

3.1.2. Сварка давлением с косвенным импульсным нагревом (скин)
Этот метод является разновидностью способа сварки давлением с подогревом. Метод СКИН осуществляется V-образным инструментом (пуансоном), импульсно нагреваемым проходящим по нему током (рис. 3.7). Способ применяется при монтаже гибридных ИС, которые не допускают общего разогрева. Вследствие кратковременности процесса нагрева металлический проводник в месте контакта может нагреваться до более высоких температур, чем при термокомпрессии. Этим методом приваривают золотые, алюминиевые и медные проводники диаметром 0,02-0,1 мм с разнообразными пленками, напыленными на диэлектрические или полупроводниковые подложки.
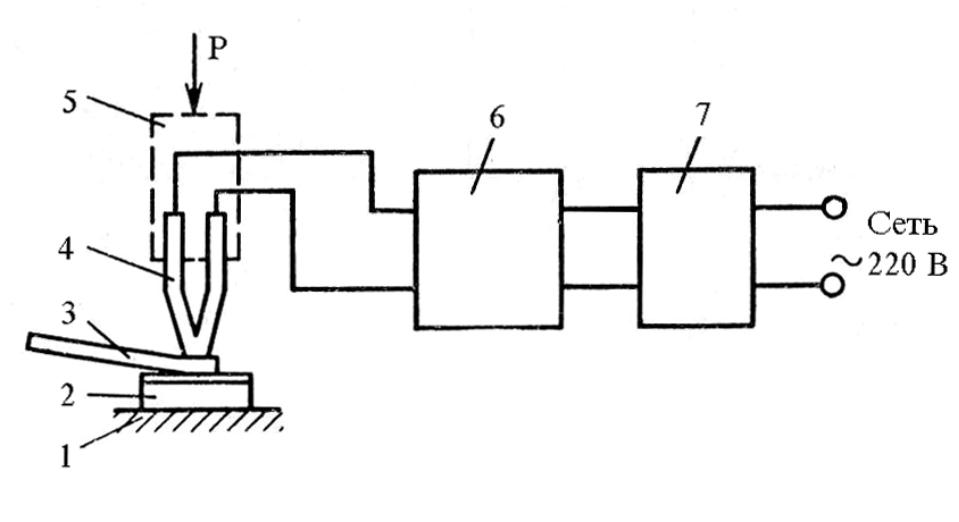
Рис. 3.7. Схема сварки давлением с косвенным импульсным нагревом V-образным инструментом: 1 – рабочий столик; 2 – подложка; 3 – проводник; 4 – инструмент; 5 – сварочная головка для создания давлением; 6 – источник питания; 7 – реле времени
3.1.3. Ультразвуковая микросварка
При этом методе соединение металлов в твердом состоянии осуществляется за счет возбуждения в свариваемых деталях упругих колебаний ультразвуковой частоты при одновременном создании определенного давления. В микроэлектронике УЗС используется при изготовлении транзисторов, ИС, гибридных ИС и др. изделий микроэлектроники.
Основными параметрами процесса при этом методе микросварки являются амплитуда колебаний рабочего торца инструмента, которая зависит от электрической мощности преобразователя и конструктивного исполнения колебательной системы; усилие сжатия свариваемых элементов; длительность включения ультразвуковых колебаний (время сварки).
Сущность метода ультразвуковой сварки заключается в возникновении трения на поверхности раздела между соединяемыми телами, в результате чего происходит разрушение оксидных и адсорбированных пленок, образование физического контакта и развитие очагов схватывания между соединяемыми деталями.
Для ультразвуковой микросварки применяют две колебательные системы (рис. 3.8). Температура нагрева деталей непосредственно в зоне контакта обычно не превышает 0,3-0,5 от температуры плавления соединяемых материалов.
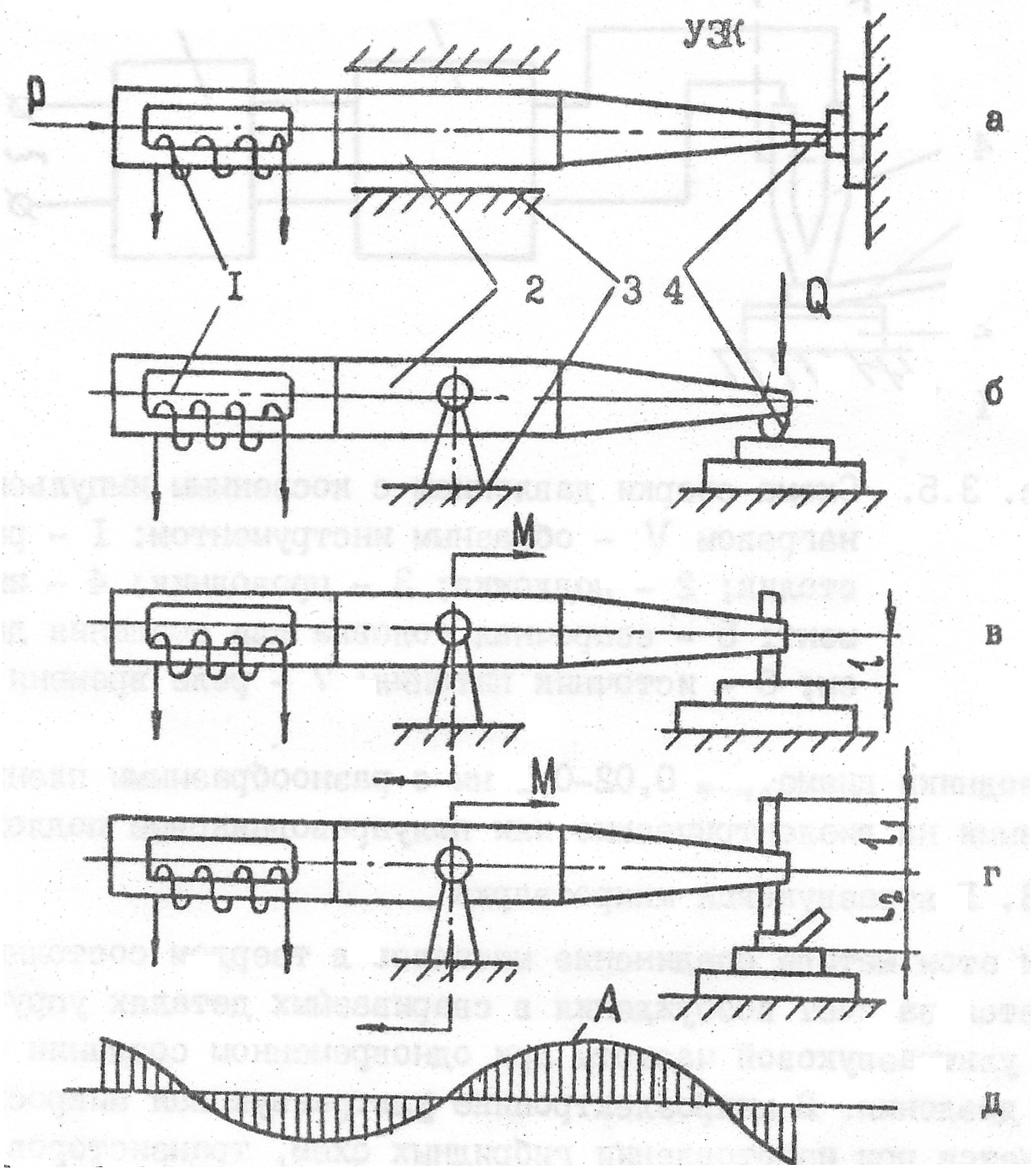
Рис. 3.8. Ультразвуковые колебательные системы для микросварки: 1 – преобразователь; 2 – волновод-концентратор; 3 – акустическая развязка; 4 – сварочный инструмент. А – амплитуда колебаний; Р – усилие сжатия; М – момент силы
3.1.4. Односторонняя контактная сварка
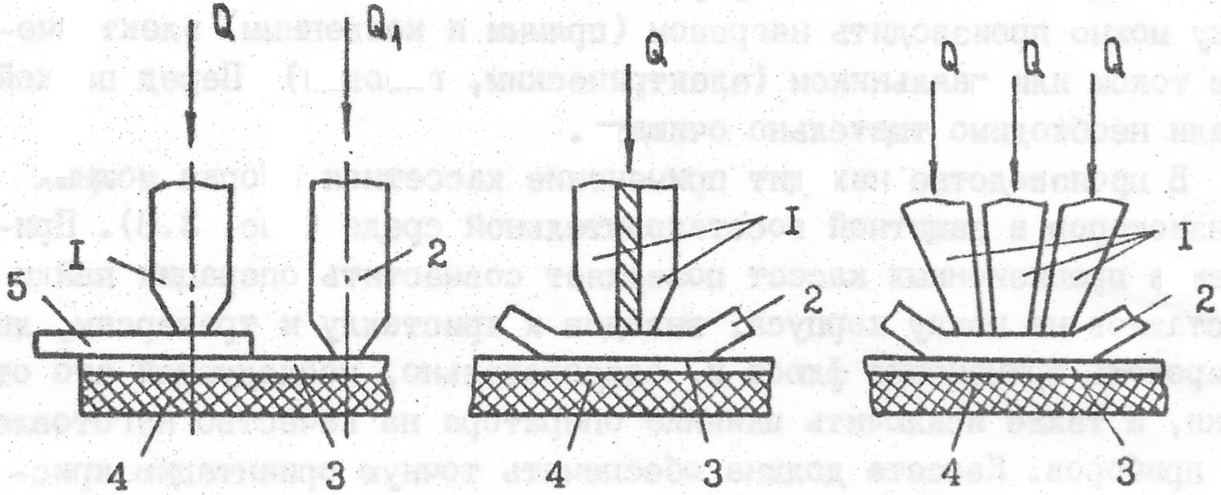
Метод применяется для соединения весьма тонких проводников (плоских и круглых) с относительно толстым материалом и для сварки проводников с электроосажденными пленками толщиной более 0,02 мм. Особенностью односторонней контактной сварки является расположение электродов, обеспечивающих подвод тока и сжатие свариваемых деталей (рис. 3.9).
Таким образом приваривают проводники диаметром от 0,02 до 0,25 мм к разнообразным тонким пленкам. При односторонней сварке сдвоенным или строенным электродом электроды устанавливают на верхнюю привариваемую деталь (проволоку, ленту) и прижимают к нижней детали. При пропускании электрического тока происходит, в основном, разогрев верхней детали, а сварка может произойти как под электродами, так и в зазоре. В зависимости от размеров свариваемых проводников и требований, предъявляемых к соединениям, зазор между электродами может составлять от 0,01 до 1,0 мм.
а) б) в)
Рис. 3.9. Схемы односторонней контактной сварки: а – односторонняя точечная сварка: 1 – электрод для сжатия свариваемых деталей и подвода тока к проволоке; 2 – электрод для подвода тока к шине печатной платы; 3 – контактная площадка или шина печатной платы; 4 – диэлектрическое основание печатной платы; 5 – привариваемая проволока или лента; б и в – односторонняя сварка соответственно сдвоенным электродом (с параллельными зазорами) и строенным электродом трехфазным (1 – электроды; 2 – привариваемый проводник; 3 – тонкая металлическая пленка; 4 – диэлектрическая подложка)