

![]() Задание.
Задание.
Разработать бизнес план по организации производственного участка по изготовлению детали.
Деталь-
Материал-
Цена материала-
Цена отходов-
Масса детали-
Масса заготовки-
Годовая программа выпуска-
Операции технологического процесса:
Технологический потенциал
1.1 Расчёт производственной программы и её трудоёмкости.
Для определения общей трудоёмкости программы определяем трудоёмкость каждой операции по формуле:
![]() (1)
(1)
где,
N-годовая программа выпуска;
tшт.- норма времени на операцию.
Таблица 1 сводная ведомость выполнения трудоёмкости программы.
Операция технологического процесса |
Годовая программа выпуска шт. |
Норма времени на операцию мин. |
Трудоёмкость
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.2 Расчёт необходимого количества оборудования и его загрузки.
Необходимое количество оборудования для выполнения планового производственного задания определяется для каждой технологической операции по формуле:
![]() (2)
(2)
где,
Т-трудоёмкость;
Fном.- годовой номинальный фонд времени работы оборудования=4015часов
Kвн.- коэффициент выполнения нормы=1,1
Рассчитываем коэффициент загрузки оборудования:
![]() (3)
(3)
где,
Срасчёт.- расчётное количество оборудования;
Сприн.- принятое количество оборудования.
![]()
Вывод:
Таблица 2.
Ведомость оборудования и его загрузки.
Наименование технологической операции |
Расчётное количество оборудования |
Принятое количество оборудования |
Коэффициент загрузки |
Токарная |
|
|
|
Сверлильная |
|
|
|
Шлифовальная |
|
|
|
Агрегатная |
|
|
|
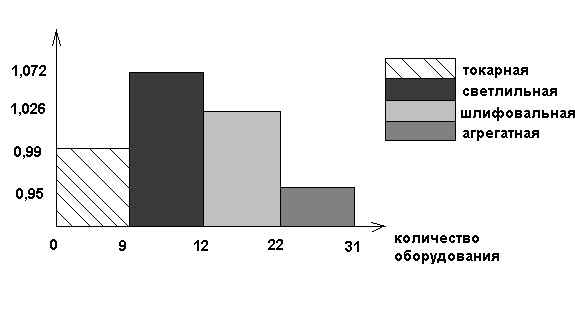
Таблица 3.
Сводная ведомость оборудования и его загрузки.
Наименование технологической операции |
Принятое количество оборудования шт. |
Мощность двигателя кВт |
Оптовая цена оборудования руб. |
ТЗР руб. |
Первоначальная стоимость руб. |
||
одного |
всех |
Одного станка |
Всего оборудования |
||||
Токарная |
|
|
|
|
|
|
|
Сверлильная |
|
|
|
|
|
|
|
Шлифовальная |
|
|
|
|
|
|
|
Агрегатная |
|
|
|
|
|
|
|
Итого: |
|
|
|
|
|
|
|
ТЗР принимаем в размере 12% от оптовой цены.