

В углекислом газе
Таблица 3.2
Параметры режима сварки и производительность наплавки
№ образца |
Марка стали |
Форма подготовки кромок |
Iсв, А |
Uд, В |
Vп , м/ч |
Пр, кг/ч |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.5. Содержание отчета
Название, цель работы.
Краткое теоретическое описание и схема механизированной сварки в среде защитных газов проволокой сплошного сечения.
Краткое теоретическое описание и схема механизированной сварки порошковой проволокой.
Методика определения и анализ технико-экономических показателей процесса.
Результаты измерений параметров режима сварки и расчета производительности.
Выводы.
Контрольные вопросы
В чем отличие механизированной сварки от ручной и автоматической?
В чем заключается сущность и преимущества процесса сварки в защитных газах?
В чем сущность и преимущества сварки порошковой проволокой?
Каковы особенности сварки в углекислом газе?
Возможна ли качественная сварка в углекислом газе при применении стальной низкоуглеродистой проволоки?
Каковы основные элементы установки для механизированной сварки и их назначение?
Каковы области применения механизированной сварки?
8. Основные параметры режима сварки в СО2 и принципы их выбора.
Лабораторная работа № 4
Точечная контактная сварка
4.1. Цель работы
Ознакомление с физическими основами точечной сварки и её разновидностями; выполнение сварки экспериментальных образцов из стальных пластин и стержней и оценка качества сварных соединений.
4.2. Теоретические сведения
Точечная сварка – разновидность контактной сварки металлов, при которой заготовки соединяются в отдельных точках при местной пластической деформации, вызываемой осадочным усилием при нагреве электрическим током.
При точечной сварке соединяемые детали располагаются между электродами, изготовленными из медных сплавов. Соединение свариваемых элементов происходит на участках, ограниченных площадью торцов электродов, проводящих ток и передающих усилие сжатия.
Процесс точечной контактной сварки (рис. 4.1) начинается с предварительного сжатия деталей электродами до конкретной заданной величины ‑ Рсж, необходимой для получения требуемого электрического контакта между деталями и электродами. При достижении этого усилия включается сварочный ток, заданной величины ‑ Iсв. При протекании сварочного тока выделяется тепло Q, которое зависит от величины тока Iсв, времени его прохождения tсв и сопротивления R в месте контакта:
![]() (Дж).
(Дж).
Часть тепла отводится в электроды из-за их высокой теплопроводности и охлаждения водой.
а
б
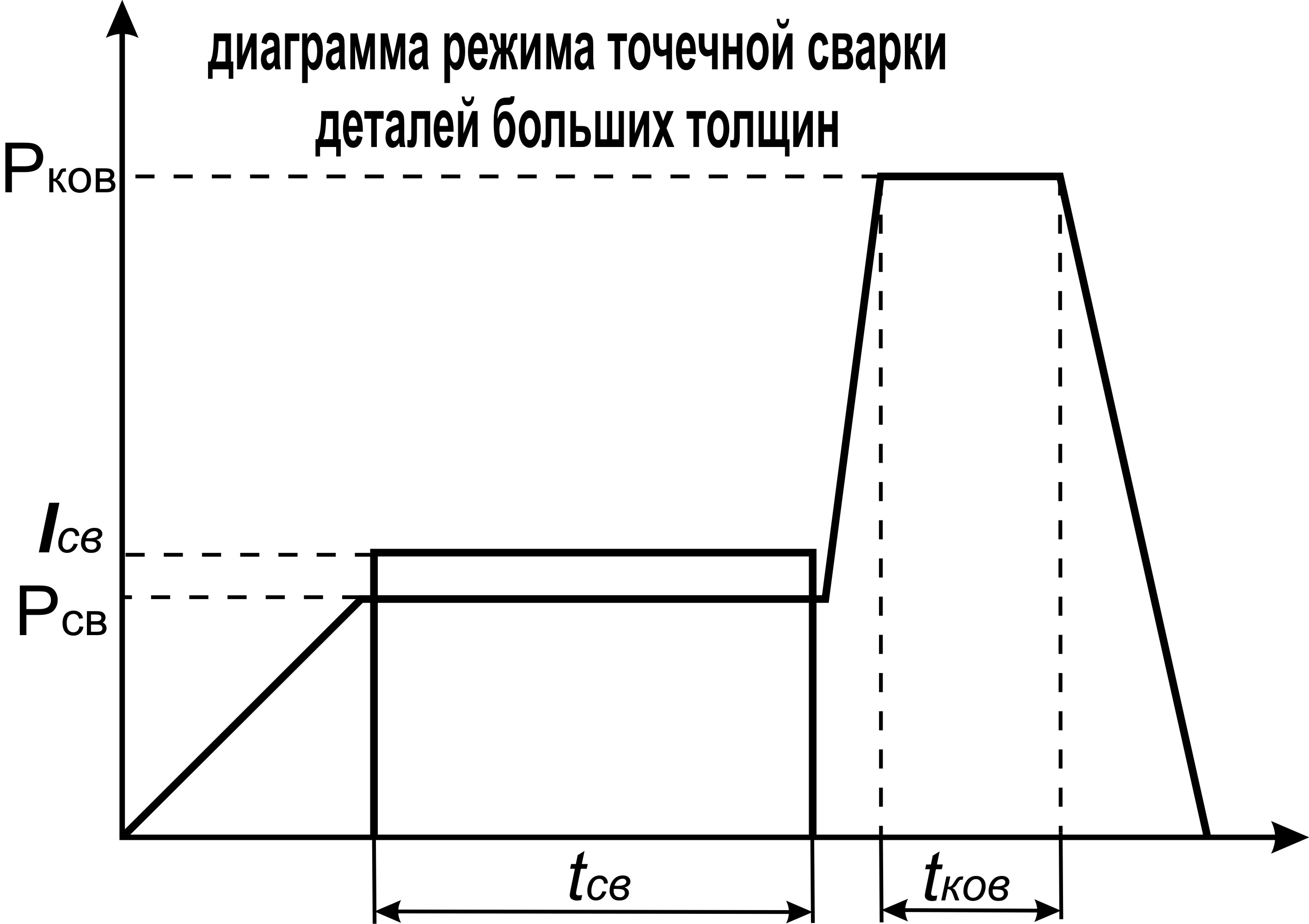
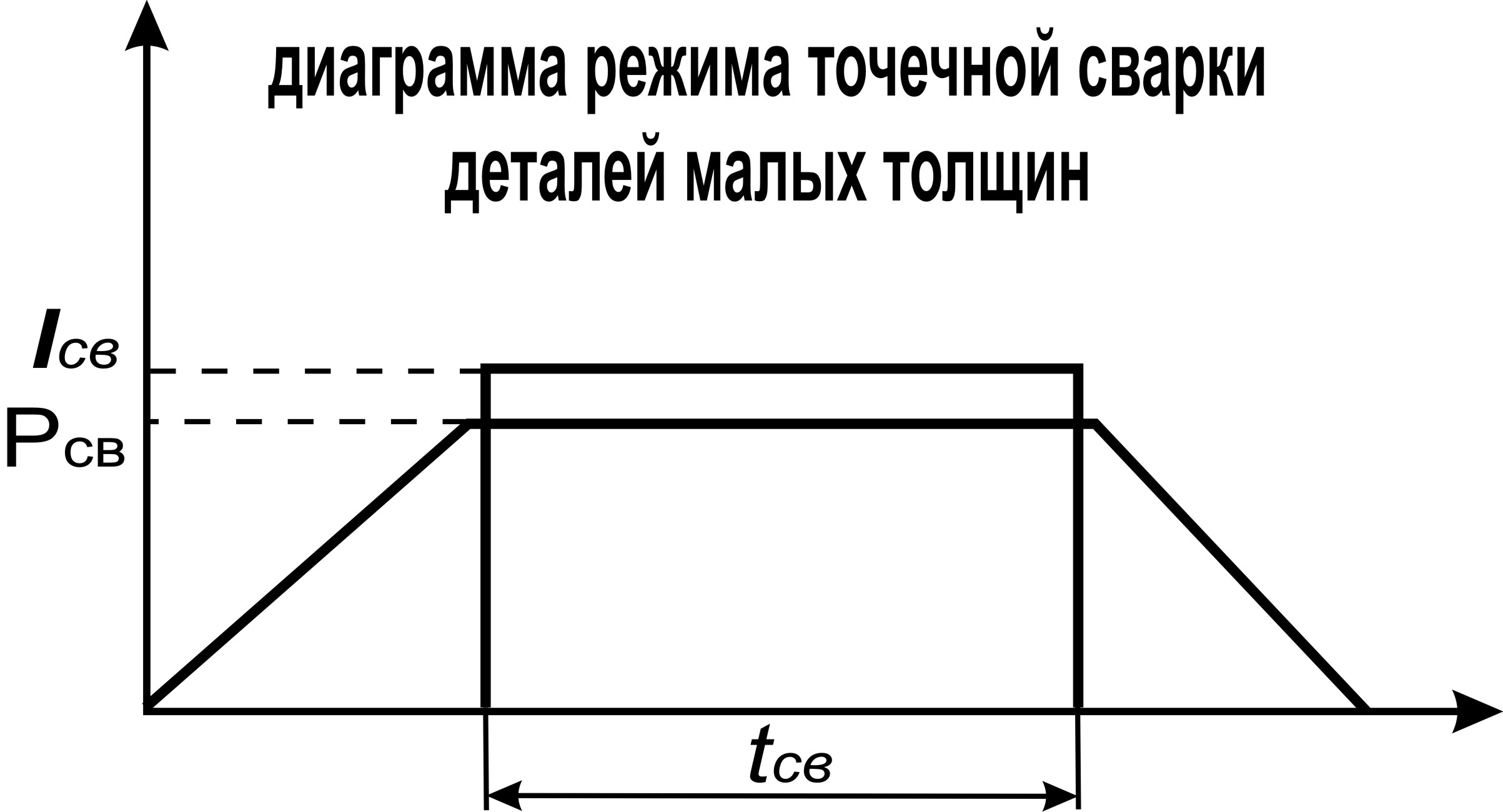
Рис. 4.1. Циклограммы изменения параметров режима