

2.1. Технологические особенности изготовления инструмента
Дня монтажа межсоединений в полупроводниковых приборах и микросборках применяется инструмент из металлокерамических твердых сплавов, керамики, стали и других материалов. Наиболее сложной технологической операцией при изготовлении инструмента является поручение отверстий диаметром 0,015 мм и более для подачи проволоки в зону сварки.
При изготовлении твердосплавного микросварочного инструмента капиллярные отверстия диаметром 0,015-0,1 мм можно получать методом литья твердого сплава в металлическую форму. Полученные отверстия при этом не требуют дополнительной обработки. Специально разработанное оборудование обеспечивает требуемую точность геометрических размеров. Получение отверстий малых диаметров в изделиях из твердого сплава возможно методом порошковой металлургии.
Для размерной обработки отверстий в сварочном инструменте применяется электроискровой, прошивочный станок модели 04ЭП-10М, с помощью которого изготавливают отверстия диаметром 0,015-0,5 мм со скоростью прошивки 0,5-1,5 мм/мин. Точность обработки на данном станке составляет ±0,002 мм, а шероховатость обработанной поверхности Rа = 0,1-0,4 мкм.
Прошивку отверстий малых диаметров в твердосплавном инструменте для микросварки можно осуществлять электрохимическим методом проволочным катодом. Определенную роль в повышении производительности размерной электрохимической обработки играет магнитная обработка электролита. Скорость анодного растворения сплавов ВК2 и ВК20 в хлоридно-щелочном электролите, подвергнутом магнитной обработке, возрастает на 25-28 %.
При разработке инструмента с боковым отверстием для автоматических сварочных установок необходимо учитывать гарантированное совмещение проволоки с рабочим пазом инструмента и ограничение на ее свободную протяжку. Опытным путем найдены оптимальные соотношения привариваемой проволоки, на базе которых предложена конструкция инструмента для автоматической микросварки.
В процессе микросварки необходима периодическая очистка капиллярного инструмента от различного рода загрязнений. Своевременная и качественная очистка микросварочного инструмента способна значительно продлить срок его службы.
Из всех существующих методов очистки капиллярных инструментов считают перспективным способ очистки в низковязких органических растворителях при комнатной температуре на приспособлении с концентрацией ультразвуковых колебаний непосредственно в капиллярном отверстии. Выход годных инструментов с центральным отверстием составляет около 95 %, а производительность труда на операциях очистки повышается в 3-5 раз за счет применения групповой обработки капилляров.
Для очистки керамических капиллярных инструментов диаметром 0,02-0,07 мм рекомендуется состав на основе серной кислоты и перекиси водорода с добавлением хлорфторзамещенного углеводорода и антистатика. В этом случае капиллярные инструменты загружаются в приспособление для групповой обработки и помещаются в ванну с указанным составом при температуре 50-70 °С при воздействии ультразвука.
2.2. Влияние конструкции инструмента на качество микросоединений
На качество микросоединений при ультразвуковой сварке оказывают существенное влияние диаметр и длина инструмента, а также место его закрепления в ультразвуковой сварочной головке.
На прочность и другие параметры соединений алюминиевой проволоки с окисленным кремнием или кварцем влияют как усилия нагружения на сварочный инструмент, так и амплитуда ультразвуковых колебаний. Максимальная прочность соединений при ультразвуковой сварке алюминиевой проволоки диаметром 0,04 мм с окисленным кремнием или кварцем достигается при усилии нагружения на инструмент 0,3-0,35 Н с амплитудой колебаний 1-1,25 мкм.
Амплитуду колебаний микросварочного инструмента при сварке можно измерять с помощью полупроводниковых тензодатчиков, которые наклеиваются вблизи места крепления рабочего инструмента на полуволновой концентратор акустической системы. Регистрация мгновенных значений амплитуды колебаний сварочного инструмента дает необходимую информацию о процессе формирования сварного соединения.
Измерение амплитуды и контроль характера вибраций рабочего инструмента в установках ультразвуковой микросварки можно осуществлять с помощью бесконтактных виброметров.
Площадь физического контакта проволочных выводов с контактными площадками при сварке может быть увеличена за счет изменения формы торца микросварочного инструмента. Установлено, что при ультразвуковой сварке инструментом с V-образным пазом на торце при одной и той же степени деформации алюминиевой проволоки усилие осадки будет больше, чем при ультразвуковой сварке инструмента с плоским торцом. Это приводит к активации контактных поверхностей, к увеличению площади физического контакта, а, следовательно, и к повышению прочности сварных соединений проволочных выводов.
Конструкции инструментов для УЗС представлены на рис. 2.2.
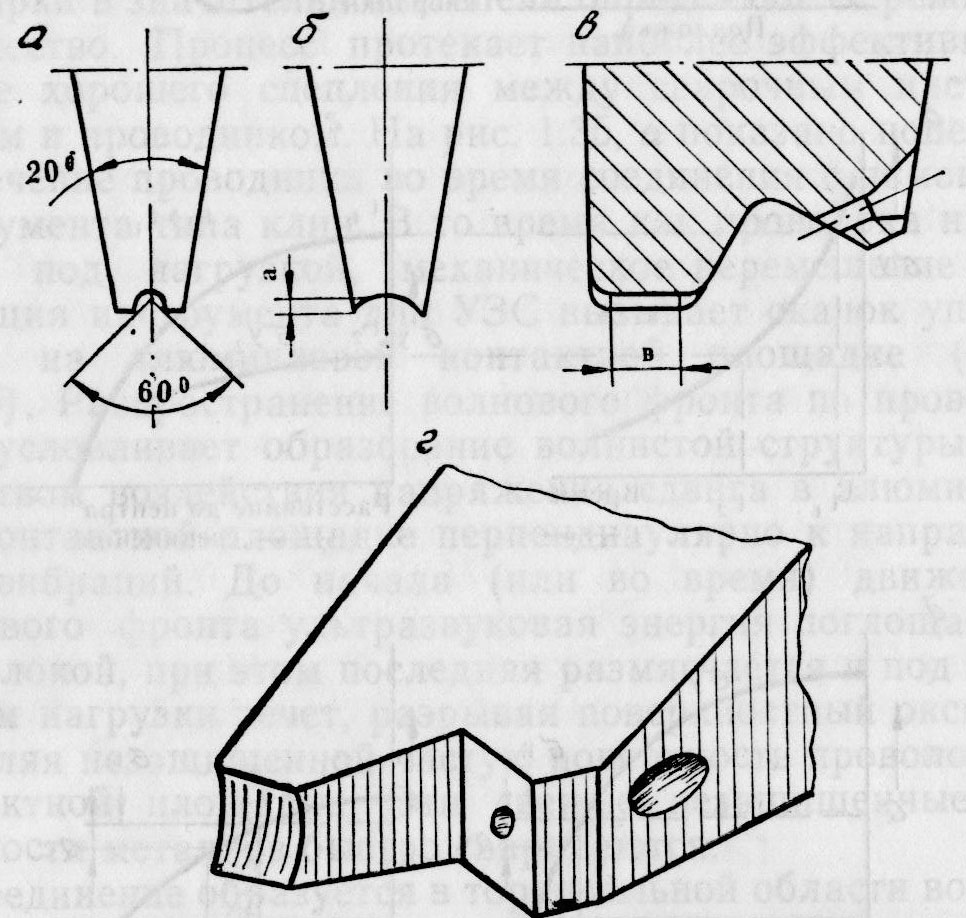
Рис. 2.2. Конструкция сварного инструмента для УЗС: а – с продольной канавкой; б – с продольным углублением; в – профиль инструмента; г – вид рабочей части инструмента
Для получения качественного соединения рекомендуется производить сварку при усилии нагружения инструмента Qсв ≤ Qсв.опт.. При сварочном давлении Qсв больше оптимального Qсв.опт. возможно снижение прочности соединения. При усилии Qсв ≤ Qсв.опт. обеспечивается высокая производительность процесса монтажа с получением качественных соединений при деформации алюминиевой проволоки 30-50 %.
Присоединение выводов к контактным площадкам импульсным методом широко используется в микроэлектронике. Основные достоинства этого метода: локализация температуры в ограниченной области, кратковременность и стабильность процесса монтажа и возможность соединения многих металлов. Рекомендуется для образования соединений с максимальной механической прочностью повышать сварочное напряжение до 0,08 В при увеличении контактных площадок электрода от 0,08 до 0,4 мм и зазоре между электродами от 0,01 до 0,03 мм. Давление сварочного электрода должно составлять от 0,15 до 0,5 Н в зависимости от диаметра присоединяемой проволоки. Геометрические размеры рабочей части электрода рассчитываются с учетом диаметра привариваемой проволоки и величины контактных площадок.
В процессе импульсной сварки на рабочей поверхности электродов из металлокерамических твердых сплавов типа ВК образуется оксидная пленка. После 5500-7000 сварных соединений необходимо разрушать эту пленку механическим путем.
В электронной промышленности для точечной микросварки иногда применяются специальные устройства – «карандаши». Конструкция устройства позволяет устанавливать необходимую величину давления при автоматическом включении тока по достижении этого давления. С помощью этого устройства проводится сварка разнотолшинных материалов и металлов с различными теплофизическими свойствами.
Для беспроволочной сборки ИС групповым способом с целью выравнивания тепловых режимов по площади кристалла в рабочей части сварочного инструмента выполняют фигурный вырез на глубину не менее 0,6 мм. При монтаже таким инструментом отвод тепла в местах соединения лепестковых выводов с контактными площадками кристалла ИС происходит с различной интенсивностью в зависимости от количества контактных площадок и схемы расположения их на кристалле. Прочность соединений при сварке инструментом с вырезом в рабочей части более стабильна, чем при сварке инструментом с плоским торцом.