

гр. 2307 Хамидулин Н.Д.-Расчет наивыгоднейшего режима резания
.doc
Министерство образования Российской Федерации
Самарский государственный аэрокосмический университет имени академика С. П. Королева
Кафедра “РСИ”
Домашнее задание
«Расчет наивыгоднейшего режима резания»
Вариант №7 Эскиз 2-24
Выполнил: Хамидулин Н.Д. 237 гр.
Проверил: Шабалин
Дата:
Самара 2004
Реферат
Пояснительная записка: 12 стр.
Приложение: 1
Рисунков: 1
Таблиц: 1
Источников: 3
РЕЗЕЦ, ГЛАВНЫЙ УГОЛ, ИЗНОС, ПОДАТЛИВОСТЬ, СКОРОСТЬ РЕЗАНИЯ
В данной работе по заданным данным выбирается резец, глубина резания и рассчитываются подачи. Из них выбираются наибольшая, технологически допускаемая. По ней рассчитываются скорость резания, частота вращения шпинделя станка. Вычисляются машинное время, коэффициенты использования режущих свойств инструмента и загрузки станка.
Содержание
Реферат 2
Содержание 3
1. иСХОДНЫЕ ДАННЫЕ 6
2 ВыБОР ТИПА РЕЗЦА, ЕГО ОСНОВНЫХ РАЗМЕРОВ И ГЕОМЕТРИИ 7
Список использованных источников 11
ВВЕДЕНИЕ
Раздел “Физические основ процесса резания” в различных курсах технологии механической обработки заканчивается методикой выбора геометрии инструмента и расчета наивыгоднейшего режима резания, которые затрагивают большой круг вопросов, связанных с физикой процесса резания, и в этом смысле являются обобщением наиболее важного раздела курса.
Изложенная здесь методика является не только средством осуществления так называемого «аналитического» расчета режима резания, но и представляет собой теоретическую основу и методологию разработки нормальных сборников по режимам резания.
Резец является наиболее простым, дешевым и, в тоже время наиболее универсальным режущим инструментом. Благодаря этому, точение, где особенно часто применяются резцы, является самым распространенным и технологически гибким методом обработки.
Методика выбора оптимальной геометрии инструмента и расчет наивыгоднейшего режима резания затрагивают большой круг вопросов, связанных с физикой процесса резания.
Режим резания зависит от ряда факторов, в том числе от основных параметров резца, поэтому прежде чем приступать к расчету наивыгоднейшего режима резания, необходимо выбрать тип резца, его основные размеры и геометрию.
Перечень обозначений
![]() -
предельно допустимая сила (кгс);
-
предельно допустимая сила (кгс);
S - подача (мм/об);
B - ширина державки резца (мм);
H - высота державки резца (мм);
n - частота вращения шпинделя (об/мин);
![]() -
машинное время (мин);
-
машинное время (мин);
M - крутящий момент (кгс∙м);
N - мощность (Вт);
![]() -
коэффициент, отражающий влияние условий
обработки;
-
коэффициент, отражающий влияние условий
обработки;
![]() -
коэффициент для материала при нормальных
условиях
-
коэффициент для материала при нормальных
условиях
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() -
коэффициенты, учитывающие изменение
реальных условий обработки; показатели
степени;
-
коэффициенты, учитывающие изменение
реальных условий обработки; показатели
степени;
![]() -
коэффициент, отражающий характер
нагрузки;
-
коэффициент, отражающий характер
нагрузки;
![]() -
коэффициент, учитывающий характер
нагрузки;
-
коэффициент, учитывающий характер
нагрузки;
l - вылет резца из резцедержателя (мм);
![]() -
шероховатость поверхности (мкм);
-
шероховатость поверхности (мкм);
![]() ,
n, x, y,
z - коэффициент и показатели
степени, зависящие от рода
,
n, x, y,
z - коэффициент и показатели
степени, зависящие от рода
материала;
r - радиус закругления резца (мм);
![]() ,
,
![]() ,
,
![]() - поправочные коэффициенты, отражающие
влияние углов и износ
- поправочные коэффициенты, отражающие
влияние углов и износ
резца;
![]() -
коэффициент, характеризующий реальные
условия обработки;
-
коэффициент, характеризующий реальные
условия обработки;
T - оптимальная стойкость (мин);
t - глубина резания (мм);
D - диаметр обрабатываемой поверхности (мм);
y - величина резания резца (мм);
![]() -
величина перебега резца (мм).
-
величина перебега резца (мм).
1. иСХОДНЫЕ ДАННЫЕ
|
Материал изделия |
ЭИ925 |
|
Состояние материала |
Н |
|
Состояние обрабатываемой поверхности |
Без корки |
|
Размер поверхности до обработки |
99 |
|
Размер поверхности после обработки |
100 |
|
Допуск на изготовление размера |
H8 |
|
Шероховатость после обработки Rz , мкм |
8 |
|
Модель станка |
1620 |
|
Закрепление заготовки |
Патрон |
|
Материал инструмента |
Твёрдый сплав |
|
Стойкость инструмента |
60 |
|
Охлаждение |
Без охлаждения |
2 ВыБОР ТИПА РЕЗЦА, ЕГО ОСНОВНЫХ РАЗМЕРОВ И ГЕОМЕТРИИ
Выбор типа резца, его основных размеров, марки инструментального материала пластинки для его оснащения и геометрии заточки производится по методике, изложенной в [1] с использованием приложений. По приложению найдем, что обрабатываемый материал относится к труднообрабатываемым материалам. ЭИ925 имеет твердость НВ>1000 МПа. При чистовой обработки такого материала инструментом из твёрдой стали, рекомендуется применить сталь ВК60М. Обрабатываемое отверстие в заготовке является сквозным, поэтому целесообразно использовать расточной резец для сквозных отверстий.
Станок 1620 допускает применение резцов с максимальным размером державки В*Н=25*25.
По приложению [1] выбираем резец с параметром В*Н=25*25, L=200мм.
Для оснащения таких резцов пластинами рекомендуется пластины формы 0.2 и 0.6. Так как С=(0,16-0,20)Н=4.5, то для оснащения резца следует использовать пластину №0223 [1] приложение 2.
Геометрию заточки
резца выбираем из [1] приложение 2. Форма
поверхности плоская с фаской, главный
угол в плане =![]() ,
вспомогательный угол в плане
,
вспомогательный угол в плане
![]() ,
радиус при вершине резца r=0,04
(Н+В)=2мм, передний угол =
,
радиус при вершине резца r=0,04
(Н+В)=2мм, передний угол =![]() ,
задний угол =
,
задний угол =![]() ,
задний вспомогательный угол
,
задний вспомогательный угол
![]() ,
фаска на передней поверхности
f=0,015(Н+В)=0,75мм, угол на
фаске
,
фаска на передней поверхности
f=0,015(Н+В)=0,75мм, угол на
фаске
![]() ,
угол наклона главной режущей кромки
,
угол наклона главной режущей кромки
![]() ,
допустимая величина износа
,
допустимая величина износа
![]() .
.
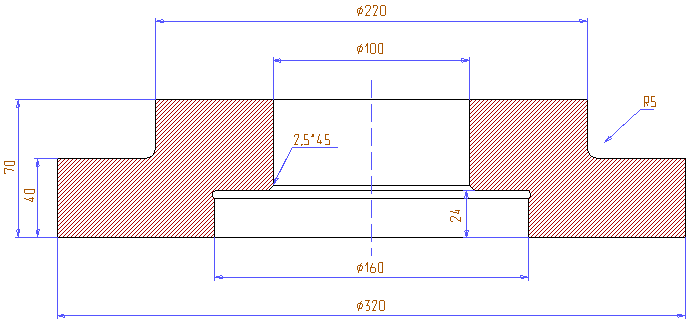
3 ВЫБОР ГЛУБИНЫ РЕЗАНИЯ
Согласно заданию (рис.1).
![]() .
При чистовой обработке с шероховатостью
.
При чистовой обработке с шероховатостью
![]() весь припуск следует снимать за один
проход, т.е. принимается t
=
весь припуск следует снимать за один
проход, т.е. принимается t
=![]() 0.5мм.
0.5мм.
4 ВЫБОР ПОДАЧИ
4.1 РАСЧЕТ ПОДАЧИ ПО ПРОЧНОСТИ МЕХАНИЗМА СТАНКА
 .
.
По паспортным
данным станка 1620 [1] приложение 1
![]() .
.
Для стали
ЭИ925
![]() ;
;
![]()
В соответствии
с [1] для резцов принимаем
![]() и ориентировочной
и ориентировочной
![]() .
.
Определяем:
![]() ,
тогда
,
тогда
![]() .
.
4.2 РАСЧЕТ ПОДАЧИ НА ПРОЧНОСТЬ ПО ДЕРЖАВКИ РЕЗЦА
 .
.
По [1]
![]() .
.
По [2]
приложение 2 d=19мм,
![]() =70мм.
=70мм.
Принимаем
![]()
Тогда:
![]() .
.
4.3 РАСЧЕТ ПОДАЧИ ПО ЖЕСТКОСТИ СИСТЕМЫ «СПИД» В СВЫЗИ С ЗАДАННОЙ ТОЧНОСТИ ОБРАБОТКИ
 ,
где принимаем
,
где принимаем
![]() ,
,![]() .
.
По приложению
4 находим
![]() ,
,
![]()
Тогда:
![]() .
.
Значит:
![]() .
.
4.4 РАСЧЕТ ПОДАЧИ ПО ЗАДАННОЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
 .
.
В [1] находим
что при обработки стали
![]() .
Выбранный резец имеет
.
Выбранный резец имеет
![]() ;
глубина t=0.5мм.
;
глубина t=0.5мм.
В приложении
4 находим
![]() .
.
Следовательно:
![]() .
.
5 ВЫБОР НАИБОЛЕЕДОПУСТИМОЙ ТЕХНОЛОГИЧЕСКИ ДОПУСТИМОЙ ПОДАЧИ
Расчетами получили
![]()
![]()
![]()
![]()
Из этих
подач меньшей является
![]() Из имеющихся у станка подач надо выбрать
равную ей или ближайшую меньшую. Для
станка 1620
Из имеющихся у станка подач надо выбрать
равную ей или ближайшую меньшую. Для
станка 1620
![]() Эта подача и будет наибольшей технологически
допустимой, то есть
Эта подача и будет наибольшей технологически
допустимой, то есть
![]()
6 ВЫБОР СКОРОСТИ РЕЗАНИЯ
Частота вращения шпинделя станка определяется по формуле:
![]() .
.
По заданию Т=60 мин; D=99 мм.
По приложению 4 находим:
![]()
Определяем:
![]()
Тогда:
![]() .
.
Сравним минутные подачи для этих ступеней.
![]() .
.
![]() .
.
Ближайшая
меньшая имеющаяся на станке
![]() ,
,
значит
![]() ,
,
![]() .
.
Таким образом
наивыгоднейшим режимом резания будет:
![]()
Действительная
скорость резания:
![]() .
.
7 ПРОВЕРКА ВЫБРАННОГО РЕЖИМА РЕЗАНИЯ ПО КРУТЯЩЕМУ МОМЕНТУ НА ШПИНДЕЛЕ СТАНКА
Условие
проверки:
![]() .
.
![]() .
.
Для станка
1620 при
![]()
![]() .
.
Отсюда
следует, что
![]() ,
то есть условие проверки выполнено.
,
то есть условие проверки выполнено.
Следовательно, станок может выполнять выбранный режим резания.
8 ОПРЕДЕЛЕНИЕ МАШИННОГО ВРЕМЕНИ ОБРАБОТКИ
![]() ,
где
,
где
![]() ,
так как
,
так как
![]() .
.
Принимаем:
![]() .
.
Тогда
![]() .
.
9 ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ РЕЖУЩИХ СВОЙСТВ ИНСТРУМЕНТА
![]() или
или
![]() .
.
10 ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ЗАГРУЗКИ СТАНКА ПО МОЩНОСТИ
![]() ,
где
,
где
![]() ,
,
тогда
![]() ,
или
,
или
![]() .
.
Список использованных источников
-
Лепилин В. И., Зайцев В. М. “Режимы резания авиационных материалов при точении” Куйбышев КуАИ, 1988г. стр95.
-
Лепилин В. И., Зайцев В. М. “Режимы резания авиационных материалов при точении. (Исходные и нормативные материалы)” Куйбышев КуАИ, 1988г. стр58.
-
Лепилин В. И., Зайцев В. М. “Режимы резания авиационных материалов при точении. (способы и примеры расчета)” Куйбышев КуАИ, 1988г. стр60.