

3.4.2. Термоэлектротренировка микросварных контактов Al-Au
Для эксперимента использовались корпуса ИС типа «Схема-74» из ковара с золотым покрытием с подслоем из никеля и ситалловые подложки с золотым покрытием с подслоем из меди. Для каждого эксперимента изготавливались по 20 образцов. Соединения формировались алюминиевой проволокой марки АК09ПМ35 УЗС на установке УЛ71 и ТКС на установке СТ24 при режимах сварки, обеспечивающих получение максимальной прочности сварных соединений.
Термоэлектротренировка контактных соединений осуществлялась в течение 250 ч при температуре 125 °С и постоянном токе 0,5 А. Через каждые 10 ч проводился замер сопротивлений контактных соединений. Перед проведением измерений сопротивлений образцы вынимались из печи, отключался ток электротренировки и образцы выдерживались при комнатной температуре. Наряду с этими измерениями осуществлялись металлографические исследования по поперечным шлифам до и после определенного цикла термоэлектротренировки. Для этих целей использовали микроскоп МИМ-8.
Характер изменения сопротивлений микросварных контактов, полученных УЗС, в процессе термоэлектротренировки приведен на рис. 3.22 видно, что в первые 10 ч термоэлектротренировки наблюдается уменьшение сопротивлений, а после 250 ч сопротивление практически достигает своих первоначальных значений.
Результаты металлографических исследований показывают, что во всех контактах Al-Au непосредственно после УЗС интерметаллидов на инструментальном микроскопе не обнаружено. На траверсах корпусов ИС в конце испытаний интерметаллиды занимают объем вплоть до никелевого покрытия (рис. 3.23, а), а на ситалловой подложке они образуются в виде тонкого слоя (рис. 3.23, б). Это, по-видимому, можно объяснить применением различных металлов, находящихся под слоем золотого покрытия.
В контактах Al-Au на ситалле после ТКС наблюдается зарождение микротрещин в области светлого интерметаллида, прилегающего к золотому покрытию (рис. 3.24, а), а после термоэлектротренировки – катастрофическое их развитие (рис. 3.24, б). Трещина в этом случае проходит не по границе с металлической пленкой, а несколько ниже под ней. При увеличении температуры сварки выше 380 °С некоторые контактные площадки отрываются от подложки в процессе сварки. Разрушение в этом случае происходит по ситаллу. Появление трещин в контакте и в ситалле под контактной площадкой зависит от коэффициентов термического расширения соединяемых материалов. Контактные площадки на ситалловой подложке играют роль локальных радиаторов, в силу этого в поверхностном слое ситалла имеет место перепад температур, что повышает внутреннее напряжение в ситалле, особенно в момент нагружения сварочным инструментом. В зависимости от различных коэффициентов теплопроводности и линейного расширения ситалла и металлических элементов контактных площадок увеличивается напряжение, обусловливающее появление трещин и в микросварном контакте.
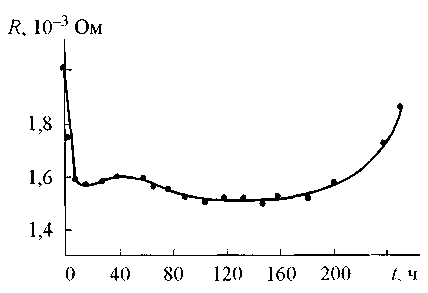
Рис. 3.22. Изменение сопротивлений микросварных контактов Al-Au на ситалле в процессе термоэлектротренировки

Рис. 3.23. Поперечные сечения микросоединений Al-Au, выполненных УЗС, после термоэлектротренировки в течение 250 ч: а – золотое покрытие с подслоем никеля на корпусе ИМС; б – золотое покрытие с подслоем меди на ситалле. Увеличение 500×

Рис. 3.24. Поперечные сечения микросоединений Al-Au с подслоем меди на ситалле после ТКС (а) и после термоэлектротренировки в течение 250 ч (б). Увеличение 500×
При ТКС наблюдается некоторое повышение твердости пленки золота на ситалле. Повышение твердости золотого гальванического покрытия может быть обусловлено не режимом осаждения, а диффузией медного подслоя в пленку и на его поверхность. Так, в процессе термоэлектротренировки произошло покраснение золотого покрытия контактных площадок, а на некоторых из них наблюдалось потемнение.
Повышение сопротивлений контактов Al-Au на ситалле, образованных УЗС, после 160 ч термоэлектротренировки, по-видимому, связано с характером роста интерметаллидов. Чем более ярко выражен островковый характер роста интерметаллидов, тем в большей степени возрастает сопротивление такого контакта. Увеличение сопротивления в вышеуказанных контактах, по всей видимости, связано с зарождением и ростом микротрещин в прослойке интерметаллида. Трещины, возникающие по периметру сварного соединения, вызывают изоляцию проволоки от места сварки и повышают не только электрическое сопротивление, но и снижают прочность соединений. На снижение прочности соединений существенное влияние оказывает и отжиг проволоки при испытаниях.
В соединениях на траверсах (золото с подслоем никеля) сопротивление стабильно в процессе всего времени термоэлектротренировки. Трещин в контактах не обнаружено. Следует отметить, что при изготовлении ППИ используется алюминиевая проволока, легированная 0,9 % Si. Добавка кремния, естественно, оказывает определенную роль на металлургические процессы в сварном соединении. Кроме того, толщина золотого покрытия на корпусах ИС (особенно на контактных площадках траверсов транзисторов ) может колебаться в пределах нескольких микрометров.
Определенный вклад в формирование различных фаз AlхAuу вносит перенос металла в результате электромиграции.