

-
Обозначения шлицевых соединений
Обозначения шлицевых соединений валов и втулок должны содержать:
-
букву, обозначающую поверхность центрирования;
-
число зубьев и номинальные размеры d, D и b соединения вала и втулки;
-
обозначение полей допусков или посадок диаметров, а также размера b, помещенного после соответствующих размеров.

D -
d - –z d x D b ГОСТ 1139-80
b -
Разрешается не указывать в обозначении допуски нецентрирующих диаметров.
Пример обозначения соединения: а) центрирование по D и b:
D 6 26 32 H 7 6 F8 ;
js6 js7
б) центрирование по d и b:
D 6 26 H 8 32 H12 6 F8 ;
e8 a11 d8
в) центрирование по b:
D 6 26 32 H12 6 D9 .
a11 h8
Обозначение эвольвентного шлицевого соединения должно
содержать:
-
номинальный диаметр соединения Df модуль m;
-
обозначение посадки соединения, помещаемое после размеров центрирующих элементов.
Примеры обозначения:
-
при центрировании по боковым сторонам зубьев
Df = 50 мм, m = 2 мм, посадка 9H/9g:
соединения
50 2 9H
9g
ГОСТ 6033-80;
втулки 50 2 9Н ГОСТ 6033-80;
вала 50 2 9g ГОСТ 6033-80;
-
при центрировании по наружному диаметру Df = 50 мм, m = 2
мм, посадка Н7/ g6:
соединения: 50 2 Н7/g6 ГОСТ 6033-80;
-
при центрировании по внутреннему диаметру Dа = 50 мм, m = 2 мм, посадка Н7/ g6:
i50 2 H7/g6 ГОСТ 6033-80;
(i обозначает центрирование по внутреннему диаметру).
Пример. Для подвижного прямобочного шлицевого сопряжения с номинальным размером 62632, при отсутствии повышенных требований по точности центрирования, выбрать способ центрирования и посадки.
-
Так как повышенных требований к точности центрирования нет, а втулка термически не обрабатывается, выбираем центрирование по наружному диаметру D и ширине шлица b.
-
Точность центрирования относительно невысокая, по ГОCТ 1139-80 выбираем норму точности центрирующих поверхностей 7 и 8 квалитетам, нецентрирующих по 11-12 квалитетам.
-
Соединение подвижное. По ГОСТ 1139-80 выбираем предпочтительную посадку H7/f7 – по D и F8/f8 – по b. Для d – H11 на втулку. На валу на диаметр d отклонения нормируются самим конструктором назначаем а11.
Окончательно получим:
D 6 26 32 H 7 F8 .
f 7 f 8
-
По ГОСТ 25347-82 находим численные значения отклонений:
0,028
F8
D 32
H 7 0,025
;
0,025
b 6 0,010 ;
0,010
d 26 H11 0,130
0,300
f 7
f 8
a11
0,050
0,028
0,430
dmin = 25,57 не меньше размера d1 =24,6 по ГОСТ 1139-80.
-
Схема полей допусков и чертеж шлицевого сопряжения
представлены на рис. 8.
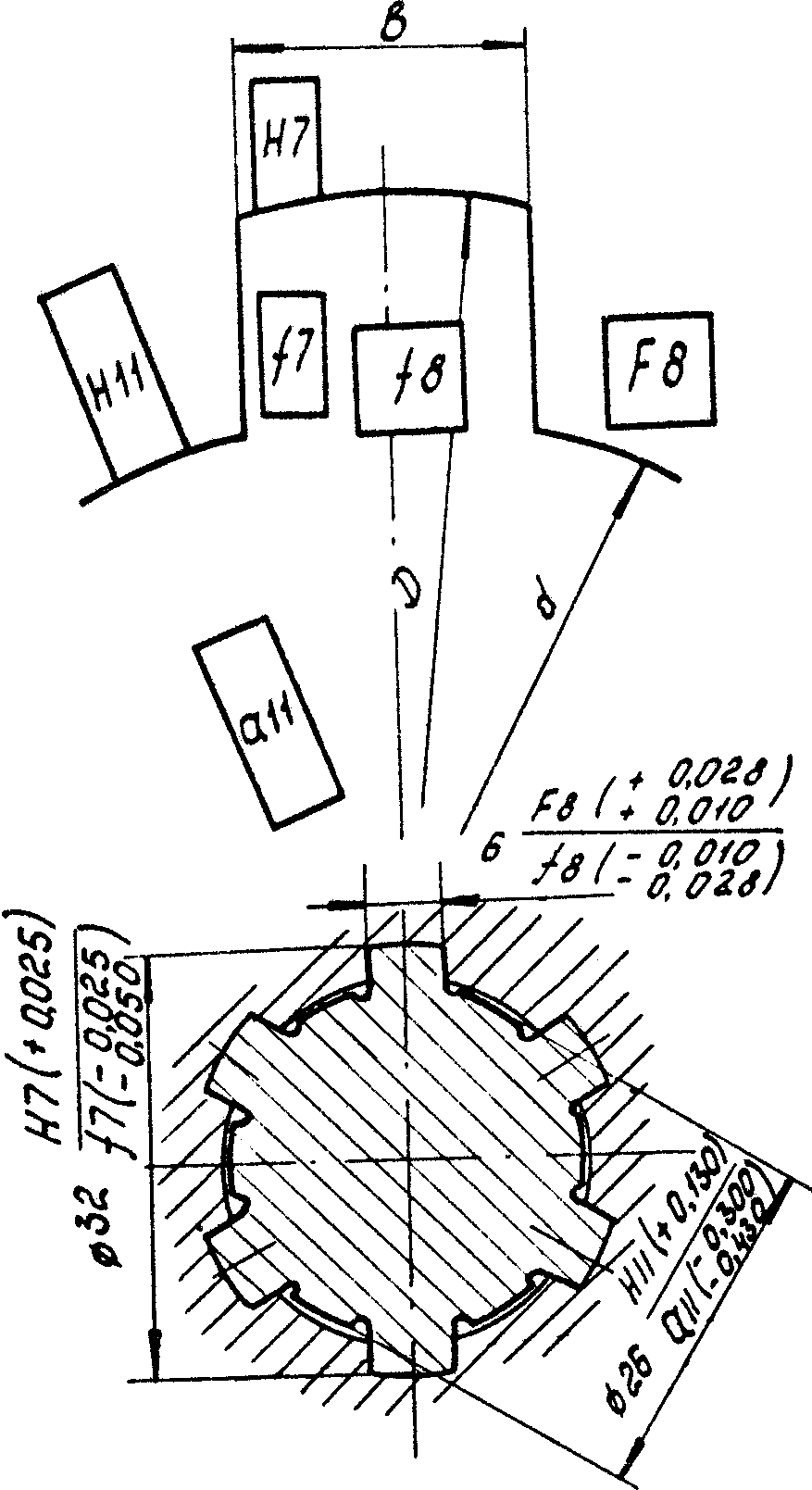
Рис. 8. Допуски шлицевого соединения
5. Расчет допусков размеров, входящих в размерные цепи
При конструировании механизмов, машин, приборов и других изделий, проектировании технологических процессов, выборе средств и методов измерений возникает необходимость в проведении размерного анализа, с помощью которого достигается правильное соотношение взаимосвязанных размеров и определяются их эксплуатационные интервалы (допуски). Подобные расчеты выполняются с использованием теории размерных цепей. При этом
могут быть решены следующие конструкторские, технологические и метрологические задачи [8]:
-
Установление геометрических и кинематических связей между размерами деталей, расчет номинальных значений, отклонений и допусков размеров звеньев.
-
Расчет норм точности и разработка технических условий на машины и их составные части.
-
Анализ правильности простановки размеров и отклонений на рабочих чертежах деталей.
-
Расчет межоперационных размеров, припусков и допусков, пересчет конструктивных размеров на технологические.
-
Обоснование последовательности технологических операций при изготовлении и сборке изделий.
-
Обоснование и расчет необходимой точности приспособлений.
-
Выбор средств и методов измерений, расчет достижимой точности измерений.
Размерные цепи используют для решения прямой и обратной задач, отличающихся последовательностью расчетов.
Прямая задача. По заданным номинальным размерам всех звеньев размерной цепи и предельным отклонениям исходного (замыкающего) размера определить допуски и предельные отклонения всех составляющих звеньев. Такая задача относится к проектному расчету размерной цепи.
Обратная задача. По заданным номинальным размерам и предельным отклонениям составляющих звеньев определить номинальный размер и предельные отклонения замыкающего звена. Такая задача относится к проверочному расчету размерной цепи.
Существуют следующие методы решения размерных цепей:
-
Метод полной взаимозаменяемости.
-
Вероятностный метод.
-
Метод групповой взаимозаменяемости (селективной сборки).
-
Метод пригонки.
-
Метод регулирования.
В данном учебном пособии рассматриваются два первых метода решения размерных цепей.