

Методическое пособие 407
.pdfПродолжение табл. 3.8
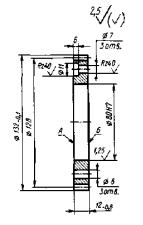
13. Маршрут обработки стакана
|
|
Подрезать торцы Ø 130js6/ Ø |
Токарный |
па- |
Трехку- |
|
|
|
90Н7 и А, точить поверхность Ø |
тронный |
полу- |
лачко- |
|
015 |
|
130 js6, расточить отверстия Ø |
автомат КТ 141 |
вый |
||
|
85 и Ø 90Н7 с подрезкой внут- |
|
|
пневма- |
||
|
|
реннего торца Ø90 Н7/ Ø 85 |
|
|
тиче- |
|
|
|
|
|
ский |
||
|
|
|
|
|
||
|
|
|
|
|
патрон |
|
|
|
Подрезать торцы Ø 190 и Ø 144/ |
То же |
|
Трехку- |
|
020 |
|
Ø116, обточить поверхности Ø |
|
|
лачко- |
|
|
190 и коническую поверхность |
|
|
вый |
||
|
|
Ø 144×450 |
|
|
патрон |
|
|
|
|
|
|
|
|
|
|
Подрезать торец Ø 130js6/ Ø90Н7 |
» |
|
То же |
|
|
|
окончательно, точить поверхности |
|
|
|
|
|
|
Ø130 js6 с подрезкой торца А под |
|
|
|
|
|
|
шлифование, фаски, канавки окон- |
|
|
|
|
030 |
|
чательно. Расточить отверстие Ø |
|
|
|
|
|
90Н7 с подрезкой внутреннего торца |
|
|
|
||
|
|
|
|
|
||
|
|
Ø 90Н7/ Ø 85 и отверстие Ø 85 под |
|
|
|
|
|
|
тонкое растачивание. Канавки 3 × Ø |
|
|
|
|
|
|
96 окончательно, притупить острые |
|
|
|
|
|
|
кромки |
|
|
|
|
|
|
Подрезать торец Ø 144/ Ø 116, то- |
» |
|
Трехку- |
|
|
|
чить поверхность Ø 190, конусную |
|
|
лачко- |
|
035 |
|
поверхность Ø 144 × 450 оконча- |
|
|
вый |
|
|
тельно. Расточить отверстия Ø 90Н7 |
|
|
пневма- |
||
|
|
с подрезкой внутреннего торца Ø |
|
|
тиче- |
|
|
|
90Н7/ Ø 85 под тонкое растачивание |
|
|
ский |
|
|
|
выточки Ø 116 и канавки 3 × Ø 96 |
|
|
патрон |
|
040 |
Сверлильная |
Сверлить пять отверстий Ø 11, |
Многоцелевой |
Наладка |
||
два отверстия Ø 10,2 под резьбу |
вертикальный |
УСПО |
||||
|
|
|||||
|
|
М12, зенковать пять отверстий |
фрезерно- |
|
|
|
|
|
Ø 11/ Ø 17, фаски 2 × 24, наре- |
сверлильный |
|
||
|
|
зать резьбу М12. Фрезеровать |
станок ГФ2171 |
|
||
|
|
лыски в размер 170 |
|
|
|
|
050 |
Расточная |
Расточить два отверстия Ø 90Н7 |
Алмазно- |
ста- |
Устано- |
|
гически) |
ный) |
ние |
||||
|
|
с подрезкой торцов Б и В, отвер- |
расточной |
вочное |
||
|
|
стия Ø 85 до Ø 85Н9 (техноло- |
нок (специаль- |
приспо- |
||
|
|
|
|
|
собле- |
|
|
|
|
|
|
|
|
110
Продолжение табл. 3.8
055 |
Шлифо- |
вальная |
Шлифовать Ø 130 js6 с подшли- |
Круглошлифо- |
Специ- |
фовкой торца 4 |
3У131ВМ |
ка |
|||
|
|
|
вальный полу- |
альная |
|
|
|
|
|
автомат |
оправ- |
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
065 |
Кон- |
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид заготовки – штамповка. |
|
|
|
|
|
Материал – сталь 40Х |
|
|
|
|
|
14. Маршрут обработки зубчатого колеса – венца |
|
|
|
|
|
Подрезать торец Ø 132/ Ø 80Н7, |
Токарно- |
Трех- |
020 |
|
|
расточить отверстие Ø 80Н7 под |
винторезный |
кулач- |
|
|
шлифование. Расточить фаски и |
станок 16К20 |
ковый |
|
|
|
|
отверстия |
|
патрон |
|
|
|
|
|
|
|
|
|
Подрезать второй торец Ø 132/ |
Токарно- |
То же |
025 |
|
|
Ø 80Н7 под шлифование, обто- |
винторезный |
|
|
|
чить наружную поверхность Ø |
станок 16К20 |
|
|
|
|
|
|
||
|
|
|
312 – 0,1 окончательно, расто- |
|
|
|
|
|
чить и обточить фаски |
|
|
|
|
|
111 |
|
|
Продолжение табл. 3.8
030 |
Шлифо- |
вальная |
Шлифовать отверстие Ø 80Н7 и |
Внутришлифо- |
|
|
|
торец Ø 132/ Ø 80Н7 предвари- |
вальный станок |
|
|
||||
|
|
|
|
|
|||
|
|
|
тельно |
3М 227АФ2 |
|
|
|
|
|
|
|
|
|
|
|
035 |
Шлифо- |
вальная |
Шлифовать второй торец Ø 132/ |
Плоскошлифо- |
Маг- |
|
|
Ø80Н7 предварительно |
вальный |
нитный |
|||||
|
|
|
|||||
|
|
|
|
3Б740ВФ2 |
стол |
|
|
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
|
045 |
Кон- |
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
Фрезеровать 64 зуба (m = 2) (ус- |
Зубофрезерный |
Приспо |
||
050 |
Фрезерная |
тановить по четыре детали) |
станок 53А20В |
собле- |
|
||
|
|
ние |
и |
||||
|
|
|
|
|
|||
|
|
|
|
|
налад- |
|
|
|
|
|
|
|
ка |
к |
|
|
|
|
|
|
нему |
|
|
|
|
|
|
|
|
||
060 |
Свер- |
лильная |
Сверлить и зенковать три отвер- |
Вертикально – |
Налад- |
||
тывание |
2Р135Ф2 – 1 |
ка |
|
||||
|
|
|
стия Ø 7 Ø 11, сверлить три от- |
сверлильный |
|
||
|
|
|
верстия Ø 8 до Ø 7,9 под развер- |
станок с ЧПУ |
УСПО |
||
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
|
075 |
Кон- |
|
|
|
|
||
|
|
|
|
|
|
|
|
Вид заготовки – прокат. Материал – сталь 40
112
Продолжение табл. 3.8
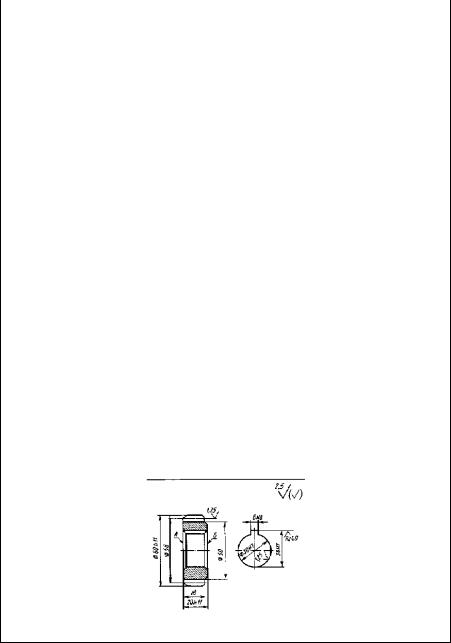
15. Маршрут обработки зубчатого колеса
|
|
|
Подрезать торец Ø 60h11/ Ø 30Н7 |
Токарный |
Трех- |
|
|
|
|
предварительно. Сверлить и зенке- |
полуавтомат |
кулач- |
|
015 |
|
|
ровать сквозное отверстие Ø 30Н7 |
с |
ЧПУ |
ковый |
|
|
под протягивание. Точить поверх- |
КТ141 |
|
патрон |
|
|
|
|
|
|||
|
|
|
ность Ø 60h11 до Ø 62. Точить и |
|
|
|
|
|
|
расточить фаски |
|
|
|
|
|
|
Протянуть отверстие Ø 30Н7 до |
Протяжной |
Жест- |
|
020 |
|
|
Ø30 |
станок 7512 |
кая |
|
|
|
|
|
|
опора |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подрезать торцы Ø 60h11/ Ø 30Н7 |
Токарно- |
Специ- |
|
025 |
|
|
и Ø 50/ Ø30Н7 предварительно под |
винторезный |
альная |
|
|
|
шлифование. Точить поверхности |
станок 16Б16 |
оправка |
||
|
|
|
Ø60h11 и Ø 50 окончательно |
|
|
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
030 |
Кон- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Долбить 28 зубьев (m = 2) предва- |
Зубодолбеж- |
То же |
|
035 |
|
|
рительно под шлифование |
ный 5122В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Протянуть шпоночный паз В = 6Н8 |
Протяжной |
Направ |
|
045 |
|
|
окончательно |
станок 7512 |
ляющая |
|
|
|
|
|
|
втулка |
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
060 |
Кон- |
|
|
|
|
|
|
|
|
|
|
|
|
070 |
Шлифо- |
вальная |
Шлифовать сквозное отверстие Ø |
Внутришли- |
|
|
30Н7 и торец Ø 60h11/ Ø30Н7 |
фовальный |
|
||||
|
|
|
окончательно |
3А227АФ2 |
|
|
|
|
|
|
|
|
|
|
|
|
113 |
|
|
|
075 |
Шлифо- |
вальная |
080 |
Шлифо- |
вальная |
090 |
Кон- |
трольная |
|
|
|
Продолжение табл. 3.8
Шлифовать торец Ø50/ Ø30Н7 ПлоскошлиМаг- окончательно фовальный нитный
3Б740ВФ2 стол
Шлифовать 28 зубьев (m = 2) окон- |
Зубошлифо- |
Оправ- |
чательно |
вальный |
ка |
|
станок |
|
|
5В833 |
|
Технический контроль |
|
|
020
025
Вид заготовки – штамповка Материал – сталь 25ХГТ.
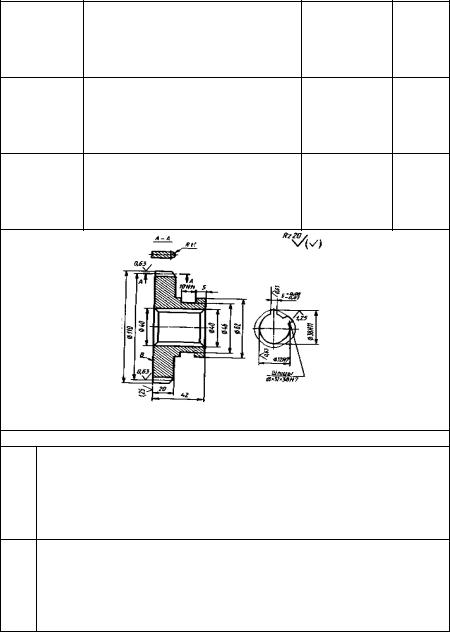
16. Маршрут обработки зубчатого колеса со шлицевым отверстием
Подрезная |
Подрезать торцы Ø 115h11/ Ø 62 |
Токарный |
ста- |
Трех- |
|||
работать отверстие Ø 32Н7 до Ø |
нок с |
ЧПУ |
кулач- |
||||
|
и Ø 62/Ø 32Н7 предварительно. |
||||||
|
Обточить |
наружную |
поверх- |
КТ141 |
|
ковый |
|
|
ность Ø 62 предварительно. Об- |
|
|
патрон |
|||
|
30. Обточить и расточить фаски. |
|
|
|
|||
Подрезная |
Подрезать |
торец Ø115h11/ |
Ø |
То же |
|
То же |
|
чить и расточить фаски, |
выточку |
|
|
|
|||
|
32Н7 предварительно. Обточить |
|
|
|
|||
|
наружную |
поверхность |
Ø |
|
|
|
|
|
115h11 предварительно. Обто- |
|
|
|
|||
|
Ø 42 |
|
|
|
|
|
|
114
Продолжение табл. 3.8
|
|
|
Протянуть восьмишлицевое от- |
Протяжной |
|
Жест- |
||||
030 |
|
|
верстие Ø 32Н7 × Ø 38Н11 × 6И |
7512 |
|
|
кая |
|||
|
|
под шлифование |
|
|
|
|
опора |
|||
|
|
|
|
|
|
|
||||
|
|
|
Подрезать торец Ø 115h11/ Ø 62 |
Токарный |
с |
Специ- |
||||
|
|
|
окончательно, торцы Ø 62/ Ø |
ЧПУ КТ141 |
|
альная |
||||
035 |
Подрезная |
32Н7 и Ø 115h11/ Ø 32Н7 под |
|
|
|
оправ- |
||||
шлифование. Обточить наруж- |
|
|
|
ка |
||||||
|
|
|
|
|
|
|||||
|
|
|
ную поверхность Ø 62 оконча- |
|
|
|
|
|||
|
|
|
тельно и поверхность Ø 115h11 |
|
|
|
|
|||
|
|
|
под шлифование. Проточить паз |
|
|
|
|
|||
|
|
|
В = 10Н11 под шлифование. Об- |
|
|
|
|
|||
|
|
|
точить фаски |
|
|
|
|
|
||
045 |
Фрезерная |
Фрезеровать 44 зуба (m=2,5) под |
Зубофрезерный |
Приспо |
||||||
шлифование (по две детали) |
53А20В |
|
|
собле- |
||||||
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
ние |
|
|
|
|
|
|
|
|
|
|
||
050 |
|
|
Закруглить |
44 зуба |
(m=2,5) |
Зубозакругло- |
|
» |
||
|
|
окончательно |
|
вочный |
полу- |
|
||||
|
|
|
|
|
||||||
|
|
|
|
|
|
автомат 5Е580 |
|
|
||
|
|
|
|
|
|
|
|
|
||
060 |
|
|
Калибровать |
восьмишлицевое |
Пресс |
ЛС6 |
– |
Под- |
||
|
|
отверстие |
|
|
НА |
|
|
ставка |
||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|||
070 |
Шлифо- |
вальная |
Шлифовать |
наружную |
поверх- |
Круглошлифо- |
Гриб- |
|||
ность Ø 115h11 и |
торец Ø |
вальный станок |
ковая |
|||||||
|
|
|
115h11/ Ø 32Н7 окончательно |
3Т161Д |
|
|
оправа |
|||
|
|
|
|
|
|
|||||
075 |
Шлифо- |
вальная |
Шлифовать отверстие Ø 32Н7 и |
Внутришлифо- |
Приспо |
|||||
торец Ø 62/ Ø 32Н7 окончатель- |
вальный станок |
собле- |
||||||||
|
|
|
||||||||
|
|
|
но |
|
|
3А227АФ2 |
|
ние |
||
|
|
|
|
|
|
|||||
080 |
Шлифо- |
вальная |
Шлифовать паз В = 10Н1 окон- |
Круглошлифо- |
Оправ- |
|||||
чательно |
|
|
вальный станок |
ка |
||||||
|
|
|
|
|
||||||
|
|
|
|
|
|
3У131ВМ |
|
|
||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
115 |
|
|
|
|
||
Продолжение табл. 3.8
085 |
Шлифо- |
вальная |
|
Шлифовать боковые стороны |
Специальный |
Трех- |
|
|
шлицев окончательно |
станок |
|
патрон |
|||
|
|
|
|
|
кулач- |
||
|
|
|
|
|
|
|
ковый |
|
|
|
|
|
|
|
|
090 |
Шлифо- |
вальная |
|
Шлифовать 44 зуба (m = 2,5) |
Зубошлифо- |
Оправ- |
|
|
окончательно |
вальный станок |
ка |
||||
|
|
|
|
||||
|
|
|
|
|
5В833 |
|
|
|
|
|
|
|
|
|
|
|
|
трольная |
|
Технический контроль |
|
|
|
100 |
Кон- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид заготовки – штамповка. |
|
|
|
|
|
|
|
Материал – сталь 40ХФА. |
|
|
|
|
|
|
17. Маршрут обработки зубчатого сменного колеса |
|
|||
|
|
|
|
Подрезать торцы Ø 50/ Ø28Н7; |
Токарный |
ста- |
Трех- |
020 |
Подрезная |
|
Ø 115,5h11/ Ø 50. Точить по- |
нок с |
ЧПУ |
кулач- |
|
|
верхность Ø 115,5h11 предвари- |
1П756ДФ3 |
|
ковый |
|||
|
|
|
|
|
|||
|
|
|
|
тельно. Расточить сквозное от- |
|
|
патрон |
|
|
|
|
верстие Ø 28Н7 предварительно. |
|
|
|
|
|
|
|
Точить выточки Ø 85/ Ø 50 |
|
|
|
|
|
|
|
окончательно. Расточить фаски |
|
|
|
|
|
|
|
Точить поверхность Ø 115,5h11 |
То же |
|
То же |
|
|
|
|
предварительно. Подрезать то- |
|
|
|
025 |
|
|
|
рец Ø 115,5h11/ Ø 28Н7 предва- |
|
|
|
|
|
|
рительно. Точить и расточить |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
фаски. Точить выточку Ø 85/ Ø |
|
|
|
|
|
|
|
50 окончательно |
|
|
|
|
|
|
116 |
|
|
|
|
Продолжение табл. 3.8
|
|
|
Протянуть |
шестишлицевое |
от- |
Горизонтально |
Жест- |
||||
030 |
|
|
верстие Ø 28Н7 × 34Н7 × 34 |
|
– |
протяжной |
кая |
||||
|
|
|
|
|
|
станок 7512 |
опора |
||||
|
|
|
|
|
|
|
|||||
035 |
Подрезная |
Подрезать торцы Ø 115,5h11/ Ø |
Токарный |
ста- |
Цен- |
||||||
28Н7 и Ø 50/ Ø 28Н7 предвари- |
нок |
с |
ЧПУ |
тровая |
|||||||
|
|
|
|||||||||
|
|
|
тельно под шлифование, торец Ø |
16К20Ф3 |
|
оправка |
|||||
|
|
|
115,5 h11/ Ø 50 окончательно. |
|
|
|
|
||||
|
|
|
Точить фаски окончательно |
|
|
|
|
|
|||
040 |
Фрезерная |
Фрезеровать 64 зуба (m = 1,75) |
Зубофрезерный |
При- |
|||||||
предварительно |
под шлифова- |
станок 53А20В |
способ- |
||||||||
|
|
|
|||||||||
|
|
|
ние |
|
|
|
|
|
|
ление |
|
|
|
|
|
|
|
|
|
||||
|
|
|
Калибровать |
шестишлицевое |
Пресс |
|
Под- |
||||
065 |
|
|
отверстие Ø 28Н7 × 34Н7 × 7И |
|
|
|
ставка |
||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||||
070 |
Шлифо- |
вальная |
Шлифовать |
Поверхность |
Ø |
Круглошлифо- |
Оправ- |
||||
115,5h11 и торец Ø 115,5h11/ Ø |
вальный станок |
ка |
|||||||||
|
|
|
|||||||||
|
|
|
50 окончательно |
|
|
3Т153 |
|
|
|||
|
|
|
|
|
|
||||||
075 |
Шлифо- |
вальная |
Шлифовать отверстие Ø 28Н7 и |
Внутришлифо- |
При- |
||||||
торец Ø 115,5/ Ø2 8Н7 оконча- |
вальный станок |
способ- |
|||||||||
|
|
|
|||||||||
|
|
|
тельно |
|
|
|
3А227АФ2 |
ление |
|||
|
|
|
|
|
|
||||||
080 |
Шлифо- |
вальная |
Шлифовать торец Ø 50/ Ø 28Н7 |
Плоскошлифо- |
Маг- |
||||||
окончательно |
|
|
вальный станок |
нитный |
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
3Б740ВФ2 |
|
стол |
||
|
|
|
|
|
|
||||||
085 |
Шлифо- |
вальная |
Шлифовать 64 зуба m = 1,75 |
Зубошлифо- |
Оправ- |
||||||
предварительно |
|
|
вальный станок |
ка |
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
5В833 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
117 |
|
|
|
|
|
|
Продолжение табл. 3.8
090 |
Шлифо- |
вальная |
Шлифовать 64 зуба (m = 1,75) |
То же |
|
» |
||
окончательно |
|
|
|
|
||||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
|
|
100 |
Кон- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид заготовки – штамповка |
|
|
||
|
|
|
|
Материал – сталь 45 |
|
|
|
|
|
|
|
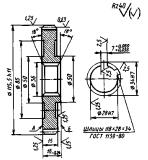
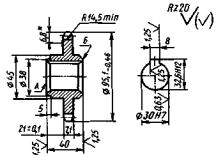
18. Маршрут обработки звездочки |
|
|
|||
|
|
|
Подрезать торцы Ø 95,1/ Ø 45 и |
Токарный |
по- |
Трех- |
||
020 |
Подрезная |
Ø 45/ Ø 30Н7 предварительно. |
луавтомат |
с |
кулач- |
|||
варительно. Расточить |
и обто- |
ЧПУ КТ141 |
|
ковый |
||||
|
|
|
Обточить |
наружную |
поверх- |
|
||
|
|
|
ность Ø 95,1 – 0,46 и Ø 45 пред- |
|
|
патрон |
||
|
|
|
чить фаски |
|
|
|
|
|
025 |
Подрезная |
Подрезать торцы Ø 38/ Ø 30Н7 и |
То же |
|
То же |
|||
Ø 95,1/ Ø 45 предварительно. |
|
|
|
|||||
|
|
|
|
|
|
|||
|
|
|
Обточить |
наружные поверхно- |
|
|
|
|
|
|
|
сти Ø 38 и Ø 45 предварительно. |
|
|
|
||
|
|
|
Расточить и обточить фаски. |
|
|
|
||
030 |
Протяжная |
Протянуть отверстие Ø 30Н7 |
Горизонтально |
Жест- |
||||
|
|
|
– протяжной |
кая |
||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
станок 7512 |
|
опора |
|
|
|
|
|
|
|
|
|
|
|
|
|
118 |
|
|
|
|
Продолжение табл. 3.8
035 |
Протяжная |
Протянуть паз В = 8 Н9 оконча- |
Горизонтально |
Направ |
||
тельно |
– протяжной |
ляю- |
||||
|
|
|
||||
|
|
|
|
станок 7512 |
щая |
|
|
|
|
|
|
втулка |
|
|
|
|
|
|
|
|
|
|
|
Подрезать торцы Ø 38/ Ø 30Н7 и |
|
|
|
040 |
Подрезная |
Ø 95,1/ Ø 45 окончательно. Об- |
|
|
||
окончательно. Расточить и обто- |
|
|
||||
|
|
|
точить наружные поверхности Ø |
|
|
|
|
|
|
38, Ø 45, Ø 95,1 – 0,46 и R = 14,5 |
|
|
|
|
|
|
чить фаски |
|
|
|
|
Контроль- |
|
Технический контроль |
|
|
|
045 |
ная |
|
|
|
||
|
|
|
|
|
|
|
050 |
Фрезерная |
Фрезеровать 22 зуба (m = 12,7) |
Зубофрезерный |
Приспо |
||
окончательно |
станок 53А20В |
собле- |
||||
|
|
|
|
|
ние |
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
065 |
Кон- |
|
|
|
||
|
|
|
|
|
|
|
075 |
Шлифо- |
вальная |
Шлифовать отверстие Ø 30Н7 |
Внутришлифо- |
Трех- |
|
окончательно |
вальный станок |
патрон |
||||
|
|
|
кулач- |
|||
|
|
|
|
3А227АФ2 |
ковый |
|
|
|
|
|
|
|
|
|
|
трольная |
Технический контроль |
|
|
|
085 |
Кон- |
|
|
|
||
|
|
|
|
|
|
|
119