

5.4. Контроль прочности микросоединений бис и сбис
Существуют различные способы контроля качества микросоединений полупроводниковых приборов и ИС.
Известен способ прямой оценки качества микросоединений, заключающийся в механическом отрыве микросоединений с фиксацией разрушающего усилия. Основным недостатком данного способа является то, что он является разрушающим и может быть использован для выборочного контроля прочности микросоединений в серийном производстве полупроводниковых приборов и ИС, а также для отработки технологических режимов присоединения внутренних выводов на стадии разработки новых ППИ.
По другому способу контроль микросоединений осуществляется по минимально заданному усилию на отрыв, при этом к проволочной перемычке прикладывается дозированное механическое воздействие. Применение данного способа контроля микросоединений связано с большой трудоемкостью контрольной операции и использованием специального приспособления.
Существует также способ отбраковки термокомпрессионных сварных соединений. Испытываемое ППИ с соединительными проводниками (перемычками) зажимают в оправке и обдувают потоком воздуха. Регулируя параметры потока воздуха, изменяют силовое воздействие на микросоединения. Приборы с оторванными проволочными перемычками бракуются при визуальном осмотре под микроскопом. Данный способ используют последовательно с формированием перемычек или параллельно с визуальным контролем сформированных микросоединений. Основным недостатком является то, что после обдува струей воздуха необходим 100 %-ный визуальный осмотр микросоединений под микроскопом.
Разработан способ отбраковки микросоединений ППИ (рис. 5.7). Проволочные перемычки 1 соединены с кристаллом 2 и траверсами корпуса 3 с помощью микросоединений 4. Корпус изделия 3 с кристаллом 2 и сформированными микросоединениями 4 закрепляют в оправке и подвергают обдуву струей сжатого воздуха. При обдуве струей сжатого воздуха ППИ подключено к прибору автоматического контроля статических параметров 5. Струя сжатого воздуха обдувает проволочные перемычки 1, вызывая их натяжение, тем самым, воздействуя на микросоединения 4 с усилием зависящим от давления струи сжатого воздуха. На изделие подают максимально допустимое напряжение и по отклонению электрических параметров от допустимых значений, например, при токе утечки равном нулю фиксируют наличие в изделии дефектных микросоединений.
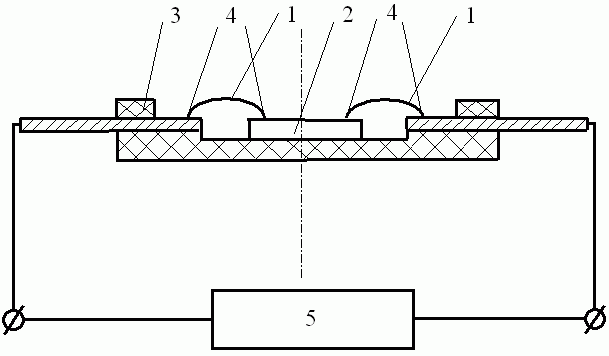
Рис. 5.7. Схема контроля прочности микросоединений
Для реализации описанной методики испытаний необходимо соответствующее оборудование. Известна установка для контроля адгезионной прочности пленок с подложкой, определяемой путем приложения отслаивающей нагрузки, механизм которой выполнен в виде вакуумной головки, состоящей из вакуумной камеры и системы вакуумных отсеков, располагаемых напротив каждой пленочной площадки.
Основным недостатком данной установки является трудоемкость изготовления отверстий над каждой контактной площадкой, особенно в БИС и СБИС, содержащих десятки и сотни микросоединений, что сильно усложняет ее конструкцию. Кроме того, отверстия малых размеров, располагаемые над каждой контактной площадкой, не позволяют создавать высокое отслаивающее усилие из-за специфики турбулентности потока воздуха, что снижает качество контроля прочности микросоединений ППИ.
Предложена конструкция установки, содержащая механизм приложения отслаивающей нагрузки, выполненный в виде вакуумной головки и состоящий из вакуумной камеры и системы вакуумных отсеков, расположенных напротив каждого микросоединения и имеющих калиброванные отверстия и дросселирующие пазы в стенках, сопрягаемые с соответствующими микросоединениями и стенками вакуумной камеры, при этом отверстия в вакуумных отсеках выполнены в виде пазов, расположенных над сформированными микросоединениями кристалла и корпуса. На рис. 5.8 представлена схема установки; на рис. 5.9 – схема расположения пазов над микросоединениями кристалла и корпуса.
Установка работает следующим образом. ППИ, содержащее корпус 2 с кристаллом 3 и сформированными микросоединениями 4 жестко закрепляется на основании 1 установки. После этого к ободку 5 корпуса 2 ППИ герметично крепится вакуумная головка 6, состоящая из вакуумной камеры 7 и системы вакуумных отсеков 8. Вакуумные отсеки 8 имеют отверстия 9 в виде пазов, расположенных над сформированными микросоединениями кристалла и корпуса, и дросселирующие пазы 10. Затем к стойке 11 вакуумной головки 6 подсоединяют трубку от вакуумного насоса.
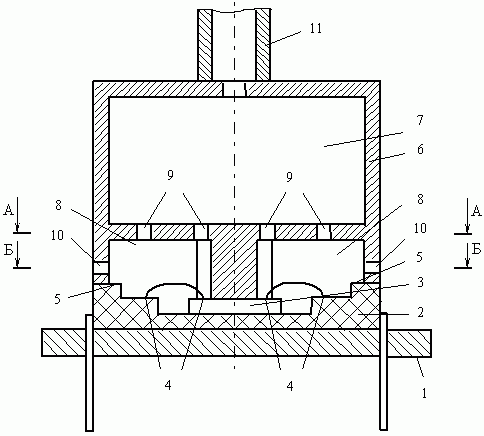
Рис. 5.8. Установка для контроля прочности микросоединений
При включении вакуумного насоса за счет перепада давлений в вакуумной камере создается поток воздуха, который вызывает механическую нагрузку на перемычки, как бы отрывая микросоединения от контактных площадок кристалла и корпуса. Пазы, расположенные над сформированными микросоединениями обеспечивают лучшую турбулентность потока воздуха и повышают механическое усилие отрыва микросоединений.
Изменяя ширину пазов над микросоединениями, можно увеличивать или уменьшать перепад давлений в вакуумной камере, тем самым регулировать величину отрывающей нагрузки, действующей на каждое микросоединение.
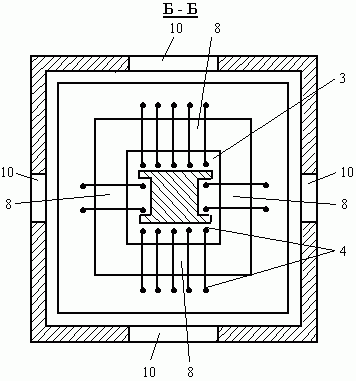

Рис. 5.9. Схема расположения пазов над микросоединениями кристалла и корпуса
Одновременно с данной операцией осуществляется очистка подкорпусного пространства от пыли и других посторонних частиц.
Таким образом, использование предлагаемой установки для контроля прочности микросоединений обеспечивает по сравнению с существующими установками следующие преимущества: прощает конструкцию установки; повышает качество контроля прочности микросоединений; способствует очистке подкорпусного пространства полупроводниковых приборов и ИС от различных посторонних включений. Использование предлагаемого способа отбраковки микросоединений ППИ позволяет снизить трудоемкость контрольной операции за счет исключения 100 %-ного визуального контроля микросоединений под микроскопом после их обдува потоком воздуха.