

-
Выбор типа резца, его основных размеров и геометрии
Характеристики инструмента в значительной степени определяют уровень режимов резания, и поэтому прежде чем приступить к их расчету, необходимо выбрать вид и тип, материал, размеры, конструкцию и геометрию инструмента.
Выбор типа и
конструкции резца, его основных размеров,
марки инструментального материала
пластинки для его оснащения и геометрии
заточки производится с использованием
приложений. По справочным таблицам
[прил.3 /1] найдем, что обрабатываемый
материал относится к легированным
хромомарганцевым сталям. Сталь 35ХГ2 в
отожженном и отпущенном состоянии
имеет![]() ,
что соответствует пределу прочности
,
что соответствует пределу прочности
![]() .
.
Исходя из того,
что состояние обрабатываемой поверхности
соответствует «корке», но шероховатость
после обработки и величина припуска на
обработку
![]() ,
по справочным таблицам [прил.2 /1] находим,
что при получистовой обработке при
непрерывном резании рекомендуется
использовать резец из сплава Т15К6.
Обрабатываемая поверхность на заготовке
ограничивается уступом, поэтому
целесообразно использовать прямой
упорный резец.
,
по справочным таблицам [прил.2 /1] находим,
что при получистовой обработке при
непрерывном резании рекомендуется
использовать резец из сплава Т15К6.
Обрабатываемая поверхность на заготовке
ограничивается уступом, поэтому
целесообразно использовать прямой
упорный резец.
Станок 1П61 [прил.
1 /1] допускает применение резцов с
максимальным размером сечения державки
![]() ,
поэтому по таблице [прил.2 /1] выбирается
резец с параметрами
,
поэтому по таблице [прил.2 /1] выбирается
резец с параметрами
![]() ,
,
![]() .
Для оснащения таких резцов рекомендуются
твердосплавные пластины формы 07. Так
как толщина пластинки должна быть:
.
Для оснащения таких резцов рекомендуются
твердосплавные пластины формы 07. Так
как толщина пластинки должна быть:
![]() ,
используем пластинку
для оснащения резца №0729.
,
используем пластинку
для оснащения резца №0729.
Выбираем геометрию заточки резца [прил.2 /1]:
|
форма передней поверхности: |
плоская с фаской |
|
|
главный угол в плане: |
=90 |
|
|
вспомогательный угол в плане: |
1=10 |
|
|
радиус при вершине резца: |
|
|
|
передний угол: |
=10 |
|
|
задний угол: |
=10 |
|
|
задний вспомогательный угол: |
1=10 |
|
|
угол наклона главной режущей кромки: |
=0 |
|
|
допускаемая величина износа: |
h3=0,6 мм |
|
|
фаска на передней поверхности |
|
|
|
угол на фаске |
|
|
-
Выбор глубины резания
Согласно исходным
данным
![]() ,
,![]() .
При данной шероховатости обработанной
поверхности и припуске обработку
рекомендуется производить в один проход.
Принимаем глубину резания:
.
При данной шероховатости обработанной
поверхности и припуске обработку
рекомендуется производить в один проход.
Принимаем глубину резания:
![]() .
.
-
Выбор подачи
-
Расчет подачи по прочности механизма подачи станка
-
Рассчитывается по формуле:
По паспортным
данным станка 1П61 находим:
![]() .
.
Сталь 35ХГ2 относится к легированным хромомарганцевым сталям.
По табличным данным [прил.3 /1] находим:
– механические характеристики:
Е=210000 МПа;
в=763 МПа.
– значения коэффициентов и показателей:
С´Pz=3000;
xPz=1,0;
yРz=0,75;
zРz= – 0,1;
KPz=0,89;
KrPz=0,95;
KhPz=1,05;
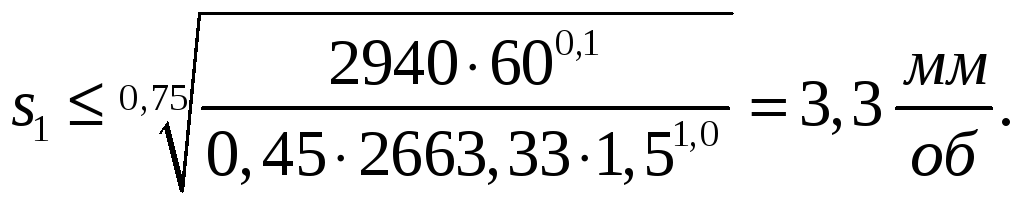
Принимаем для резцов с γ > 0: К1 = 0,45 и ориентировочно – V = 60 м/мин.
Определяем СPz = C’Pz·KφPz·KrPz·KhPz = 3000 · 0,89 · 0,95 · 1,05 = 2663,33.
Тогда
-
Расчет подачи по прочности державки резца
Рассчитывается по формуле:
 ,
,
где момент сопротивления равен:
![]()
Нами было принято: В = 20 мм; Н = 32 мм; [σu] = 250 МПа; К2 = 1,5;
![]() =
=
![]() =
48 мм.
=
48 мм.
Тогда
![]()
-
Расчёт подачи по жёсткости системы спид в связи с заданной точностью обработки

Для вала Ø 48 и h11 по стандарту 25346-89 δ = 0,04. Принимаем К5 = 0,75.
По прил. 3 находим: С’Py = 2430; xPy = 0,9; yPy = 0,6; zPy = -0,15; KφPy = 0,5;
KrPy = 1,33; KhPy = 1,0. Тогда CPy = 2430·0,5·1,33·1,0 = 1616.
Податливость детали, закрепленной в центрах,
![]()
Податливость станка с высотой центров 170 мм при закреплении детали в центрах:

Момент инерции державки резца:
![]()
Податливость резца принимаем:
![]()
Тогда
