

Результаты экспериментов
Номера подгрупп |
Результаты измерений |
Результаты расчётов |
||||||||
Характеристика образцов электродов |
Режимы сварки |
Масса наплавленного металла, г |
Коэффициент наплавки, г/А*ч |
Производительность сварки, кК/ч |
||||||
Размеры, мм |
Масса стержней, г |
|||||||||
Класс и диаметр арматуры |
Марка и диаметр электрода |
До сварки |
После сварки |
Сила тока, А |
Напряжение, В |
Время сварки, с |
||||
1 2 3 |
|
|
|
|
|
|
|
|
|
|
5.5. Содержание отчёта
1. Название и цель работы.
2. Описание сущности ванной сварки и её разновидностей.
3. Таблица с результатами экспериментов.
4. Выводы по работе.
Вопросы для самоконтроля
1. Сущность и особенности ванной сварки.
2. Классификация методов ванной сварки.
3. Область применения ванной сварки.
4. Какие параметры составляют режим ванной сварки, выполненной ручной дуговой сваркой, механизированной под флюсом и в среде углекислого газа?
5. Как выбрать режим ванной сварки?
6. Как определить коэффициент наплавки и производительность ванной сварки?
Лабораторная работа №6
Газовая сварка металлов и сплавов
6.1. Цель работы
Ознакомление с физическими основами газовой сварки; изучение оборудования для газовой сварки; получение представления об основных параметрах процессов газовой сварки; выполнение сварки экспериментальных образцов из малоуглеродистой или низколегированной стали, оценка производительности процесса, сопоставление производительности процесса газовой сварки с дуговыми методами сварки.
6.2. Теоретические сведения
Газовая сварка относится к группе способов сварки плавлением. Существенное технологическое отличие газовой сварки от дуговой сварки – более плавный и медленный нагрев металла. Источником нагрева и плавления металла при газовой сварке является тепло, выделяющееся в газовом пламени, образующемся при сжигании горючих газов в струе кислорода. Газовая сварка уступает дуговым способам сварки по качеству и производительности. Низкая производительность обусловлена сравнительно невысокой температурой газового пламени, которая в свою очередь определяется составом горючей смеси. Для сварки в качестве горючих газов используется ацетилен (С2Н2), пропан-бутановые смеси (С3Н8 + С4Н10), природный газ (метан СН4). Наиболее широкое распространение для сварки получило использование смеси ацетилена с кислородом. Ацетиленовое пламя характеризуется самой высокой температурой горения и наименьшим расходом кислорода в сравнении с применением других горючих газов (рис. 6.1).
Ацетиленово-кислородное пламя (рис. 6.2) состоит из трёх зон: ядра ‑ 1, средней (сварочной) зоны ‑ 2 и факела ‑ 3.
В зоне 1 происходит постепенный нагрев до температуры воспламенения газовой смеси, поступающей из мундштука, и разложение ацетилена:
![]() .
.
В зоне 2 протекает реакция окисления углерода кислородом, поступающим из горелки, которая сопровождается выделением значительного количества тепла. Это обеспечивает рост температуры и достижение ею максимума во 2-й зоне:
![]() .
.
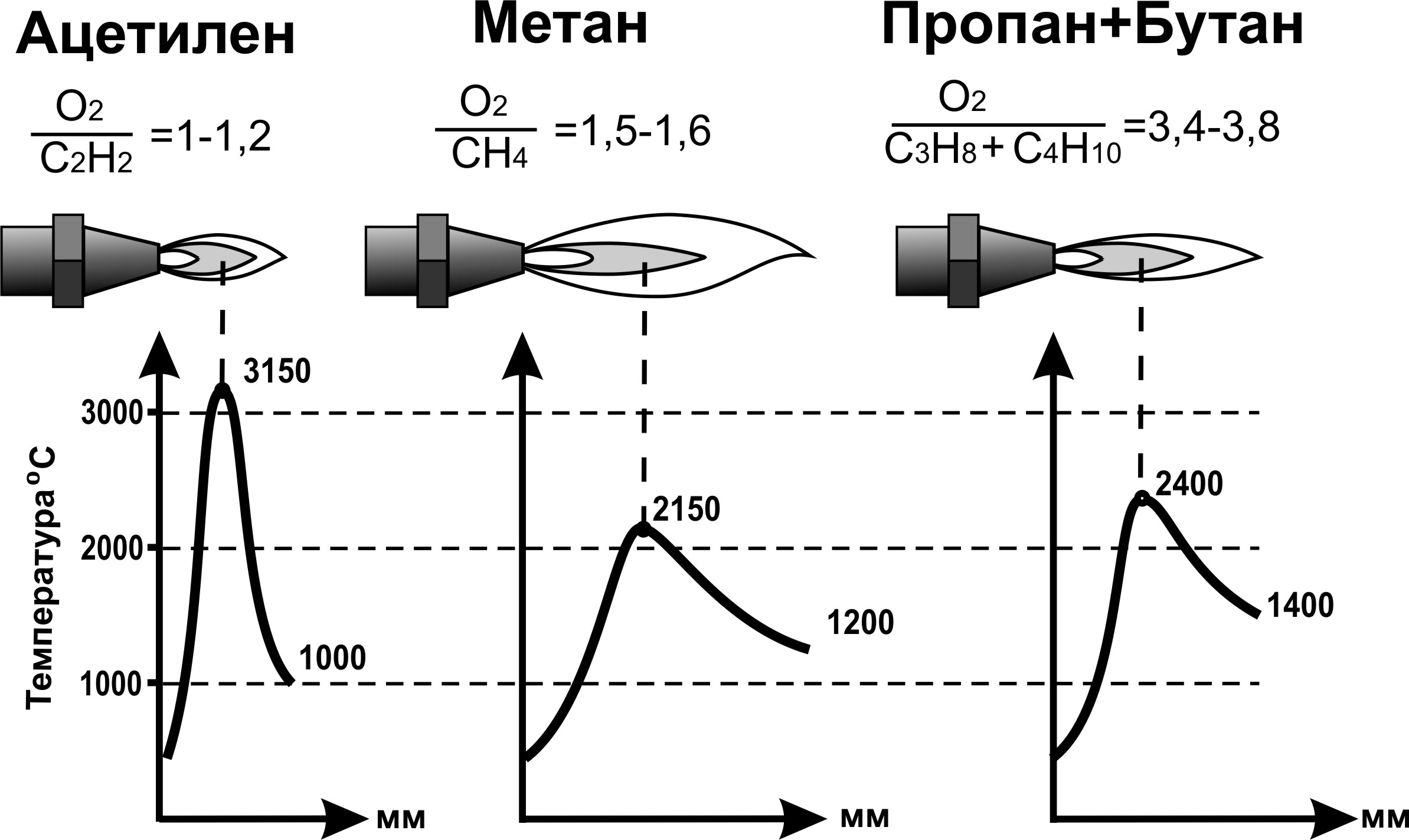
Рис. 6.1. Зависимость технологических свойств