

1 2 3 4 5 6 7 Площадь кристалла, мм2 9,47
Рис. 5.3. Зависимость усилия сдвига от площади и толщины кристалла:
1 – 0,60 мм; 2 – 0,55 мм; 3 – 0,50 мм; 4 – 0,45 мм; 5 – 0,40 мм; 6 – 0,35 мм; 7 – 0,30 мм
Площадь кристалла,
мм2
1
2
3
4
5
6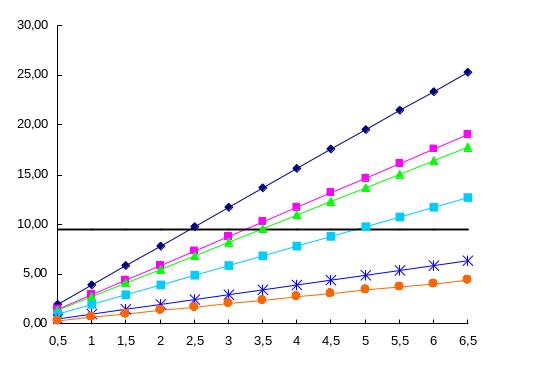

Рис.5.4. Зависимость усилия сдвига кристалла от площади кристалла и площади спая в паяном шве:
1 – 100 %; 2 – 75 %; 3 – 70 %; 4 – 50 %; 5 – 25 %; 6 – 17,3 %
Зная допускаемое напряжение в кристалле при сжатии []сж и допускаемое напряжение в шве на срез [´]ср, можно построить номограммы усилий сдвига кристаллов из различных материалов, смонтированных на кристаллодержатели с использованием припоев, клеев и паст.
5.3. Разработка методики оценки прочности микросоединений в изделиях силовой электроники
Для отраслей промышленности, занимающихся изготовлением ППИ, одним из наиболее важных вопросов является обеспечение высокого качества и надежности проволочного монтажа, т. к. в настоящее время от 35 до 60 % всех отказов изделий связано с низким качеством присоединения внутренних выводов. Поэтому при разработках технологических процессов и оборудования для монтажа внутренних выводов очень важно в зависимости от применяемого метода сборки правильно выбрать необходимые методы управления процессом микросварки и контроля качества полученных соединений.
В технологии производства ППИ единые критерии оценки качества микросоединений пока отсутствуют. В каждом конкретном случае выбираются свои технические средства и методы испытаний, способ обработки результатов испытаний и анализ качества микросоединений (рис.5.5).
Эффективным способом обеспечения качества и надежности соединений является оптимизация режимов монтажа, т.е. управление технологическим процессом, а также контроль и прогнозирование качества сварки. При использовании математических моделей для оценки качества микросоединений необходимо учитывать следующие факторы: нестабильность сечения микропроволоки, изменение толщины пленочной металлизации на кристалле и корпусе для разных приборов одной и той же партии.
Применяются разрушающие методы контроля для выборочной оценки качества соединений, как правило, для проверки готовности микросварочного оборудования к работе. Из неразрушающих методов контроля, применяемых при 100 %-ной оценке качества микросоединений, следует отметить следующие: обдув струей газа под давлением, ультразвуковой резонансный контроль микросварных соединений, электромагнитный метод, контроль качества микросоединений по тепловым параметрам зоны соединения.

Рис. 5.5. Основные методы контроля сформированных микросоединений
Некоторые из дефектов (отклонение геометрических размеров микросоединений, плохое совмещение проволоки с контактными площадками кристалла или корпуса, чрезмерное натяжение или провисание проволоки) можно обнаружить визуальным контролем с помощью микроскопов.
Контролировать качество микросоединения можно по топографии его поверхности. Для исследования формы сварного соединения (отношение диаметра привариваемой проволоки к минимальной высоте ее деформированной части) необходимо использование растрового электронного микроскопа.
При контроле прочности микросоединений статическими и динамическими испытаниями необходимо учитывать расположение контактных площадок на разных уровнях. При испытаниях на растяжение важную роль играет угол отрыва проволочной перемычки, т. к. при малых углах измеренная прочность сварного соединения оказывается в несколько раз меньше действительной величины.
В производстве ППИ используется способ контроля прочности микросоединений между кристаллом и корпусом натяжением крючком проволочной перемычки. При этом для 100 %-ного контроля прочности испытание должно быть неразрушающим. Возникает необходимость определить взаимосвязь между приложенным к перемычке усилием и действительным значением прочности сварного соединения в зависимости от механических свойств материала, геометрической формы и размеров перемычки.
На рис. 5.6 представлена схема контроля прочности микросоединений.
Приложенная к перемычке сила F связана с усилием натяжения проволоки со стороны кристалла (Fk) и траверсы (Fт) соотношениями

Рис. 5.6. Схема контроля прочности микросоединений натяжением проволочной перемычки: 1 – кристалл; 2 – траверса; 3 – проволочная перемычка
![]() (5.1)
(5.1)
![]() (5.2)
(5.2)
где β, γ – углы, образованные между плоскостью соединения и проволоки, град.
В процессе испытания для того, чтобы усилия, действующие на оба сварных соединения, были равны, необходимо равенство углов подъема ветвей вывода (β = γ). В этом случае усилия натяжения проволоки
![]() (5.3)
(5.3)
В момент равенства сил Fk и Fт крючок занимает вполне определенное положение b на перемычке в зависимости от d, h, H. Размер b исходя из этих условий определяют по формуле
![]() (5.4)
(5.4)
где d – расстояние между сварными соединениями, мм; h – высота перемычки, мм; H – разновысотность кристалла и траверсы, мм.
Значение b = 0,5d, если микросоединения находятся на одном уровне. В случае если одно микросоединение находится выше другого, точка приложения усилия к перемычке при равенстве сил натяжения ветвей смещается в сторону более высокой точки присоединения вывода (b > 0,5d), т. е. к траверсе.
Длина L перемычки через геометрические размеры соединения составляет
![]() (5.5)
(5.5)
Подставляя выражение (5.4) в формулу (5.5), получим значение высоты перемычки
![]() (5.6)
(5.6)
Выражения (5.4) и (5.6) позволяют определить точные координаты места приложения к перемычке контрольного усилия при равенстве сил натяжения ветвей.
Угол подъема ветвей вывода γ рассчитывают по формуле
![]() (5.7)
(5.7)
Максимальное усилие натяжения ветвей через механические свойства материала проволочного вывода определяется из выражения
![]() , (5.8)
, (5.8)
где [σдоп] – допустимое напряжение в микросварном соединении, МПа; S – площадь поперечного сечения микросоединения, мм2.