

991
.pdf60
Rz80
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ø34 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ø42 |
|
|
|
|
|
|
Ø26 |
|
|
||
|
|
Ø26 |
|
|
|
Ø34 |
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
41 |
|
|
||||||||
|
41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
154 |
|
|
|
|
|
|
|
|
|
|
|||
|
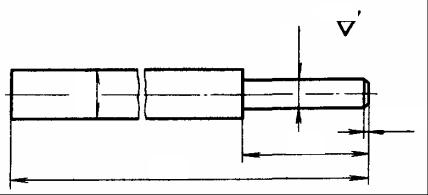
Рис. 38. Вал с двухсторонней ступенчатостью |
|
||||||||||||||||||||||
Таблица 2. Предписания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номера |
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр, мм |
|
|
|
|
|
Характер |
|||||
|
|
|
|
|
|
|
|
|
|
обраба- |
обрабо- |
|
|
|
|
|
обработ- |
|||||||
установов |
Предписание |
|
|
Длина, |
||||||||||||||||||||
и перехо- |
на обработку |
тываемой |
танной |
|
|
|
мм |
ки (чер- |
||||||||||||||||
поверх- |
поверх- |
|
|
|
новая или |
|||||||||||||||||||
дов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
ности |
ности |
|
|
|
|
|
чистовая) |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Установить и за- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
крепить заготовку |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Обточить ци- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
линдр |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
» |
|
|
|
|
|
|
» |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
» |
|
|
|
|
|
|
» |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Установить и за- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
крепить заготовку |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
другим концом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Обточить ци- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
линдр |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
» |
|
|
|
|
|
|
» |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1.Изобразить вал со всеми размерами.
2.Подготовить табл. 2 с предписаниями токарю на обработку цилиндрических поверхностей.
3.Занумеровать в предписаниях элементы технологической операции.
4.Проставить в таблице соответствующие диаметры, длины и характер обработки (глубину резания брать не более 5 и не менее
2 мм).
61
Задание № 3
После чернового и чистового обтачиваний и чистового подрезания двух торцов гладкий цилиндрический вал должен иметь
Ø30–0,12 мм и длину 250 мм (см. рис. 37). Требуется определить диаметр и длину заготовки из проката, если черновое обтачивание выде-
лено в самостоятельную операцию.
1.Изучить рис. 37.
2.Подготовить табл. 3 и вписать в нее необходимые данные.
Та б л и ц а 3. Размеры и припуски к заданию № 3, мм
№ п/п |
Что определяется |
Величина |
|
|
|
1 |
Припуск на черновое обтачивание цилиндрической по- |
|
верхности |
|
|
|
|
|
2 |
Припуск на чистовое обтачивание цилиндрической по- |
|
верхности |
|
|
|
|
|
3 |
Общий припуск на обтачивание цилиндрической поверх- |
|
ности |
|
|
|
|
|
4 |
Диаметр заготовки |
|
5 |
Припуск на чистовое подрезание двух торцов |
|
6 |
Общая длина заготовки |
|
Задание № 4
На токарном станке необходимо выточить одноступенчатый вал, изображенный на рис. 39.
1. Определить диаметр и длину заготовки из проката, если черновое обтачивание выделено в самостоятельную операцию.
Ø30–0,2
Rz40
Ø20–0,2
2,5x45°
80
285
Рис. 39. Одноступенчатый вал
62
2.Выполнить эскиз заготовки после ее чернового обтачивания в центрах с указанием необходимых размеров, если заготовка подрезана и зацентрована.
3.Рядом с эскизом заготовки после чернового обтачивания выполнить рис. 39.
4.Подготовить табл. 4, найти и вписать в нее необходимые дан-
ные.
Та б л и ц а 4. Размеры и припуски к заданию № 4, мм
№ п/п |
Что определяется |
Величина |
|
|
|
1 |
Припуск на черновое обтачивание цилиндрической по- |
|
верхности Ø30 мм |
|
|
|
|
|
2 |
Диаметр большего цилиндра после его чернового обта- |
|
чивания |
|
|
|
|
|
3 |
Припуск на чистовое обтачивание цилиндрической по- |
|
верхности Ø30 мм |
|
|
|
|
|
4 |
Общий припуск на обтачивание цилиндрической по- |
|
верхности Ø30–0,2 мм |
|
|
|
|
|
5 |
Диаметр заготовки |
|
6 |
Припуск на чистовое обтачивание цилиндра Ø20–0,2 мм |
|
7 |
Диаметр меньшего цилиндра после чернового обтачи- |
|
вания |
|
|
|
|
|
8 |
Припуск на чистовое подрезание двух торцов заготовки |
|
9 |
Общая длина заготовки |
|
10 |
Припуск на подрезание уступа |
|
11 |
Длина меньшего цилиндра после чернового обтачива- |
|
ния |
|
|
|
|
|
12 |
Длина большего цилиндра |
|
Задание № 5
|
|
|
|
|
|
|
|
|
|
|
|
65 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz20 |
|
|
|
|
|
73 |
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
–0,14 |
|
|
||
|
|
|
|
|
Ø34 |
|
|
Ø32 |
|
|
Ø23 |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
Ø25 |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
Ø2x45° |
|
3 |
|
|
|
|
|
|
2x45° |
|
|||||||
|
|
а) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б) |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
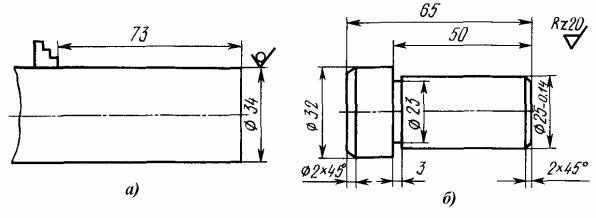
Рис. 40. Заготовка для детали «палец» (а) и готовая деталь (б)
63
1.Разработать технологический процесс изготовления небольшой партии деталей из прутка (рис. 40) за две операции.
2.Подготовить по данному технологическому процессу табл. 5.
Та б л и ц а 5. Последовательность операций технологического процесса
к заданию № 5
Номер |
Обозна- |
Номер |
Содержание установов и переходов |
опера- |
чение |
пере- |
|
ции |
установа |
хода |
|
|
|
|
Установить и закрепить пруток в трехкулачковом |
|
|
|
самоцентрирующемся патроне |
|
|
|
Подрезать торец Ø … мм в размер l= … мм |
|
|
|
начисто |
|
|
|
Обточить цилиндр с Ø … мм на Ø … мм на длину |
|
|
|
l= … мм начисто |
|
|
|
Обточить цилиндр с Ø … мм на Ø … мм на длину |
|
|
|
l= … мм начисто |
|
|
|
Выточить канавку шириной … мм по Ø … мм на |
|
|
|
расстоянии l= … мм от правого торца заготовки |
|
|
|
На цилиндре Ø … мм снять фаску размером … мм |
|
|
|
Отрезать заготовку длиной l= … мм |
|
|
|
Установить и закрепить заготовку по цилиндру |
|
|
|
Ø … мм |
|
|
|
Подрезать торец Ø … мм, выдержав длину |
|
|
|
l= … мм начисто |
|
|
|
Снять фаску размером … мм на цилиндре |
|
|
|
Ø … мм |
3.Занумеровать в таблице операции, установы и переходы.
4.Заполнить места, обозначенные многоточием.
5.Провести (насколько это необходимо) влево горизонтальные линии – границы операций, установов и переходов.
64
ЗАКЛЮЧЕНИЕ
Современное производство во многом определяет уровнем своего развития научно-технический и экономический потенциалы страны. Из изученного курса становится ясно, что проектирование рациональных, конкурентоспособных изделий, организация их производства невозможны без соответствующего технологического обеспечения и достаточного уровня знаний в области технологии конструкционных материалов.
Студенты механических специальностей вузов могут с помощью настоящего учебного пособия составить представление о технологических методах формообразования и обработки заготовок деталей машин, на которых основано производство.
Учебное пособие написано с учетом опыта преподавания курса «Технология конструкционных материалов».
65
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Что называется металлорежущим станком?
2.Как классифицируются металлорежущие станки по степени специализации, точности, автоматизации?
3.Расскажите, как обозначается модель станка.
4.Перечислите основные погрешности станка.
5.Перечислите основные погрешности, вносимые в качество обработки режущим инструментом.
6.Что называется рабочим местом станочника?
7.Расскажите о планировке рабочего места станочника.
8.Чем оснащается рабочее место станочника?
9.Какие мероприятия проводятся при обслуживании рабочего места станочника?
10.Какие факторы влияют на формирование условий труда?
11.Что такое охрана труда рабочего-станочника?
12.В чем заключается обработка материалов резанием?
13.Что является характерным признаком обработки резани-
ем?
14.Какие основные элементы резания вы знаете?
15.В каких единицах измеряется скорость резания и скорость подачи при резании?
16.Что такое шероховатость поверхности?
17.От чего зависит высота микронеровностей и их характер при точении?
18.Как подразделяются погрешности обработки?
19.Что понимается под термином «режимы резания»?
20.Как производят выбор режимов резания?
66
Библиографический список
1.Дальский А. М. Технология конструкционных материалов: Учебник для машиностроительныхспециальностейвузов. – М.: Машиностроение, 2003. – 512 с.
2.Современные методы формообразования и обработки заготовок деталей машин: Учебное пособие для механических специальностей вузов / Б.А. Калачевский, Б.И. Калмин, М.С. Корытов и др. – Омск: Изд-во СибАДИ, 2003. – 145 с.
3.Черпаков Б. И. Металлорежущие станки: Учеб. пособие / Б. И. Черпаков, Т. А. Альперович. – М.: Изд-во «Академия», 2003. – 368 с.
4.Максимов И. П. Задания по специальной технологии токарного дела: Учеб.
пособие. – М.: Высш. шк., 1987. – 144 с.
Учебное издание
Борис Иванович Калмин, Михаил Сергеевич Корытов
МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Учебное пособие
Редактор Н. Г. Кузнецова
Подписано к печати 17.03.2006 Формат 60 х 90 1/16. Бумага писчая Оперативный способ печати Гарнитура Таймс Усл. п. л. 4,25 , уч.-изд. л. 4,25
Тираж 300 экз. Заказ Цена договорная
Издательство СибАДИ 644099, Омск, ул. П. Некрасова, 10
Отпечатано в ПЦ издательства СибАДИ 644099, Омск, ул. П.Некрасова, 10