

Домашнее задание Наивыгоднейший режим резания
.doc
Федеральное агентство по образованию
Государственное образовательное учреждение высшего
профессионального образования
Самарский Государственный Аэрокосмический университет имени академика С.П.Королева
кафедра МОМ
Домашнее задание
“Расчет наивыгоднейшего режима резания”
Эскиз № 2.08
Вариант № 2
Выполнил: студент гр.3302
.
Принял : профессор
Скуратов Д.Л.
Самара,20
Исходные данные.
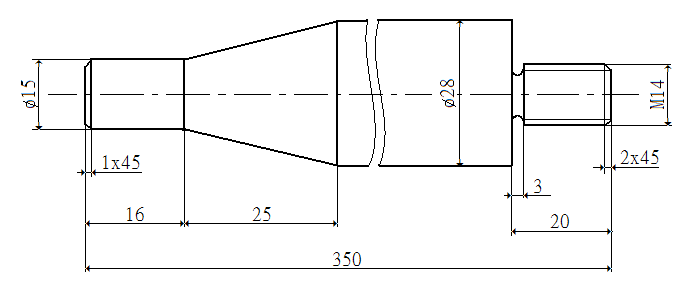
Рис.1 Чертёж детали.
|
Вариант |
2 |
|
Материал изделия |
13H2XA |
|
Состояние материала |
ОП |
|
Состояние обрабатываемой поверхности |
Без корки |
|
Размер поверхности до обработки |
Ø30 |
|
Размер поверхности после обработки |
Ø28 |
|
Допуск на изготовление размеров |
h8 |
|
Шероховатость после обработки (Rz, мкм) |
16 |
|
Модель станка |
1615M |
|
Закрепление заготовки |
центры |
|
Материал резца |
быстр |
|
Стойкость резца |
45 |
Реферат.
Домашнее задание.
Пояснительная записка: , 1рис., 2ист.
Графическая документация: рабочий чертеж резца, лист А3.
ТОЧЕНИЕ, РЕЗЕЦ, ПОДАЧА, ЖЕСТКОСТЬ, СИСТЕМА СПИД, СКОРОСТЬ РЕЗАНИЯ, РЕЖИМ РЕЗАНИЯ, МАШИННОЕ ВРЕМЯ ОБРАБОТКИ, КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА, КОЭФФИЦИЕНТ ЗАГРУЗКИ СТАНКА, ЗАГОТОВКА, ГЕОМЕТРИЯ, ЗАТОЧКА.
В домашнем задании приведено решение задачи по нахождению наивыгоднейшего режима резания аналитическим методом ,для заданного обрабатываемого участка заготовки.Выполнен рабочий чертёж прямого проходного резца.
Содержание.
Исходные данные. 2
![]()
Тогда CPy=1250*0,9*0,75*0,71*0,82*1*1*1,77*0,64=556.
Податливость детали, закрепленной в центрах,
![]()
Податливость станка с высотой центров 155 мм при закреплении детали в центрах
![]()
Податливость
резца принимаем
![]()
Тогда
![]()
Расчет подачи по заданной шероховатости обработанной поверхности:

Находим, что при обработке стали Cs=0,007; y=1,4; n=0,7; x=0,3; z=0,35.
Ks не учитываем, принимая его равным единице.
Выбранный резец имеет =150; =100; =600; 1=100; r=1мм; h3=1мм.
Следовательно,
![]()
Выбор наибольшей технологически допустимой подачи:
Расчетом получаем:
![]() ;
;![]() ;
;![]() ;
;![]()
Из
всех подач наименьшей является подача![]() . Из имеющихся у станка надо выбрать
равную ей или ближайшую меньшую. Для
станка 1615М sст.=0,063
мм/об. Эта подача и будет наибольшей
технологически допустимой, т.е. s0=0,06
мм/об.
. Из имеющихся у станка надо выбрать
равную ей или ближайшую меньшую. Для
станка 1615М sст.=0,063
мм/об. Эта подача и будет наибольшей
технологически допустимой, т.е. s0=0,06
мм/об.