

4. Проектный и проверочный расчеты закрытой передачи
Общая последовательность действий при решении данной задачи следующая:
- выбор материала колес, термообработки и определение допускаемого контактного и изгибного напряжений.
- определение межосевого расстояния.
- назначение нормального модуля передачи,
- назначение угла наклона зубьев (в пределах 8…200) и определение чисел зубьев колеса и шестерни.
- уточнение угла наклона зубьев.
- определение основных геометрических размеров колес.
- проверочный расчет зубьев на контактную выносливость.
- проверочный расчет зубьев на изгибную выносливость.
- проверочный расчет зубьев при перегрузках.
Рассмотрим особенности и необходимые справочные данные для реализации указанной последовательности действий.
При выборе материала зубчатых колес следует учитывать назначение проектируемой передачи, условия эксплуатации, требования к габаритным размерам и возможную технологию изготовления колёс. Основным материалом для изготовления зубчатых колёс является сталь. Необходимую твердость в сочетании с другими механическими характеристиками (а, следовательно, желаемые габариты и массу передачи) можно получить за счет назначения соответствующей термической или химико-термической обработки стали.
В условиях индивидуального и мелкосерийного производства, в мало и средненагруженных передачах, а также в передачах с большими габаритами колес (когда термическая обработка их затруднена) обычно применяют стали с твердостью не более 350 НВ, которая обеспечивается нормализацией или термоулучшением материала. При этом возможно чистовое нарезание зубьев непосредственно после термообработки с высокой точностью изготовления, а при работе передачи обеспечивается хорошая прирабатываемость зубьев без хрупкого разрушения их при динамических нагрузках.
В условиях крупносерийного и массового производства целесообразно применять зубчатые колеса с высокотвердыми зубьями. При твердости более 350 НВ её обычно выражают в единицах Роквелла − НRC (1 HRC = 10 НВ).
Такая твердость обеспечивается после проведения упрочняющих видов термической и химико-термической обработки: закалки (объемной или поверхностной), цементации с последующей закалкой, азотирования и др.
Рекомендуемые для изготовления зубчатых колес марки конструкционных сталей, виды их термообработки и соответствующие основные механические характеристики приведены в таблице 4. При этом важно, чтобы размеры заготовок колес (диаметр Dзаг и толщина обода или диска Sзаг) не превышали предельных значений.
Расчет на усталость рабочих поверхностей зубьев колес при циклических контактных напряжениях базируется на экспериментальных кривых усталости, которые обычно строят в полулогарифмических координатах (рис. 4).
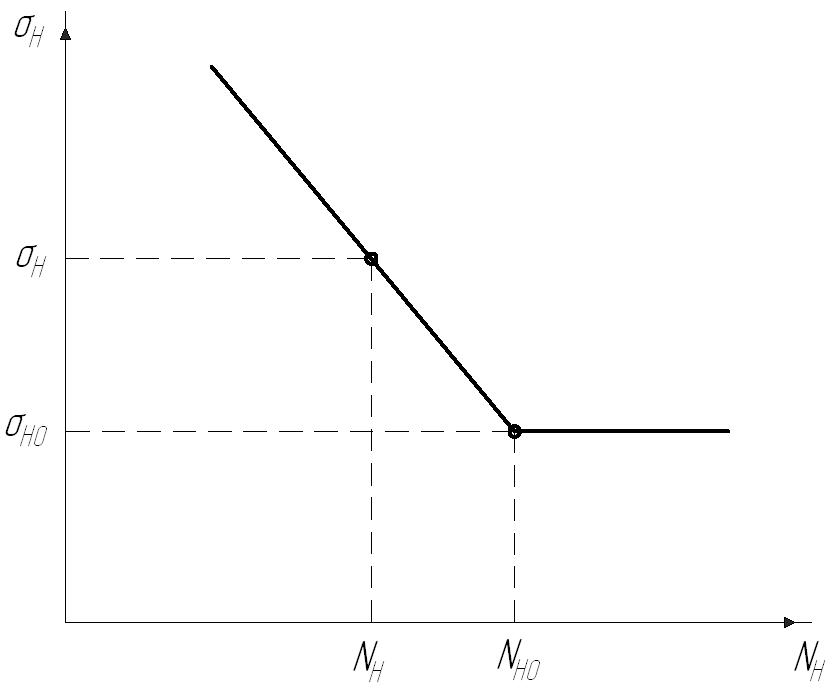
Рис. 4
Здесь: σH − наибольшее напряжение цикла, NH − число циклов нагружений, σH0 − предел выносливости материала, NH0 − базовое число циклов (абсцисса точки перелома кривой усталости).
Таблица 4. Типовые материалы для стальных зубчатых колес, виды их термообработки и механические характеристики
Марка материала |
Размер сечения, мм., не более |
Механические свойства (после термообработки при поверхностной закалке в и относятся к сердцевине) |
Термообработ-ка*** |
Относительная стоимость материала |
|||
твердость |
предел прочности в, МПа |
предел текучести , МПа |
|||||
поверхности |
сердцевины |
||||||
Заготовка – поковка (штамповка или прокат)
и прокат) |
|||||||
45 |
80 |
НВ170…217 |
- • |
600 |
340 |
Н |
1,0 |
|
100 |
Н182...240 |
- |
750 |
450 |
У |
|
|
60 |
Н241…285 |
- |
850 |
580 |
У |
|
50 |
80 |
HB179…228 |
- |
630 |
350 |
Н |
|
|
80 |
НВ228…255 |
- |
750 |
530 |
У |
1,0 |
40Х |
100 |
HB230…260 |
- |
850 |
550 |
У |
|
|
60 |
НВ260…280 |
- |
950 |
700 |
У |
1,2 |
|
80 |
HRC45…50 |
- |
1500 |
1300 |
ЗО |
|
|
80 |
HRC45…50 |
HRC26…30 |
1000 |
750 |
З(ТВЧ) |
|
|
60 |
HRC50...59 |
HRC26…30 |
1000 |
800 |
З, А |
|
40ХН |
150 |
НВ235…265 |
- |
850 |
550 |
У |
|
|
125 |
НВ25С…280 |
- |
900 |
600 |
У |
1,4 |
|
125 |
НВ265…295 |
- |
950 |
700 |
У |
|
|
125 |
HRC48…54 |
HRC28…32 |
950 |
700 |
У, 3(ТВЧ) |
|
|
40 |
HRC48…54 |
- |
1600 |
1400 |
ЗО |
|
35ХГСА |
150 |
НВ235…265 |
- |
150 |
550 |
У |
|
|
60 |
НВ270 |
- |
980 |
880 |
У |
1,5 |
|
40 |
НВ310 |
- |
1100 |
960 |
У |
1,5 |
|
30 |
HRC45…53 |
- |
1700…1950 |
1350...1600 |
ЗО, НО |
|
20Х |
60 |
HRC56…62 |
НВ187 |
650 |
400 |
Ц, З, НО |
1,2 |
12ХНЗА |
60 |
HRC56…63 |
HRC30…35 |
900 |
700 |
Ц, З, НО |
3 |
25ХГТ |
60 |
HRC56…63 |
HRC35…40 |
1150 |
950 |
Ц, З, НО |
1,5 |
18Х2Н4МА |
80 |
HRC56…63 |
HRC32…42 |
1200 |
1000 |
Ц, З, НО |
3,0 |
38ХМЮА |
- |
HRC57…67 |
HRC30…35 |
1050 |
900 |
А |
3,0 |
Заготовка - литье |
|||||||
45Л |
- |
НВ207…235 |
|
550 |
320 |
H |
1,0 |
40ХЛ |
- |
HRC45…55 |
HB200...350 |
650 |
500 |
3,0 |
1,3 |
35ХМЛ |
- |
HRC45…55 |
НВ200…300 |
750 |
550 |
3,0 |
1,5 |
Примечания:
* В обозначениях сталей первые цифры - содержание углерода в сотых долях процента: буквы - легирующие элементы, Г - марганец. М – молибден, Н – никель, С - кремний, Т - титан, X – хром, Ю - алюминий; цифры после буквы - процент содержания этого элемента, если оно превышает 1%. Обозначение высококачественных легированных сталей дополняется буквой А; стального литья - буквой Л в конце.
** При нормализации, улучшении, объемной закалке твердости поверхности и сердцевины близки. Ориентировочно НВ 0,285*в.
*** В столбце термообработка приняты следующие обозначения: А – азотирование, З – закалка, ЗО - закалка объемная, З (ТВЧ) - закалка ТВЧ; Н - нормализация; НО - низкий отпуск; У – улучшение, Ц – цементация, О - отпуск.