

Необходимое число станков на каждую операцию будем рассчитывать согласно [1] с. 15 формула 3.1
 (1.1)
(1.1)
Норму времени для каждой операции определим согласной [2] c.146 приложение 1
 ,
(1.2)
,
(1.2)
Количество операций выполняемых на рабочем месте определяем согласно [1] с. 13 формула 3.3
 ,
(1.3)
,
(1.3)
Таблица 1.1. Сводная таблица для расчета типа производства.
Оперция |
d, м |
l, м |
T0, мин |
φк |
Tшт.-к, мин |
mp |
P |
ηз.ф. |
О |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
005. Фрезерная |
- |
104 |
0,832 |
1,51 |
1,2563 |
0,368 |
1 |
0,368 |
2,04 |
010. Зенкерная |
30 |
22 |
0,1386 |
1,51 |
0,2093 |
0,061 |
1 |
0,061 |
12,2 |
015. Развертывание |
30 |
22 |
0,5676 |
1,51 |
0,8571 |
0,251 |
1 |
0,251 |
2,99 |
020. Токарная черновая |
104 |
50 |
1,092 |
1,5 |
1,638 |
0,48 |
1 |
0,48 |
1,56 |
025. Токарная черновая |
54 |
28 |
0,326 |
1,5 |
0,489 |
0,143 |
1 |
0,143 |
5,23 |
030. Токарная чистовая + снятие фасок |
104 |
50 |
0,884 |
1,5 |
1,326 |
0,389 |
1 |
0,389 |
1,93 |
035. Токарная чистовая + снятие фасок |
54 |
28 |
0,2295 |
1,5 |
0,3443 |
0,101 |
1 |
0,101 |
7,44 |
040. Зубофрезерная |
104 |
50 |
0,35 |
1,27 |
0,4445 |
0,13 |
1 |
0,13 |
5,76 |
 Окончание
таблицы 1.1.
Окончание
таблицы 1.1.
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
045. Зубодолбёжная |
20 |
25 |
2,5 |
1,27 |
3,175 |
0,93 |
1 |
0,93 |
0,81 |
050. Шлифовальная |
104 |
50 |
11,5 |
1,55 |
17,825 |
5,223 |
4 |
1,306 |
0,57 |
055. Шлифовальная |
54 |
25 |
2,3 |
1,55 |
3,565 |
1,045 |
1 |
1,045 |
0,72 |
060. Зубохонинговальная |
50 |
50 |
1,5 |
1,27 |
1,905 |
0,558 |
1 |
0,558 |
1,34 |
065. Зубохонинговальная |
20 |
25 |
0,3 |
1,27 |
0,381 |
0,112 |
1 |
0,112 |
6,72 |
070. Шлифовальная |
30 |
22 |
0,1 |
1,55 |
0,155 |
0,045 |
1 |
0,045 |
16,5 |
|
|
|
|
|
|
|
17 |
|
65,9 |

Согласно ГОСТ 3.1121-84 такой коэффициент соответствует крупносерийному производству.
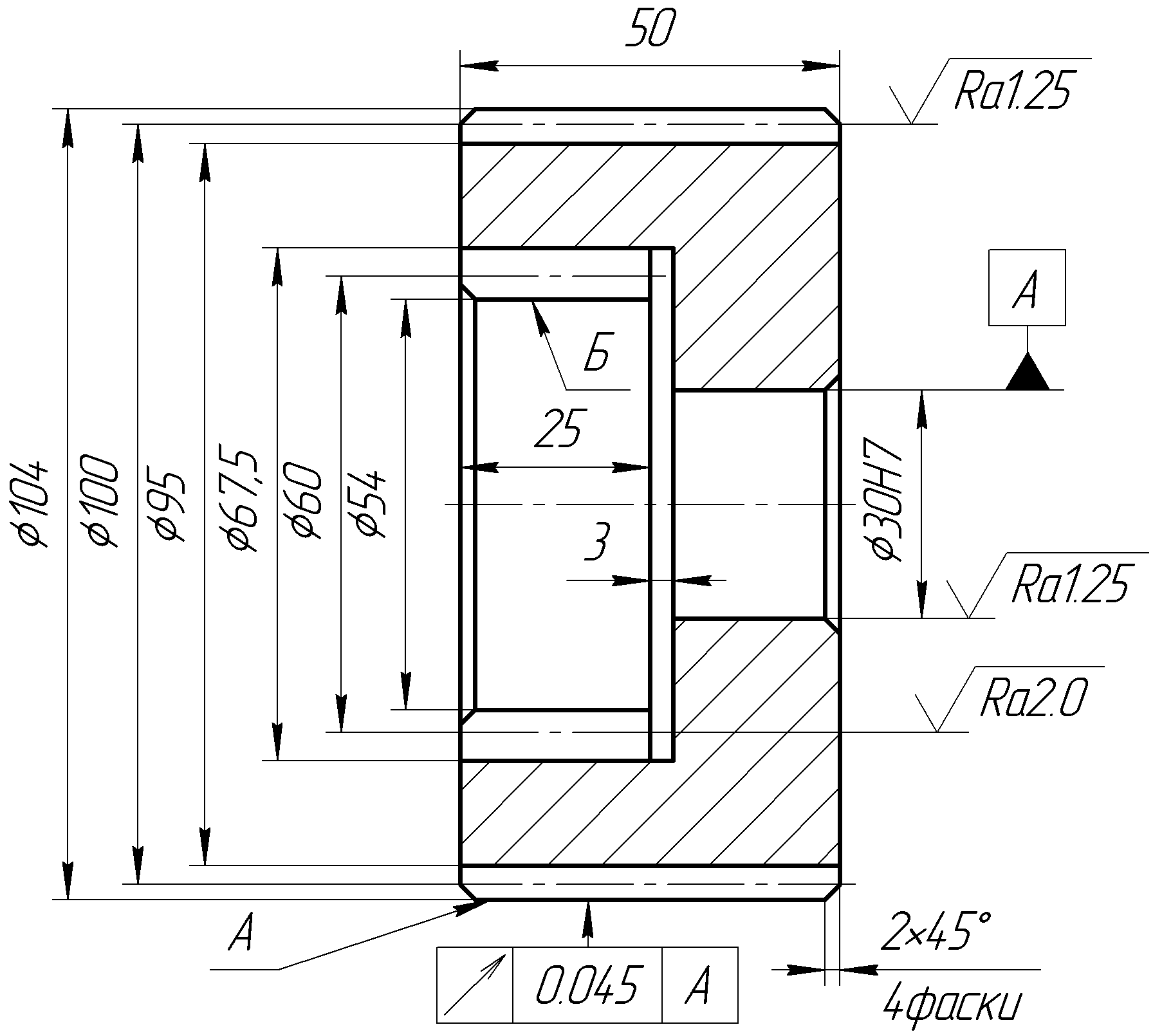
Рисунок 1.1. Зубчатое колесо
005. Фрезерная операция (горизонтально- фрезерный станок марки 6Р81Г) То = 0,004∙d = 0.004∙208 = 0.832 мин где То- основное время, мин; d- наибольший диаметр заготовки, мм.
|
Рисунок 1.2 |
То = 0,00021∙d∙l = 0,00021∙30∙22= 0.1386 мин
|
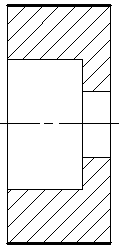
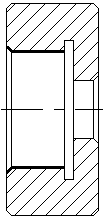
Рисунок1.3 |
015. Развёртывание (вертикально сверлильный станок марки 2М112) То = 0.00086∙d∙l=0.00086∙30∙22=0.5676 мин |
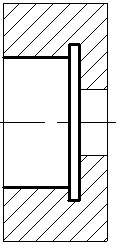
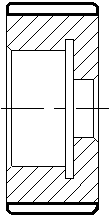
Рисунок 1.4 |
020. Черновое точение (токарно- копировальный многорезцовый полуавтомат 1Н713) То = 0,00021·d·l = 0,00021·104·50 = 1.092 мин. |
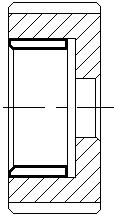
Рисунок 1.5 |
025. Черновое точение + точение канавки (токарно- копировальный многорезцовый полуавтомат 1Н713). То = 0,00021·d·l = 0,00021·(25·54+67.5·3)= 0.326 мин
|
Рисунок 1.6 |
То = 0,00017·d·l = 0,00017·104·50 = 0.884 мин |
Рисунок 1.7 |
035. Чистовое точение + снятие фасок (токарно- копировальный многорезцовый полуавтомат 1Н713). То = 0,00017·d·l = 0,00017·54·25 = 0.2295 мин |
Рисунок 1.8 |
040. Зубофрезерная операция (вертикальный зубофрезерный станок для цилиндрических колес 5В312). То = 0,007·1 = 0,007·50 = 0.35мин.
|
Рисунок 1.9 |
045. Долбление (зубодолбежный полуавтомат марки 5В12) То = 0,1·1 = 0,028·25 = 2.5 мин
|
Рисунок 1.10 |
То = 0.0046·z·1 = 0,0046·50·50 =11.5 мин где l – длина зуба; z – число зубьев
|
Рисунок 1.11 |
055. Зубошлифовальная (плоскошлифовальный станок с круглым столом марки 3Д740В) То = 0.0046·z·1 = 0,0046·25·20 =2.3 мин |
Рисунок 1.12 |
060. Зубохонинговальная (зубохонинговальный полуавтомат 5В913) То = 0.0006·z·1 = 0,0006·50·50 =1.5 мин |
Рисунок 1.13 |
065. Зубохонинговальная (зубохонинговальный полуавтомат 5В913) То = 0.0006·z·1 = 0,0006·25·20 =0.3 мин |
Рисунок 1.14 |
То = 0.00015·d·1 = 0,00015·30·22 =0.1 мин |
|
 010.
Зенкерование
(вертикально сверлильный станок марки
2М112)
010.
Зенкерование
(вертикально сверлильный станок марки
2М112)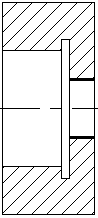
 030.
Чистовое точение + снятие фасок
(токарно-
копировальный многорезцовый полуавтомат
1Н713).
030.
Чистовое точение + снятие фасок
(токарно-
копировальный многорезцовый полуавтомат
1Н713).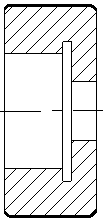
 050.
Зубошлифовальная (плоскошлифовальный
станок с круглым столом марки 3Д740В)
050.
Зубошлифовальная (плоскошлифовальный
станок с круглым столом марки 3Д740В)
 070.
Зубошлифовальная (плоскошлифовальный
станок с круглым столом марки 3Д740В)
070.
Зубошлифовальная (плоскошлифовальный
станок с круглым столом марки 3Д740В) Рисунок 1.15
Рисунок 1.15