

Технические характеристики роликовых вращателей для сварки
Марка |
Грузоподъ-емность, кг |
Диаметр, мм |
Масса, кг |
|
роликов |
свариваемых изделий |
|||
70СД-1 |
11350 |
400 |
400—5000 |
2550 |
Т-ЗОМ |
12000 |
410 |
300—4000 |
1780 |
70СД |
12 260 |
400 |
400—4000 |
2230 |
70СДА |
13650 |
400 |
400—4000 |
1703 |
60СД-1 |
19-400 |
400 |
500—4800 |
3197 |
Таблица 19
Технические характеристики кантователей для сварки
Марка |
Грузоподъемность, кг |
Наибольший крутящий момент, Н·м |
Высота центров, мм |
Номинальный сварочный ток, А |
Габарит, мм |
Масса, кг |
Кантователи с подъемными центрами |
||||||
КП-4 |
4000 |
6300 |
1250 |
|
580x1080x1400 |
950 |
КДП-4 |
4000 |
6300 |
630—2130 |
1250 |
— |
— |
КДП-8 |
8000 |
16 000 |
630—2430 |
1600 |
— |
— |
Кантователи со стационарными центрами |
||||||
КДС-0,5 |
500 |
1000 |
— |
— |
— |
|
КДС-1 |
1000 |
2000 |
— |
— |
— |
— |
КДС-2 |
2000 |
2500 |
— |
— |
— |
— |
К-2 |
2000 |
2500 |
1000 |
— |
850X750X1200 |
650 |
К-4 |
4000 |
6300 |
1000, 1250 |
— |
850X750X1360 |
700 |
К-8 |
8000 |
16 000 |
1250 |
— |
800Х1С60Х1650 |
960 |
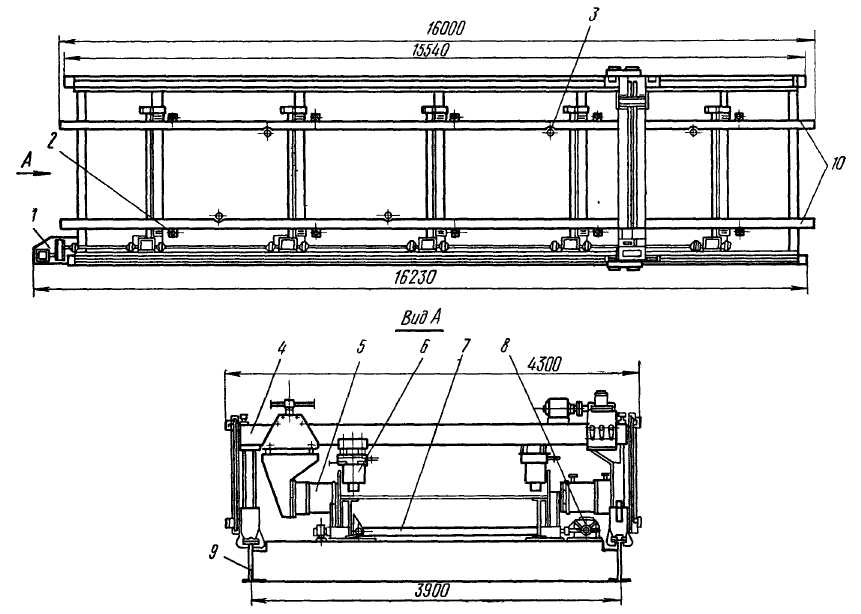
Рис.3. Стенд для сборки двутавровых балок с передвижным порталом:
1 – сварная рама, перемещающаяся на колесах - 6; 2 – распределительные краны сжатого воздуха; 3, 4 – горизонтальный и вертикальный пневмоприжимы захватов, соответственно; 7 - механизм передвижения
Студент либо выбирает типовую сборочно-сварочную оснастку, либо по указанию руководителя проекта проектирует оригинальную оснастку с представлением в пояснительной записке наиболее общих конструкторских расчетов и выполнением сборочного чертежа приспособления на отдельном листе. Простое сборочное приспособление несложно получить, оборудовав балки сборочных стеллажей или сборочную плиту соответствующим набором упоров, фиксаторов, прижимов и других приспособлений. Однако при разработке технического решения приспособления необходимо учесть два важных требования:
конструкция приспособления должна учитывать допуски геометрических размеров собираемых деталей;
собранный элемент должен легко сниматься и выниматься из сборочного приспособления.
Подробнее общие сведения и технологические требования к сборке конструкции изложены в лекционном материале курса.
Чертеж проектируемой оснастки, представляемый в графической части раздела, должен давать ясное и четкое представление о порядке выполнения работ по сборке и сварке отдельных узлов. Изображая процесс сборки и сварки конструкции, нужно дать общую схему сборочной или сварочной установки с указанием ее габаритных размеров, настроечных размеров и показать собираемую (или свариваемую) в установке конструкцию на промежуточном или окончательном этапе сборки (сварки).
Схема (или чертеж) приспособления дается в двух или трех проекциях с необходимыми разрезами и узлами, поясняющими устройство установки.
Все изображеные на листах схемы сборки и сварки должны иметь примечания, в которых указываются конструктивные особенности установки, порядок выполнения операций, требования к точности размеров, технике безопасности, способы сварки и сварочные материалы, контрольные замеры и др.