

Дефекты сварных соединений
Вид дефекта |
Характеристика дефекта (структуры) |
Причины появления дефекта или характерной структуры |
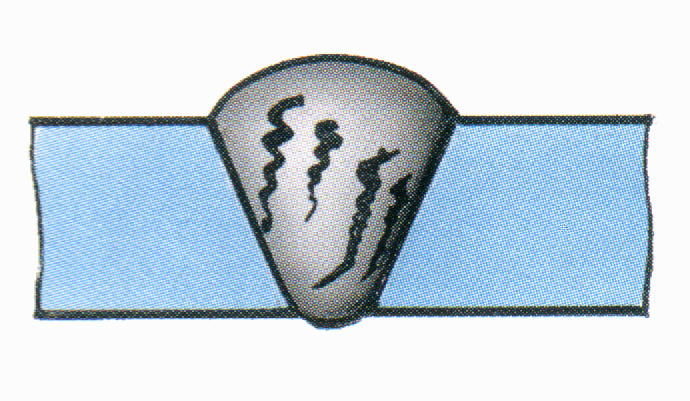
Трещины
|
Горячие и холодные трещины |
Резкое охлаждение конструкции Высокие напряжения в жестко закрепленных конструкциях Повышенное содержание серы, фосфора, водорода |
Поры
|
Пустоты, заполненные газом |
Быстрое охлаждение шва Загрязнение кромок маслом, ржавчиной и т.п. Непросушенные электроды Высокая скорость сварки |
Подрезы
|
Местное уменьшение толщины основного металла у границы шва
|
Неправильный подбор параметров режима сварки |
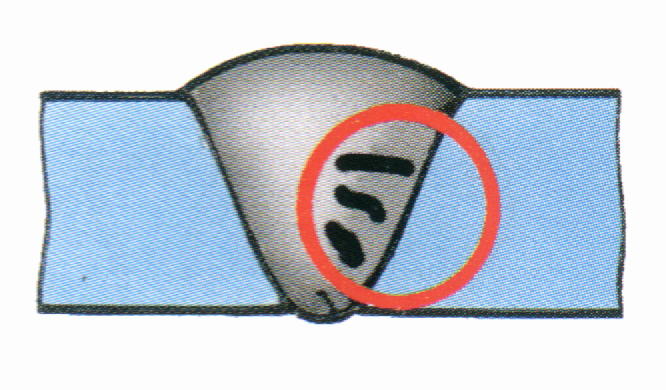
Неметаллические включения
|
Округлые или вытянутые включения шлака, расположенные в металле шва у границы сплавления |
Грязь на кромках Малый сварочный ток Большая скорость сварки
|


Продолжение табл. 8.1
Непровар
|
Местное отсутствие соединения основного металла с наплавлением |
Малый угол скоса вертикальных кромок Малый зазор между ними Загрязнение кромок Недостаточный сварочный ток Завышенная скорость сварки |
Наплывы |
Натекание металла шва на поверхность основного металла без сплавления с ним
|
Неправильный подбор параметров режима сварки |
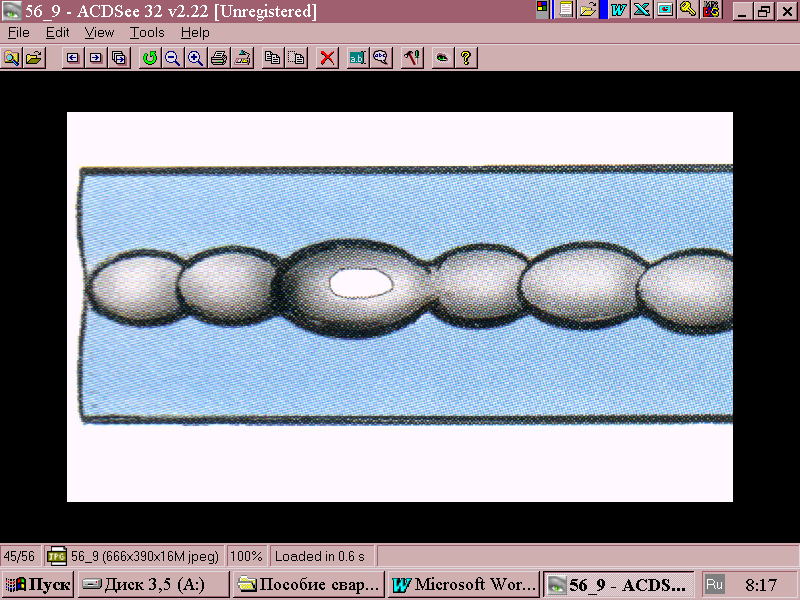
Прожог
|
Полость в шве, образовавшаяся в результате вытекания сварочной ванны
|
Неправильный подбор параметров режима сварки |
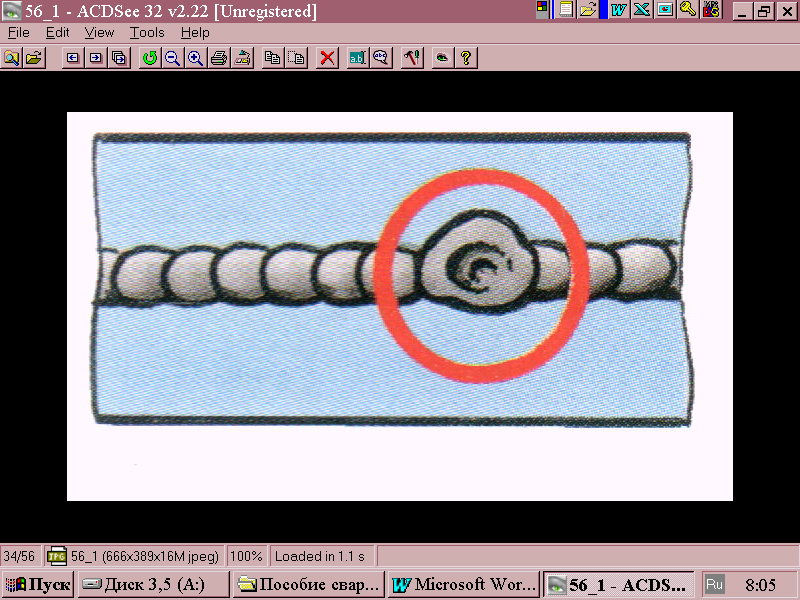
К |
Незаваренные углубления в конце шва, часто с усадочными раковинами, переходящими в трещины |
Обрыв дуги Неправильное выполнение конечного участка шва |
Неравномерная форма шва
|
Нарушение размеров швов |
Неправильная сборка Неустойчивый режим сварки Неточное направление электрода |


 ратеры
ратеры
8.3. Оборудование и материалы
Микроскоп металлографический типа МИМ-7; твердомеры типа ТК и ТП; набор темплетов сварных соединений; набор макро- и микрошлифов (или фотографий макро- и микроструктуры сварных соединений); штангенциркуль.
8.4. Порядок выполнения работы
Изучить макроструктуры сварного шва на темплете из малоуглеродистой или низколегированной стали. Измерить штангенциркулем размеры шва и околошовной зоны. Результаты измерений записать в протокол осмотра.
Изучить дефекты, выявленные на макрошлифе, визуально или с помощью лупы (с увеличением не более 10 крат). Зарисовать схему шва с дефектами (см. табл. 8.1). классифицировать дефекты по табл. 8.1 с записью в протоколе осмотра, указав причины их появления.
Измерить твёрдость по Бринелю (Роквеллу) в поперечном сечении микрошлифа в 2-х направлениях: по оси шва и вдоль линий, параллельных верхней и нижней поверхности. Методика контроля твёрдости по Бринелю должна соответствовать требованиям ГОСТ 9012-59, по Роквеллу – ГОСТ 9013-59.
Установить величину временного сопротивления разрыву для различных участков по полученным значениям твёрдости.
Изучить микроструктуру шва и околошовной зоны с помощью металлографического микроскопа при увеличении х200 – х400. Зарисовать схему сварного соединения, указав размеры различных участков и соответствующие температурные области на диаграмме (см. рис. 8.1). Отметить дефекты, выявленные микроанализом. Размеры участков и дефектов оценить ориентировочно, зная общую ширину шва и околошовной зоны, или определить их с помощью окуляр-микроскопа.