

1.7. Трудовой процесс: его содержание
и требования к организации труда
Трудовой процесс — это совокупность действий исполнителей по целесообразному изменению предмета труда. Его организация призвана обеспечить выполнение заданной работы с минимальными затратами рабочего времени, эффективное использование оборудования, оснастки и инструментов, высокое качество продукции.
Содержание трудового процесса определяется совокупностью методов и приемов труда работника (группы работников), необходимых для выполнения работы по всем ее стадиям: получение задания; информационная и материальная подготовка работы; непосредственное трудовое участие в процессе преобразования предметов труда в соответствии с производственной или функциональной технологией; сдача выполненной работы.
Трудовой процесс классифицируется по ряду признаков, среди которых можно выделить следующие:
1. Назначение и характер выпускаемой продукции.
В соответствии с этим признаком трудовые процессы делятся на основные и вспомогательные. Такая классификация влияет на выбор форм организации труда рабочих, норм труда, методов их установления.
2. Тип организации производства.
По этому признаку трудовые процессы подразделяются на индивидуальные, мелкосерийные, серийные, крупносерийные, массовые. Данная классификация имеет определяющее значение для
51
выбора форм организации производственных и трудовых процессов, систем обслуживания рабочих мест, требований к точности нормативов и норм.
3. Характер участия рабочих в производственном процессе.
В зависимости от этого признака трудовые процессы подразделяются на ручные, ручные механизированные, машинно-ручные, машинные, автоматизированные и аппаратурные
Кручным относятся процессы, выполняемые работниками вручную или с помощью немеханизированных орудий труда (например, навернуть гайку на винт вручную или с помощью ключа, окрасить изделие кистью).
Кручным механизированным — процессы, выполняемые работниками с использованием механизированного инструмента (например, закручивание гайки с помощью пневмогайковерта или сверление отверстия электродрелью).
К машинно-ручным — процессы, выполняемые машиной или механизмом при непосредственном участии рабочего, который прилагает конкретные усилия для управления рабочими органами машины.
К машинным — процессы, выполняемые на станках или другом оборудовании. Здесь участие рабочего заключается в управлении машиной.
Автоматизированные процессы выполняются на машинах, у которых движение рабочих органов, а также управление ими выполняются автоматически по заранее заданной программе, с помощью средств вычислительной техники. Роль рабочего сводится к контролю над ходом процесса.
К аппаратурным относятся процессы, протекающие в специальном оборудовании, под воздействием тепловой, электрической, химической или других видов энергии. Рабочий лишь контролирует и регулирует ход процесса.
Рациональность и качество трудового процесса на всех его стадиях обеспечиваются применяемыми методами выполнения отдельных элементов, позволяющих снижать физические нагрузки,
52
создавать удобства в работе, исключать ненужные движения и действия, избегать многократных поворотов корпуса в процессе работ, облегчать учетные и контрольные операции и другие виды работ с помощью средств технологической и организационной оснастки.
В основе трудового процесса лежит технология производства. Поэтому эффективность работы зависит не только от исполнителя, но и от конструкции оборудования, организационной и технологической оснастки.
При проектировании трудового процесса, должны учитываться
следующие основные принципы:
оптимального содержания;
параллельности работы оборудования и человека;
экономии движений;
ритмичности и автоматизма движений;
оптимальной интенсивности труда.
Оптимальность содержания трудового процесса означает включение в его состав лишь тех элементов, которые обеспечивают наиболее благоприятное для работающего сочетание умственной и физической нагрузок, равномерную загрузку различных органов и ритмичность трудового процесса. Это достигается путем оптимизации технологического и функционального разделения труда, проектирования оборудования и оснастки с учетом требований эргономики, правильного нормирования, обеспечивающего оптимальную интенсивность и ритмичность работы.
Параллельность работы оборудования и человека заключается в обеспечении одновременной работы человека и машины либо нескольких машин, одновременного участия в трудовом процессе обеих рук, а если требуется, то и одновременной работы рук и ног рабочего. С точки зрения физиологии, параллельные действия различных органов не повышают утомления человека, а при частичном совмещении действий и наличии некоторых микропауз способствуют снижению утомления. Соблюдение данного требования означает проектирование такого трудового процесса, при котором
53
подготовительно-заключительная работа, обслуживание рабочих мест, часть вспомогательных операций выполняются во время работы оборудования.
Экономия движений ориентирует на такую организацию трудового процесса, которая позволяет осуществлять работу меньшим количеством простых и коротких движений за счет использования обратных движений после перемещения предметов, соблюдения постоянства расположения предметов труда и инструмента. Для достижения данного требования необходима рациональная конструкция оборудования и оснастки, оптимальная планировка рабочих мест.
Ритмичность и автоматизм движений являются предпосылками для снижения утомления за счет приблизительного равенства затрат энергии на протяжении смены и в каждый отрезок времени. Такой ритм основывается на продуманной, хорошо освоенной, привычной последовательности приемов и движений. Автоматизм позволяет концентрировать внимание на наиболее быстром, эффективном и качественном выполнении производственного задания.
Оптимальная интенсивность труда заключается в установлении на основе психофизиологических и экономических исследований такой степени загрузки работника, которая обеспечивает высокую производительность труда при нормальной величине нервного и физического напряжения на основе чередования мышечных и нервных нагрузок, перемене видов его деятельности.
Соблюдение перечисленных принципов является главным условием высокопроизводительного труда, требует тщательного подхода к проектированию содержания трудового процесса и методов его осуществления применительно к конкретным производственным условиям.
Это требование становится все более актуальным по мере механизации и автоматизации производственных процессов. В результате методы и приемы выполнения трудовых процессов, во-первых, все более зависят от конструкции оборудования, организационной
54
и технологической оснастки, а во-вторых, претерпевают изменения, так как уменьшается объем непосредственного участия человека в производственном процессе путем приложения физической силы и увеличивается объем функций по наблюдению, управлению, регулированию и контролю над ходом технологического процесса.
В целях сокращения затрат на изготовление продукции и снижения издержек производства необходимо правильно организовать трудовой процесс. Для этого требуется установить взаимосвязь его элементов, их рациональную последовательность и регламент выполнения.
С технологической точки зрения трудовой процесс подразделяется на следующие компоненты: операции, установы, позиции, переходы, проходы.
Под операцией понимается законченная часть технологического процесса по обработке одного или одновременно нескольких предметов труда, выполняемая на одном рабочем месте одним или группой рабочих либо без их участия. Операция является основным объектом планирования, учета, контроля производственного процесса, а также нормирования труда. Ее состав в трудовом процессе зависит от типа производства, уровня применяемой техники и технологии, сложности выпускаемых изделий (выполняемых работ). При проектировании и анализе операций их состав рассматривают по технологическому и трудовому признакам.
Установ—часть технологической операции, выполняемая при неизменном закреплении детали.
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
Переход — законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Проходом называется повторяющаяся часть перехода, состоящая из однократного перемещения инструмента относительно
55
заготовки (или наоборот), при котором происходит изменение формы, размеров, чистоты поверхности или свойств предмета труда.
Для проектирования рациональной организации трудового процесса и расчета норм недостаточно разделения трудового процесса по технологическому признаку. Знание последовательности протекания технологического процесса и порядка выполнения тех или иных переходов и проходов не позволяет спроектировать наиболее рациональный и производительный способ ее выполнения. Поэтому технологическое разделение трудового процесса должно дополняться его разделением и по трудовому признаку (рис. 2).
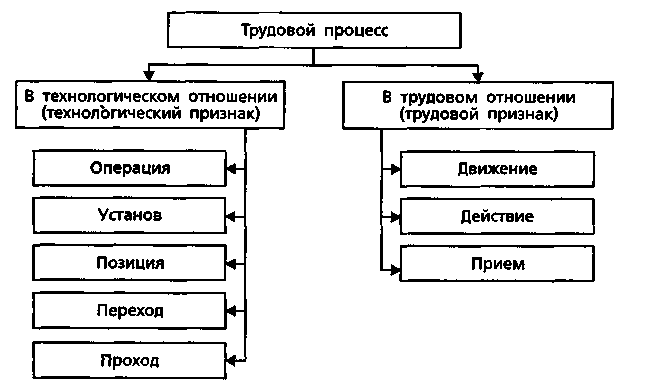
Рис. 2. Состав трудового процесса
В целях изучения, анализа и проектирования содержания и последовательности, способа выполнения и длительности элементов операции, последние подразделяются на трудовые движения, действия и приемы. Степень расчленения операции до того или иного элемента зависит от требуемой точности анализа и проектирования.
Трудовое движение является наиболее дифференцированным элементом расчленения операции. Оно представляет собой одно-
56
кратное перемещение рабочего органа исполнителя (корпуса, ног, рук, кистей рук, пальцев) с целью взятия, перемещения, совмещения, освобождения предмета, поддержания его в состоянии покоя. Процесс выполнения всех этих действий, как правило, контролируется органами чувств, которые корректируют их направленность, скорость и точность.
Трудовые движения классифицируются по видам, способу выполнения, технологическому содержанию и точности. При выполнении ручных операций все они сочетаются и выполняются в определенной последовательности.
По видам движения различают: хватательные — направленные на то, чтобы схватить или захватить пальцами тот или иной предмет, орган управления оборудованием; поддерживающие — сохранение достигнутого в результате других действий положения предмета труда в пространстве; переместительные — перемещение предмета труда или органа управления оборудованием после того, как было совершено хватательное движение (переместить взятый в руку предмет в любой плоскости); освободительные — освобождение руки от предметов или органов управления оборудованием (разжать и отнять руку).
По способу выполнения движения классифицируются на движения рук, ног, корпуса, головы, глаз.
По точности движения подразделяются на свободные, не требующие мышечного и умственного контроля (переместить предмет в приблизительном направлении или к неопределенному точно месту), которые после большого количества повторений в процессе работы выполняются обычно механически, и приноровитель-ные — требующие мышечного и умственного контроля, чтобы определить точное местоположение предмета, который должен быть взят последним движением (протянуть руку к очень мелкому предмету или к предмету, который нужно аккуратно взять).
Трудовое действие — это совокупность трудовых движений, выполняемых без перерыва одним или несколькими рабочими органами исполнителя, плавно переходящих одно в другое. Например,
57
действие «взять деталь» включает несколько движений (протянуть руку к детали, опустить ее, захватить деталь пальцами). Трудовое действие характеризуется одним частным целевым назначением и постоянством предметов и орудий труда. Оно обычно не имеет полной технологической законченности и поэтому обязательно должно быть связано с последующими действиями рабочего. Например, трудовое действие «взять деталь» должно иметь технологическую законченность, то есть подразумевает в дальнейшем другие действия (установить на станок, положить в ящик и т.д.), иначе оно не имеет практического смысла.
Трудовой прием представляет собой законченную совокупность трудовых действий исполнителя, объединенных одним целевым назначением и постоянством предметов и орудий труда. Приемы бывают основными, если их целью является непосредственное влияние на технологический процесс, и вспомогательными, которые совершаются для выполнения основных. Например, прием «установить деталь в патрон станка» имеет законченное и целевое назначение, состоит из нескольких последовательных движений.
Основные цели расчленения операций на элементы — изучение и измерение затрат рабочего времени, выявление факторов, от которых зависит продолжительность выполнения каждого элемента, установление рациональной последовательности и способов выполнения элементов операции, расчет норм времени. Особенно это важно в массовом и крупносерийном производствах, где предъявляются высокие требования к точности и обоснованности норм, оптимальной организации трудового процесса на рабочих местах.