

Методическое пособие 407
.pdfзаготовки и размером детали по рабочему чертежу; припуск задается на сторону.
Припуски подразделяют на общие, т. е. удаляемые в течение всего процесса обработки данной поверхности, и межоперационные, удаляемые при выполнении отдельных операций.
Величина межоперационного припуска определяется разностью размеров, полученных на предыдущей и последующей операциях.
Общий припуск па обработку равен сумме межоперационных припусков по всем технологическим операциям - от заготовки до размеров детали по рабочему чертежу
Для наружных поверхностей значение разности размеров, получаемых на предшествующей и последующей операциях, является положительной величиной, а для внутренних - отрицательной.
Размер припуска зависит от толщины поврежденного поверхностного слоя, т. е. от толщины корки для литых заготовок, обезуглероженного слоя для проката, глубины поверхностных неровностей, раковин, трещин и т. п., а также от неизбежных производственных и технологических погрешностей, зависящих от способа изготовления заготовки, ее обработки, геометрических погрешностей станка и других технологических факторов.
Результативные погрешности являются совокупностью погрешностей заготовки и погрешностей, возникающих при выполнении отдельных технологических операций.
Микронеровности учитывают при расчете припусков характеристикой значений Rz, так как каждой технологической операции свойственна определенная шероховатость поверхности. Глубина дефектного поверхностного слоя зависит от способа изготовления заготовок. В отливках из серого чугуна дефектный поверхностный слой представляет собой перлитную корку, которую удаляют для сохранения режущих свойств инструмента при последующей обработке подкоркового слоя.
Поверхностный слой проката характеризуется обезугле-
40
роженной зоной, снижающей предел прочности металла. Удаление этого слоя повышает прочностные свойства обрабатываемой заготовки. Наряду с этим при обработке заготовок из проката в поверхностном слое возникает наклеп, постепенно уменьшающийся по мере удаления от поверхности.
При обработке целесообразно удалять зону резко выраженной деформации, т. е. верхнюю часть наклепанного слоя, в которой обычно наблюдается изменение структуры металла.
Отклонения взаимосвязанных поверхностей (непараллельность и неперпендикулярность осей и поверхностей, эксцентриситет отверстий, увод оси отверстия и др.) также следует учитывать при расчете припусков, но так как эти отклонения не связаны с погрешностями на размеры поверхностей, их нужно учитывать отдельно.
Наряду с перечисленными отклонениями в процессе обработки возникают погрешности установки, которые также должны быть компенсированы соответствующим увеличением припуска.
Таким образом, наименьший межоперационный припуск на обработку r при наименьшем предельном размере заготовки для наружных поверхностей и при наибольшем предельном размере для внутренних поверхностей может быть определен из формулы (2.1).
zм b Rzср |
Та а yb , |
(2.1) |
где Rzср - средняя величина микронеровностей;
Тa – глубина дефектного поверхностного слоя;
a – геометрическая сумма пространственных отклонений взаимосвязанных поверхностей;
yb - погрешность установки;
а - индекс, характеризующий предшествующуюоперацию; b – индекс, характеризующий данную операцию. Отсюда следует, что в величину межоперационного припуска входят погрешности предшествующей операции и погрешности уста-
новки данной операции.
41
При обработке плоских поверхностей учитывают наибольшее из пространственных отклонений взаимосвязанных поверхностей по нормали к обрабатываемой поверхности; тогда суммарное значение а будет определяться как векторная сумма пространственных отклонений.
Наименьшая величина межоперационного припуска на диаметральный размер (при обработке поверхностей тел вращения) удваивается.
Тогда
2zм b 2 Rzср |
Та а y b . |
(2.2) |
В некоторых случаях в формуле определения наименьшей величины припуска могут отсутствовать некоторые составляющие например: величина Та (глубина дефектного поверхностного слоя), которая учитывается только для заготовки; после черновой и чистовой обработки отдельных заготовок значение Та принимается равным глубине наклепанного слоя, составляющего после притирки 3 - 5 мкм, тонкого обтачивания и растачивания 15 - 20 мкм, шлифования 15 - 20 мкм, протягивания 10 - 20 мкм, чистового развертывания 10 - 20 мкм, продавливания шариком и раскатки 20 -25 мкм. При обработке заготовок из чугуна и цветных сплавов значение Та после черновой операции исключается из формулы, так же как и после термообработки; при обработке отверстий плавающим режущим инструментом исключается значение а (векторная сумма отклонений взаимосвязанных поверхностей); при установке обрабатываемой заготовки на плиту, т. е. при совмещении установочной и измерительной баз, из формулы выпадает величина y (погрешность установки) и т. п.
Влияние величины припуска на экономичность процесса обработки очень велико, так как чем больше припуск, тем большее число проходов требуется для снятия соответствующего слоя металла, что приводит к повышению трудоемкости процесса, расхода электроэнергии, режущего инструмента и увеличивает отходы металла, превращаемого в стружку.
42
Завышенные припуски приводят к увеличению парка оборудования и производственных площадей.
2.5. Базирование детали
Базой называют совокупность поверхностей, линий или точек детали, по отношению к которым ориентируются другие детали изделия или по отношению к которым ориентируются поверхности детали, обрабатываемые на данной операции.
В зависимости от служебного назначения все поверхности детали подразделяются на: основные, присоединительные, исполнительные и свободные.
Под основными понимают поверхности, с помощью которых определяют положение данной детали относительно другой, к которой она присоединяется.
Присоединительными называют поверхности детали, определяющие положение всех присоединяемых к ней других деталей.
Исполнительные поверхности - поверхности, выпол-
няющие служебное назначение.
Свободной поверхностью называется поверхность, предназначенная для соединения основных и присоединительных поверхностей и исполнительной поверхности между собой с образованием совместно необходимой для конструкции формы детали.
Элементы детали, образующие комплекты основных и присоединительных поверхностей, характеризуют технологические базы, т.е. элементы, используемые в процессе обработки для установления взаимосвязи между расположением режущей кромки инструмента и обрабатываемой поверхностью.
По характеру своего применения (при конструировании, изготовлении деталей и сборке механизмов и машин) базы подразделяют на: конструкторские, сборочные, измерительные и установочные.
43
Конструкторскими и сборочными базами называют по-
верхности, линии или точки деталей, с помощью которых определяют ее положение относительно других деталей на сборочном чертеже (конструкторские базы) или при сборке (сборочные базы). В качестве конструкторских баз используют также линии симметрии: оси валов и отверстий, биссектрисы углов и т. п. Для всех деталей вращения одной из конструкторских баз всегда является ось вращения.
Сборочными базами детали могут быть только материальные поверхности, т. е. поверхности, выполняющие служебное назначение.
Как правило, положение детали относительно других деталей определяют комплектом из двух или трех баз.
Установочной базой детали называют совокупность поверхностей, линий или точек, относительно которых ориентируется при изготовлении детали поверхность, обрабатываемая на данной операции.
В зависимости от способа применения установочных баз при обработке их подразделяют на опорные установочные и проверочные установочные базы.
Установочная база называется опорной, если обрабатываемая деталь непосредственно опирается своей установочной базой на соответствующие поверхности станка или приспособления.
Проверочной установочной базой называется поверхность обрабатываемой заготовки, по которой происходит выверка положения этой заготовки на станке или установка режущего инструмента. Установочные базы подразделяются на основные и вспомогательные.
Основной установочной базой называется такая установочная база, расположение которой относительно обрабатываемой поверхности имеет существенное значение с точки зрения работы детали в собранном изделии.
Вспомогательной установочной базой называется такая установочная база, расположение которой относительно обрабатываемой поверхности в готовом изделии непосредственно-
44
го значения не имеет, к применению вспомогательных баз прибегают в тех случаях, когда конструкция детали исключает возможность использования основной базы детали в качестве установочной базы или требует для этого изготовления сложных или неудобных приспособлений.
Для наибольшей точности изготовления деталей, а следовательно, и лучших эксплуатационных результатов необходимо стремиться к тому, чтобы конструкторские и технологические базы представляли собой одни и те же поверхности, т. е. чтобы по возможности осуществлять установку заготовки при обработке и измерении от тех же поверхностей, которые будут определять положение детали в собранном узле или машине.
Во всех случаях, когда конструкторские и технологические базы не совпадают, возникают погрешности базирования (измерения), что приводит к необходимости перерасчета допусков.
Схемы базирования зависят от формы поверхностей обрабатываемых заготовок, большинство которых, как правило, ограничено плоскими, цилиндрическими или коническими поверхностями, используемыми в качестве опорных баз.
Основными схемами базирования являются: базирование призматических деталей; базирование длинных цилиндрических деталей; базирование коротких цилиндрических деталей.
Схема базирования призматических деталей. Эта схема предусматривает базирование заготовок деталей типа плит, крышек, картеров и др. Каждая обрабатываемая заготовка призматической формы, если ее рассматривать в системе трех взаимно перпендикулярных осей (рис. 2.1), имеет шесть степеней свободы: три перемещения вдоль осей Ох, Оу, Оz и три перемещения при повороте относительно этих же осей. Положение заготовки в пространстве определяется шестью координатами (рис. 2.1, пунктирные линии).
45
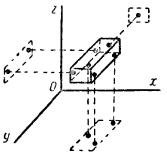
Рис. 2.1. Схема положения заготовки в системе трех взаимно перпендикулярных плоскостей
Три степени свободы, т, е. возможность перемещаться в направлении оси Оz и вращаться вокруг осей Ох и Оу, ограничиваются тремя координатами, определяющими положение заготовки относительно плоскости хОу.
Две степени свободы, т. е. возможность перемещаться в направлении оси Ох и вращаться вокруг оси Оz, ограничиваются двумя координатами, определяющими положение заготовки относительно плоскости уОz.
Шестая координата, определяющая положение заготовки относительно плоскости хОz, ограничивает ее возможность перемещения в направлении оси Оу, т. е. лишает ее шестой - последней степени свободы.
Этот порядок установки заготовок призматической формы называется правилом шести точек. Это правило распространяется не только на заготовки призматической формы, базируемые по их наружному контуру, но и на заготовки другой формы, при использовании для их установки любых поверхностей, выбранных для базирования.
Увеличение опорных точек сверх шести не только не улучшает, но и ухудшает условия установки, так как обрабатываемая заготовка, как правило, имеет отклонения от правильной геометрической формы, местные неровности поверхности, что может приводить к самопроизвольной установке заготовки в приспособлении.
46
Нижняя поверхность заготовки с тремя опорными точками называется главной установочной базой. Как правило, в качестве главной установочной базы выбирают поверхность с наибольшими размерами.
Боковая поверхность с двумя опорными точками называ-
ется направляющей установочной базой, для которой выби-
рают поверхность наибольшей протяженности.
Поверхность с одной опорной точкой называется упорной установочной базой.
Свои особенности имеют схемы базирования длинных и коротких цилиндрических деталей.
Выбор установочных баз производят с целью наметить как сами базы, так и порядок их смены (если необходимо) при выполнении технологического процесса механической обработки детали. Исходными данными при выборе баз являются: рабочий чертеж детали с простановкой заданных размеров, технические условия на ее изготовление, вид заготовки, а также желаемая степень автоматизации процесса. При выборе баз учитывают условия работы детали в механизме. Принятая схема базирования определяет конструктивные схемы приспособлений и влияет на точность размеров и взаимного положения поверхностей детали. Наилучшие результата по точности обработки обеспечиваются при выдерживании принципа совмещения баз. В этом случае погрешности базирования равны нулю. При невозможности выдержать данный принцип (например, из-за недостаточной устойчивости заготовки при малых размерах измерительной базы) за установочную базу принимают другую поверхность, стремясь уменьшить нежелательные последствия несовмещения баз.
Выдерживание принципа постоянства баз способствует повышению точности взаимного положения поверхностей детали. Высокая степень концентричности поверхностей вращения обеспечивается, в частности, при использовании одной и той же установочной базы. Соблюдение данного принципа повышает однотипность приспособлений и схем установки, что важно при автоматизации технологического процесса.
47
Стремление более полно выдержать этот принцип приводит к созданию на детали искусственных (вспомогательных) баз: бобышек, платиков, центровых гнезд, установочных поясков и других элементов, а также к выполнению всей обработки за один установ на базе черных поверхностей исходной заготовки. Последний случай имеет место при обработке деталей из прутка на автоматах, многопозиционных и агрегатных станках, а также при использовании приспособлений-спутников на автоматических линиях.
При выборе баз должны быть сформулированы требования по точности и шероховатости их обработки, а также предусмотрена необходимость повторной обработки в целях ликвидации возможной деформации от действия остаточных напряжений в материале заготовки. Выбор баз связан с первой наметкой плана обработки детали, который подвергается дальнейшей детализации на последующих этапах проектирования технологического процесса.
При обработке валов и некоторых других заготовок, имеющих базовые поверхности в виде центровых гнезд (или конических фасок), в качестве установочных элементов используют центры. Различные конструктивные формы центров показаны на рис. 2.2. Схема установки на обычный жесткий центр приведена на рис. 2.2, а; на рис. 2.2, б показана установка заготовки конической фаской на срезанный центр; на рис. 2.2, в — конструкций вращающегося центра для токарных работ; на рис. 2.2, г — установка заготовки на специальный срезанный с рифлениями и на рис. 2.2, д — конструкция поводкового центра для передачи момента благодаря внедрению рифлений в базовую поверхность гнезда заготовки. Этот центр обеспечивает передачу момента, необходимого для чистовой обработки, но портит поверхность гнезда. Для точной установки заготовок по длине применяют плавающий передний центр (рис. 2.2, е).
48
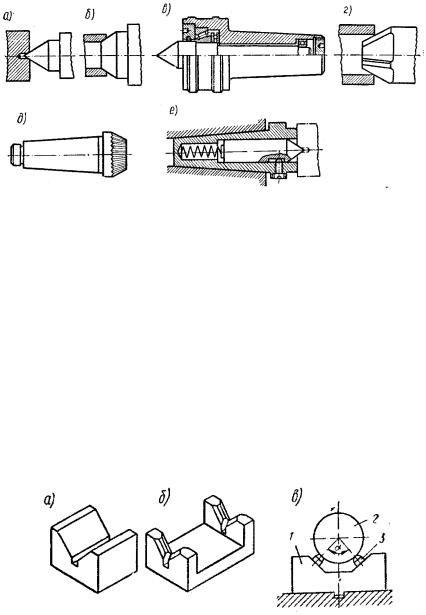
Рис. 2.2. Виды центров
Если базирование производится по наружной цилиндрической поверхности, то применяются самоцентрирующие трехкулачковые патроны, которые производят базирование по одной цилиндрической шейке. Если вал длинный, то другой конец вала базируется по поверхности центрового отверстия.
Длинные валы, особенно при обработке на фрезерных станках (фрезерование шпоночных канавок, плоскостей) базируются по наружным цилиндрическим поверхностям, которые устанавливают в призмы. Для чисто обработанных баз применяют широкие призмы (рис 2.3, а), для черновых — узкие (рис. 2.3, б); на рис. 2.3, в показан способ установки заготовки 2 на четыре постоянные опоры 3, запрессованные в боковые поверхности призмы 1.
Рис. 2.3. Виды призм
49