

ПАХТ (все лекции)
.pdf
|
тг |
Nu |
|
|
f1 |
|
|
f1 Pr Pr |
n |
|
|||||
|
|
|
|
|
|
|
, |
||||||||
|
Nuг |
|
|||||||||||||
|
|
|
|
|
|
|
a |
|
|
|
|
||||
|
|
Nu |
|
|
|
|
|
|
|
n |
|
|
|
||
дг |
|
|
f 2 |
|
|
|
f 2 |
Pr Prд |
, |
|
|
||||
|
Nuг |
|
|
|
|||||||||||
|
|
|
|
|
D |
|
|
|
|
|
|
|
|||
n n(Re, Pr ) .
n n(Re,Prд ).
(2.142)
(2.143)
При Pr=1 достигается полная аналогия процессов тепло- и импульсоотдачи (аналогия Рейнольдса), обусловленная идентичностью полей скорости и температуры: тг =1.
Уравнения (2.141)-(2.143) позволяют по известным уравнениям гидродинамического подобия и значения показателя n определить коэффициенты тепло- и массоотдачи.
2.3.5 Проблема масштабного перехода для промышленных аппаратов
Проектирование и внедрение аппаратов большой единичной мощности (например, массообменных колонн до 10 м в диаметре и высотой до 100 м) выявило существенное снижение их эффективности по сравнению с лабораторными моделями (масштабный эффект). Причины:
-возникновение по сечению аппарата гидродинамических неоднородностей; -изменение значений коэффициента турбулентного переноса; -невозможность достижения одновременного подобия полей w,T и сi.
В связи с этим возникает проблема масштабного перехода от лабораторной модели к промышленному аппарату. Традиционно она решается следующим образом:
-изготовление и исследование лабораторной модели; получение критериального уравнения;
-проектирование с использованием критериального уравнения пилотной установки; ее изготовление и исследование; коррекция критериального уравнения;
-проектирование, изготовление и исследование полупромышленной установки с целью коррекции описания;
-проектирование и изготовление промышленной установки.
Все это приводит к удорожанию и затягиванию сроков внедрения новой техники. С целью устранения этих недостатков был предложен двухуровневый подход к проектированию промышленных аппаратов на основе гидродинамического моделирования. Предполагается, что основную роль в масштабном эффекте играет изменение гидродинамической структуры потоков при переходе к аппаратам больших размеров. Пилотную и полупромышленные установку заменяют стендом, на котором в промышленном масштабе изучается небольшой по высоте участок аппарата с целью коррекции критериального уравнения.
Попытка решения проблемы масштабного перехода, привела к разработке метода сопряженного физического и математического моделирования.
2.3.6 Понятие о сопряженном физическом и математическом моделировании
Этот метод разработан в КГТУ профессором С.Г. Дьяконовым.
Сопряженное физическое и математическое моделирование базируется на принципе иерархичности (многоуровневости) пространственно-временных масштабов явлений , протекающих в промышленном аппарате, и как следствие этого, на «слабости» взаимодействия явлений различных масштабов. «Слабость» заключается в отсутствии влияния взаимодействия их на структуру математического описания явления, влияние может учитываться лишь через изменение некоторых параметров.
В этом методе аппарат представляется в виде системы, состояний из характерных зон (областей). Математическое описание каждой зоны устанавливается при ее физическом моделировании на лабораторном макете. При это оно содержит параметры, учитывающие взаимодействие между зонами. Предполагается , что структура математического описания каждой из зон при изменении масштаба не меняется , меняются лишь значения параметров.
Задача отыскания полей w,T,p,ci в аппарате заменяется определением параметров при известной структуре математического описания.
Основные этапы нового метода моделирования: -выделение характерных зон аппарата;
-экспериментальное изучение отдельных зон на физических моделях; -составление математических моделей зон, их идентификация по данным
физического эксперимента; -синтез математической модели аппарата в целом, ее идентификация на
основе удовлетворения исчерпывающему описанию; -проверка адекватности модели, при необходимости - коррекция;
-использование модели для проектирования и оптимизации промышленного аппарата.
Основное достоинство предлагаемого метода: переход к одноуровневой схеме проектирования промышленных аппаратов – лабораторная модель – промышленный аппарат.
2.4Гидродинамическая структура потоков
2.4.1Характеристика структуры потока
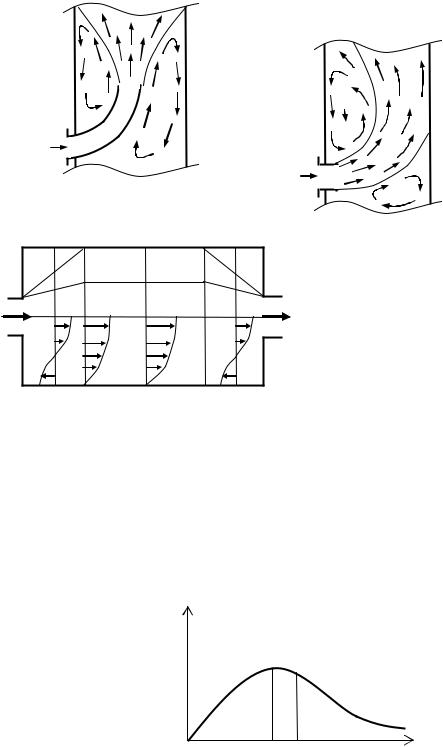
Наибольший вклад в проблему масштабного перехода вносит изменение гидродинамической структуры потоков при увеличении размеров аппарата. Отыскание поля скоростей по дифференциальным уравнениям вызывает большие математические трудности. Поэтому, в инженерной практике используют метод моделирования гидродинамической структуры потоков в аппаратах.
Структура потока - характер движения элементов потока в аппарате. Траектории движения этих элементов могут быть чрезвычайно сложными, что приводит к различному времени их пребывания в аппарате. Одни элементы быстро проходят через аппарат (байпас), другие, наоборот, задерживаются в аппарате больше среднего времени (застойные зоны), могут быть также возвратные потоки
(рис. 2.9).
1 |
2 |
3 |
|
|
|
|
|
4 |
1– застойная зона;
2– зона смешения;
3– пограничный слой;
4– ядро потока.
Рис. 2.9 Поля скорости в аппаратах различной формы
Охарактеризовать структуру потоков в аппарате можно полем скорости. Из-за сложности отыскания поля скорости структуру потока обычно характеризуют временем пребывания элементов потока в аппарате. Поскольку различные элементы имеют различные скорости и траектории движения, то и обладают различными временами пребывания в аппарате. Для описания этого явления используется функция распределения времени пребывания элементов потока в аппарате f(t) (рис.
2.10):
f(t)
|
|
|
t |
||
tв t |
|||||
Рис. 2.10 Функция распределения времени пребывания |
|||||
f ( t ) |
dN( t ) |
. |
(2.144) |
||
|
|||||
|
|
|
Ndt |
|
|
Здесь dN(t) – количество элементов потока, время пребывания которых в аппарате от t до t+dt ; N – общее количество выделенных элементов в потоке.

|
|
|
V& (Va – объем аппарата, |
Среднее время пребывания элементов в потоке t V |
|||
|
|
a |
|
V& - объемный расход) может быть найдено: |
|
||
|
|
|
|
t t f ( t )dt . |
(2.145) |
||
0
Наиболее вероятное время пребывания элемента в аппарате tВ соответствует максимальному значению f(t).
На практике удобнее использовать безразмерное время пребывания и безразмерную функцию распределения f*( ) :
|
|
t |
|
|
f * ( ) |
|
|
|
|
|
|
, |
t f ( ) . |
(2.146) |
|||||
|
|
|
|||||||
t |
|||||||||
|
|
|
|
|
|
|
|||
2.4.2 Математическое моделирование структуры потоков
Наиболее корректной математической моделью структуры потоков в аппарате является исчерпывающее описание. Однако решение уравнений Навье – Стокса с условиями однозначности для большинства случаев невозможно. Поэтому на практике идут по пути упрощения модели, используя для характеристики структуры потока функцию распределения времени пребывания элементов потока в аппарате. Разумеется, f*( ) является далеко не полной характеристикой движения, хотя и достаточной для интегральной оценки работы аппарата.
Можно выделить две идеализированные модели, характеризующие предельные ситуации: идеальное вытеснение и идеальное смешение, а также более реалистичные модели промежуточного типа - ячеечная и диффузионная модели.
2.4.2.1Модель идеального вытеснения (МИВ)
Ваппарате частицы потока движутся параллельно друг другу с одинаковой
скоростью wX . Время пребывания в аппарате всех элементов потока одинаково. Введем понятие концентрации меченых элементов потока в аппарате. Средняя концентрация меченых элементов потока в аппарате определяется как:
C |
0 |
|
N м |
, |
(2.147) |
|
|||||
|
|
Va |
|
||
|
|
|
|
||
где NM - количество помеченных элементов, Va – объем аппарата.
wx
|
|
|
Схема потока |
|
|
|
|
|
L |
|
|
|
|
|
|

Рис. 2.11 Модель идеального вытеснения
Исходное уравнение для МИВ получено из уравнения нестационарной
конвективной диффузии (2.40): |
|
|
|
C |
wx |
C . |
(2.148) |
t |
|
x |
|
Результаты решения уравнения (2.148) представлены в безразмерной форме на рис. 2.12.
f*(Θ)
0 |
0.5 |
1.0 |
1.5 |
Θ |
Рис. 2.12 Вид функции распределения f*( ) для МИВ
Поскольку все элементы движутся с одинаковой скоростью wX , то у них одинаковое время пребывания в аппарате, совпадающее с t L wx . Поэтому
wx . Поэтому
t t 1 .
t 1 .
Наиболее близка к МИВ структура турбулентного потока, движущегося по трубе при l/d>>1, цилиндрические аппараты небольшого диаметра, но значительной высоты, заполненные зернистым материалом.
2.4.2.2 Модель идеального смешения (МИС)
Предполагается, что любая порция входящего в аппарат меченых элементов потока мгновенно и равномерно перемешивается во всем объеме. Таким образом, концентрация меченых элементов потока одинакова во всех точках аппарата. По аналогии с (2.31) (источника нет) можно записать:

|
Рис. 2.13 Модель идеального смешения (схема потока) |
|||||||
|
|
dN м |
& |
& |
|
dC |
|
|
|
|
dt |
M Nвх M Nвых Va |
dt |
, |
(2.149) |
||
где M Nвх ,M Nвых – количество меченых |
элементов потока, |
входящих в |
||||||
& |
& |
|
|
|
|
|
|
|
аппарат и выходящих из него за единицу времени.
При любых значениях t>0 , входа меченых элементов в аппарат не будет, т.е. M& Nвх 0 . Тогда
|
dC |
& |
& |
|
|
Va |
dt |
M Nвых V |
C . |
(2.150) |
|
Имея, в виду V& Va 1
Va 1 t получим:
t получим:
dCdt Ct и разделяя переменные:
dC |
|
dt |
. |
(2.151) |
||
C |
|
|
|
|||
|
||||||
|
t |
|
||||
Интегрируя уравнение (2.151) с начальными условиями С( )=С0 получим:
|
|
|
|
t |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
||||
C C |
0 |
e |
|
t . |
(2.152) |
||
|
|
|
|
|
|
|
|
Переходя, к безразмерной функции распределения имеем:
f * ( ) e . |
(2.153) |
На рис. 2.14 изображена зависимость f*( ) от по формуле (2.153).
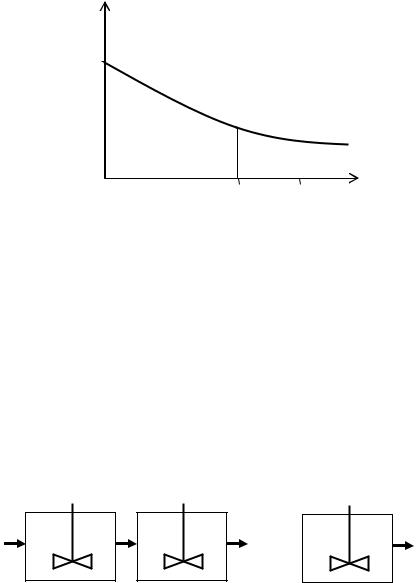
f*(Θ)
1.0
|
|
|
|
|
Θ |
0 |
0.5 |
1.0 |
1.5 |
||
Рис. 2.14 Вид функции распределения f*( ) для МИС
К аппаратам идеального смешения близки аппараты с интенсивным перемешиванием и аппараты с псевдоожиженным слоем.
Структуры потоков в промышленных аппаратах не соответствует ни МИВ, ни МИС. Реальные аппараты промежуточного типа.
2.4.2.3 Ячеечная модель (МЯ)
Более реалистичной моделью является ячеечная модель, в соответствии с которой предполагается последовательное прохождение потоком ряда ячеек идеального смешения. Параметром модели служит число таких ячеек m .
. . . .
1 |
2 |
m |
Рис. 2.15 Ячеечная модель (схема потока)
Для i – той ячейки можно записать: |
|
|
|
|
||||||
|
dCi |
|
m |
( C |
C ), |
i 1...m . |
(2.154) |
|||
|
|
|
|
|
||||||
|
dt |
|
t |
i 1 |
i |
|
|
|||
|
|
|
|
|
|
|||||
Решение системы m дифференциальных уравнений (2.154) дает выражение для концентрации меченых элементов в последней ячейке, т.е. на выходе из аппарата Сm(t) , а затем и для функции распределения:
|
mm |
|
|
|
f * ( ) |
|
m 1 |
e m . |
(2.155) |
|
||||
|
( m 1)! |
|
|
|
Как видно, при m=1 МЯ переходит в МИС, а при m в МИВ (рис. 2.16).

m→∞ f*(Θ) 
m=1
1.0 |
m=20 |
m=2
0 |
0.5 |
1.0 |
1.5 |
Θ |
Рис. 2.16 Вид функции распределения f*( ) для МЯ
2.4.2.4 Диффузионная модель (МД)
Другой моделью промежуточного типа является диффузионная модель. Считается, что отклонение в движении элементов потока от идеального вытеснения осуществляется за счет их случайных блужданий, которые могут быть описаны по аналогии с молекулярным или турбулентным механизмом переноса. Это позволяет воспользоваться уравнением нестационарной конвективной диффузии для определения концентрации меченых элементов потока С(x,t) , полагая конвективную скорость равной для всех элементов, а перемешивание учитывать с помощью коэффициента обратного (продольного) перемешивания DL . Тогда получим:
Рис. 2.17 Диффузионная модель (схема потока)
C |
wx |
C |
DL |
2C |
. |
(2.156) |
|
t |
x |
x2 |
|||||
|
|
|
|
Здесь DL - учитывает все виды переноса – молекулярный, конвективный и турбулентный. Обычно DL определяют экспериментально, причем считается, что DL по длине аппарата не меняется.
Уравнение (2.156) решено с использованием критерия Пекле для продольного перемешивания:
Pel |
wx L |
, |
(2.157) |
|
Dl |
||||
|
|
|
где L – длина аппарата.
 PeL→∞
PeL→∞
f*(Θ)
PeL=0
1.0 |
PeL=100 |
PeL=1
0 |
0.5 |
1.0 |
1.5 |
Θ |
Рис. 2.18 Вид функции распределения f*( ) для МД
При PeL=0 МД переходит в МИС, а при PeL - в МИВ (рис. 2.18)
Обычно МД применяют для аппаратов, характеристики потоков которых изменяются по длине непрерывно. Например, насадочные и пленочные массообменные колонны.
Есть более сложные модели, например, двухпараметрическая диффузионная модель, комбинированные модели и т.д.
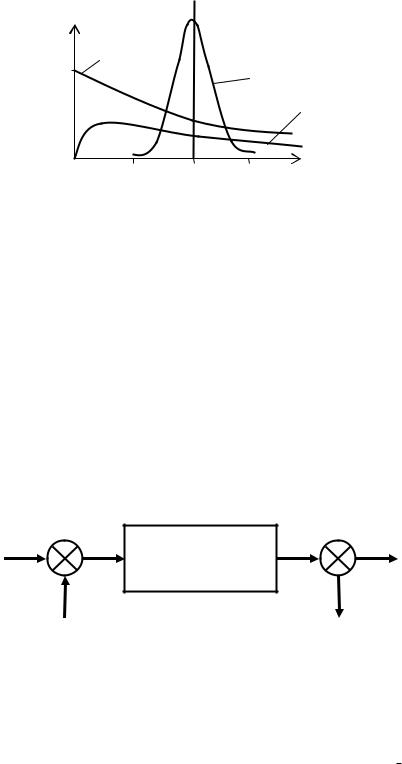
2.4.3 Идентификация модели
Под идентификацией модели понимается определение неизвестных параметров: для диффузионной модели PeL и число ячеек m для ячеечной модели.
Для этого в основной поток на входе в аппарат вводится индикатор (трассер).
поток |
поток |
|
АППАРАТ |
индикатор |
измерение |
|
концентрации |
Рис. 2.19 Схема установки для получения кривых отклика
Обычно применяют импульсный ввод индикатора - во входящий поток быстро (теоретически мгновенно) вводят индикатор. Фиксируя изменение во времени концентрации индикатора на выходе из аппарат получают кривую отклика C(t). Для выхода C(t)=C(L,t). Зная C(L,t) находят f(t), зная, t определяют f*( ) . Сопоставляя f*( ) с известными зависимостями для различных моделей структуры потоков выбирают наиболее приемлемую модель.

ОСНОВЫ ДИНАМИКИ ДВУХФАЗНЫХ ПОТОКОВ
Вприроде и в промышленности довольно часто встречаются гетерогенные многофазные системы. Рассмотрим двухфазную систему, как наиболее простую. В таких системах различают сплошную фазу, называемую дисперсионной средой, и дисперсную фазу, распределенную в первой в виде отдельных включений. Как дисперсионная среда, так и дисперсная фаза могут находится в трех агрегатных состояниях – твердом, жидком и газообразном. Системы с подвижной дисперсионной средой подразделяются на системы жидкость (газ) – твердое тело, газ (пар) – жидкость, жидкость – жидкость.
Двухфазные системы обладают высокой поверхностью контакта дисперсной и сплошной фаз, поэтому все контактные процессы (тепло- и массообменные) протекают с большей интенсивностью.
Описание закономерностей движения двухфазных систем осложняется неоднородностью их состава и различием скорости движения фаз.
Общая задача гидромеханического расчета двухфазных систем состоит в установлении закономерностей переноса импульса при взаимном движении фаз.
3.1Система жидкость (газ) – твердое топливо
3.1.1.Характеристика зернистого слоя
Впромышленной технологии многие процессы протекают в аппаратах, заполненных зернистым материалом или насадкой. Зернистые материалы обычно имеют разнообразную форму и бывают разного размера. При заполнении жидкостью свободного пространства между частицами слоя зернистого материала поток одновременно обтекает отдельные частицы или элементы слоя и движется внутри пор и пустот, образующих систему извилистых каналов переменного сечения. Анализ такого движения представляет собой смешанную задачу гидравлики. Однако для упрощения расчетов подобных процессов их относят к внутренней задаче (течение внутри канала).
Рассмотрим характеристики зернистого слоя.
м2
Удельная поверхность a представляет собой суммарную поверхность всех
м3
частиц, находящихся в единице объема, занятого слоем. Порозность характеризует долю свободного объема между частицами и определяется следующим образом:
|
Vсв |
|
V Vтв |
1 |
Vтв |
. |
(3.1) |
|
|
|
|||||
|
V |
|
V |
|
V |
|
|