПОЭ относится специальная система для периодической промывки водой рабочей зоны станка по окончании цикла обработки или при длительных перерывах в работе для предотвращения выпадения кристаллов соли. Эта система должна, с одной стороны, обеспечивать качественную промывку, а с другой – исключать попадание воды в магистраль электролита и в резервуар. Не допускается также унос большого количества электролита в канализацию.
Отдельные агрегаты и системы объединяются в функционально законченную СПОЭ соединительными трубопроводами и шлангами. Для распределения потока жидкости служат различные вентили и краны с ручным или автоматическим управлением.
Повышение концентрации шлама в электролите ведет к существенному снижению стабильности протекания процесса электрохимического растворения и при зазорах менее 0,2-0,3 мм может вызывать искрения и короткие замыкания в межэлектродном промежутке. Кроме того, с увеличением зашламленности электролита возрастает его вязкость, что отрицательно сказывается на гидродинамических условиях процессов ЭХО и КО. Поэтому на практике ограничивают предельную концентрацию шлама в электролите, при которой допустимо вести процесс обработки. Указанная предельная зашламленность, при прочих равных условиях, зависит от величины межэлектродного зазора и определяется согласно рекомендациям, приведенным в табл. 1.
146
Таблица 1
Предельно допустимая зашламленность электролита
Межэлектродный |
Предельно допустимая концентрация шлама в электролите, г/л |
зазор, мм |
|
0,4-0,5 |
8-10 |
0,3-0,4 |
6-8 |
0,2-0,3 |
3-6 |
0,1-0,2 |
1-3 |
0,05-0,1 |
0,5-1 |
менее 0,05 |
менее 0,5 |
В настоящее время практически ни один из серийно выпускаемых или специальных агрегатов очистки электролита от шлама не отвечает одновременно всем требованиям ЭХО. Поэтому в каждом отдельном случае за основу при выборе агрегата необходимо принимать основные факторы для заданного варианта размерного электрохимического формообразования. В связи с этим задача очистки электролита высокопроизводительным, эффективным и экономическим способом до сегодняшнего дня, бесспорно, является весьма актуальной.
Литература
1.Амитан Г.Л. Справочник по электрохимическим и электрофизическим методам обработки [Текст] / Г.Л. Амитан, И.А. Байсупов, Ю.М. Барон и др.; под ред. В.А. Волосатова. – Л.: Машиностроение, 1988. – 719 с.
2.Сергеев А.П. Гидродинамический режим электрохимической обработки [Текст] / А.П. Сергеев, А.И. Болдырев, В.И. Гунин и др. – Воронеж: ВГТУ, 2001. – 120 с.
3.Смоленцев В.П. Технология электроэрозионной и электрохимической обработки [Текст] / В.П. Смоленцев, А.И. Болдырев, Г.П. Смоленцев. – Воронеж: ВГТУ, 2005. – 180 с.
4.Болдырев А.И. Экспериментальные исследования технологических возможностей электрохимического формообразования / А.И. Болдырев, С.В. Усов, А.А. Болдырев и др. [Текст] // Вестник Воронежского ГТУ, Т. 10, № 3-1, 2014, с. 120-122.
5.Смоленцев В.П. Теория электрических и физико-химических методов обработки. Ч. 1 [Текст] / В.П. Смоленцев, А.И. Болдырев, Е.В. Смоленцев и др. – Воронеж: ВГТУ, 2008. – 248 с.
6.Болдырев А.И. Влияние режимных параметров процесса анодного растворения на обеспечение качества электрохимического формообразования / А.И. Болдырев, А.А. Болдырев, В.В. Григораш[Текст] // Вестник Воронежского ГТУ, Т. 13, № 4,2017, с. 98-104.
ФГБОУ ВО «Воронежский государственный технический университет»
А.A. Boldyrev, А.I. Boldyrev
REQUIREMENTSFORSYSTEMSOFELECTROLYTE FEED AND PURIFICATION FOR
ELECTROCHEMICAL AND COMBINED TREATMENT
This article discusses the main requirements that are imposed to systems of electrolyte feed and purification during electrochemical and combined treatment. The requirements are divided into the classes (general and compulsory, specific and optional) and groups (physical technological and operational economical). The authors introduce schematic structure of the system for electrolyte feed and purification on machine-tools. They give information about maximum allowable slurry concentration of electrolyte depending on the size of interelectrode gap
147
Key words: electrochemical and combined treatment, electrolyte, maximum allowable slurry concentration, systems of electrolyte feed and purification
Federal State Budgetary Educational Institution of Higher Education «The Voronezh State Technical University»
УДК 678.002:674.048
Л.И. Бельчинская, А.И. Дмитренков, К.В. Жужукин, Л.А.Новикова
РАЗРАБОТКА ЭКОЛОГИЧНЫХ ПРОПИТОЧНЫХ СОСТАВОВ ДЛЯ МОДИФИКАЦИИ ДРЕВЕСИНЫ
Статья посвящена исследованию свойств древесины, обработанной пропиточными составами на основе отработанных натуральных масел кукурузы и подсолнечника, а также кремнийорганической жидкостью. Предлагаемый способ обработки древесины позволяет улучшить показатели еѐ водостойкости
Ключевые слова: древесина березы и ели, пропитка, модификация, водопоглощение, отработанные пищевые масла, кремнийорганическая жидкость.
Древесина остается одним из самых доступных и экологически безопасных материалов, широко применяемых в различных областях промышленности, строительстве и др. Однако, одним из факторов, негативно влияющих на древесину, является ее гидрофильность, обусловленная наличием разнообразных полостей и сосудов, что приводит к повышению влажности древесины, ведущей к ее набуханию, растрескиванию, изменению формы деталей из древесины, снижению различных физико-химических свойств и прочностных характеристик.
Проводятся научные исследования по поиску новых эффективных и безопасных модифицирующих материалов, способных защитить древесину от внешних воздействий и придать изделиям из древесины комплекс необходимых свойств.
Для модифицирования древесины широко применяют как неорганические, так и органические вещества. При выборе пропиточного состава руководствовались следующими критериями: экономичность пропитывающего материала, простота способа пропитки, экологичность, доступность приобретения, хорошая проникающая способностью в структуру древесины. Эффективным методом улучшения свойств древесного материала является ее модифицирование синтетическими полимерами [1,2], которое не только повышает ее физикомеханические характеристики и ограничивает анизотропность свойств, но и позволяет повысить ее огне-, био- и химическую стойкость [3].
Впредыдущих работах [4-6] для модификации древесины малоценных пород использовали растворы и расплавы высших карбоновых кислот. Исследована [4,5] технология модифицирования древесины лиственных пород расплавом стеариновой кислоты, которая позволяет уменьшить водопоглощение древесного материала, сократить продолжительность пропитки в расплаве и расширить ее температурный интервал.
Вданной работе исследованы технологии модификации древесины ели и берѐзы следующими пропиточными жидкостями: отработанные подсолнечное и кукурузные масла, гидрофобизирующая кремнийорганическая жидкость (ГКЖ-11).
Подсолнечное и кукурузное масла состоят на 99% из жиров, которые относятся к органическим соединениям, а именно сложным эфирам и жирным кислотам. В состав как подсолнечного масла, так и кукурузного в основном входят две жирные кислоты - олеиновая и линолевая в различном процентном соотношении от общей массы.
Олеиновая кислота СН3–(СН2)7–СН = СН – (СН2)7 – СООН относится к высшим ненасыщенным карбоновым кислотам и по физическим свойствам представляет собой бесцветную вязкую жидкость с температурой плавления от 13,4 до 16,3 оС, температурой кипения 286 оС и плотностью 0,895 г/см3. Олеиновая кислота растворяется в органических раствори-
148
телях, но нерастворима в воде, ПДКв олеиновой кислоты равна 0,5мг/дм3 , ПДКр.з = 5 мг/м3, класс опасности 4.
Линолевая (октадиеновая) кислота CH3—(CH2)4—CH=CH—CH2—CH=CH—(CH2)7— COOH - это одноосновная карбоновая кислота с двумя изолированными двойными связями имеет такие же значения ПДКв и ПДКр.з как и у олеиновой кислоты.
На перспективность использования натуральных природных масел для защитной обработки древесных материалов и их хорошую совместимость со структурами древесины указывает также тот факт, что олеиновая и линолевая кислоты входят в состав экстрактивных веществ древесины [7].
Жидкость ГКЖ - 11 - гидрофобизирующая кремнийорганическая жидкость (30%-ный водно-спиртовый раствор метилсиликоната натрия (СН3-Si-ONa)n, n=1-2), образующая на поверхности защищаемых конструкций бесцветную полиалкилсиликоновую пленку, химически прочно связанную с защищаемым материалом. Жидкость ГКЖ не изменяет цвета и фактуры защищаемых материалов, внешнего вида, не закупоривает поры, не препятствует испарению влаги из материала в летний период, уменьшает загрязняемость поверхности конструкций. Кремнийорганическая жидкость ГКЖ-11 придает материалу гидрофобные свойства, повышает морозостойкость, атмосферостойкость, долговечность и обеспечивает защиту от обрастания грибками и плесенью. После применения кремнийорганической жидкости ГКЖ-11, обработанные поверхности можно окрашивать масляными и др. красками. Токсикологический класс опасности вещества III.
Для исследований использовали образцы древесины березы и ели влажностью 7-18 % стандартных размеров 20 20 30 мм, взвешенные с точностью до 0,1 г.
Образцы древесины пропитывали способом капиллярной пропитки, который заключается в погружении подготовленных заготовок древесины в ванну с различными пропиточными жидкостями, нагретыми до температуры 1100С. Уровень пропиточного материала должен полностью покрывать образцы. После выдержки образцов в течение 30 минут их извлекали из модифицирующего состава. Далее образцы выдерживали при комнатной температуре в течение 24 часов. Свойства древесины берѐзы, модифицированной пропиточными жидкостями контролировали по изменению таких показателей как водопоглощение, разбухание в радиальном и тангенциальном направлениях через одни и тридцать суток их нахождения в воде. Содержание пропиточного состава в образцах (%) определяли гравиметрическим методом по разности массы до и после пропитки. Водопоглощение и разбухание в тангенциальном и радиальном направлениях определяли согласно ГОСТ 16483.20-72*. Показатели водостойкости древесины берѐзы представлены в табл. 1.
Таблица 1
Показатели водостойкости древесины берѐзы
Пропиточный состав |
Содержание |
После 1суток нахожде- |
После 30 суток на- |
|||||
|
|
пропиточного |
ния в воде |
|
хождения в воде |
|||
|
|
состава в дре- |
|
|
|
|
|
|
|
|
весине % |
X , % |
Y, % |
Z, % |
X , % |
Y, % |
Z, % |
|
|
|
|
|
|
|
|
|
Натуральная |
древе- |
- |
44,9 |
8,4 |
6,4 |
80,9 |
9,4 |
6,9 |
сина |
|
|
|
|
|
|
|
|
Кремнийорганическая |
11,9 |
35,4 |
6,4 |
4,4 |
67,6 |
9,7 |
8,3 |
|
жидкость ГКЖ-11 |
|
|
|
|
|
|
|
|
Отработанное |
под- |
43,6 |
9,5 |
2,6 |
2,3 |
35,2 |
12,7 |
6,4 |
солнечное масле |
|
|
|
|
|
|
|
|
Отработанное |
куку- |
50,0 |
8,9 |
1,6 |
1,5 |
30,8 |
9,6 |
6,6 |
рузное масло |
|
|
|
|
|
|
|
|
Примечание: X – водопоглощение, %; Y - разбухание в тангенциальном направлении, %; Z -
149
разбухание в радиальном направлении, %.
Анализ полученных данных по содержанию пропиточного материала в древесине берѐзы (табл.1) позволил выделить в качестве приоритетных модификаторов - отработанное кукурузное масло (50,0%) и подсолнечное масло (43,6%). Водопоглощение берѐзы, пропитанной отработанными кукурузным (30,8%) и подсолнечным (35,2%) маслами значительно ниже (в 2,5 раза), чем натуральной древесины (80,9 %) после 30 суток выдерживания в воде.
Наилучшим показателем по разбуханию в радиальном направлении (6,4%) обладает древесина берѐзы, пропитанная составом на основе подсолнечного масла. При пропитке образцов в гидрофобизирующей кремнийорганической жидкости данные качественно уступают остальным составам по всем параметрам.
Показатели водостойкости древесины ели представлены в табл. 2.
Таблица 2
Показатели водостойкости древесины ели
Пропиточный состав |
Содержание |
После 1 суток нахожде- |
После 30 суток на- |
|||||
|
|
пропиточного |
ния в воде |
|
хождения в воде |
|||
|
|
состава дре- |
|
|
|
|
|
|
|
|
весине % |
X , % |
Y, % |
Z, % |
X , % |
Y, % |
Z, % |
|
|
|
|
|
|
|
|
|
Натуральная древесина |
- |
48 |
6,9 |
6,5 |
96,5 |
6,9 |
6,8 |
|
|
|
|
|
|
|
|
|
|
Кремнийорганическая |
15,2 |
47,5 |
6,3 |
5,0 |
83,4 |
7,3 |
5,5 |
|
жидкость ГКЖ-11 |
|
|
|
|
|
|
|
|
Отработанное |
подсол- |
21,8 |
47,1 |
6,2 |
6,0 |
75,9 |
6,7 |
6,5 |
нечное масле |
|
|
|
|
|
|
|
|
Отработанное |
куку- |
20,1 |
49,1 |
6,0 |
5,7 |
80,4 |
6,8 |
6,1 |
рузное масло |
|
|
|
|
|
|
|
|
Примечание: X – водопоглощение, %; Y - разбухание в тангенциальном направлении, %; Z - разбухание в радиальном направлении, %.
Наибольшая эффективность предлагаемых пропиточных составов отмечена для древесины лиственных пород (табл.1,2). Данные, полученные по водопоглощению древесины ели, существенно уступают показателям древесины березы. Следует отметить, что разбухание в радиальном направлении при пропитке образцов древесины ели кремнийорганической жидкостью ГКЖ – 11 снизилось на 1,3%.
Как показал эксперимент, подсолнечное и кукурузное масла достаточно хорошо пропитывают древесину и эффективно защищают ее от гниения, плесени, грибков, воздействия влаги и других атмосферных факторов в связи с наличием антисептических свойств. Кроме того, их применение для защитной обработки древесины позволяет использовать отходы производства. Предлагаемые модифицирующие материалы не имеет запаха, экологически безопасны и не оказывают вредного влияния на здоровье людей и животных. Это особенно актуально в связи с постоянным ужесточением экологических требований к производственным условиям и выпускаемой продукции.
Таким образом, предлагаемые технологии модифицирования древесины лиственных и хвойных пород отработанными натуральными маслами и гидрофобизирующей кремнийорганической жидкостью обладают экологической безопасностью, позволяют улучшить характеристики древесного материала и повысить устойчивость к атмосферным воздействиям, что даст возможность расширить области их применения.
Работа выполнена в рамках проекта госзадания № 11.3960.2017/ПЧ «Разработка технологии и оборудования высокотехнологичного ресурсосберегающего производства моди-
150