

1.4.5 Разрезка абразивными кругами
Режущим инструментом при абразивной разрезке является диск из абразивных зёрен и связующего вещества, которое выполняет двоякую роль: удерживает зёрна при резании и высвобождает их после изнашивания. В качестве абразива используют электрокорунд или карбиды кремния на вулканитовой или бакелитовой связке.
Выпускаются абразивные круги диаметром 300–600 мм, толщиной 0,5–4 мм.
Характеристика круга включает следующие параметры: размеры (внешний диаметр, толщину, диаметр отверстия), вид абразивного материала, зернистость, вид связки, твёрдость, структуру. Параметры характеристики круга выбирают в зависимости от вида разрезаемого металла, режимов резания, требований к качеству поверхности среза. Круги изготавливают на бакелитовой (Б), вулканитовой (В) и металлической связке, армируют стеклотканью, капроном и другими материалами. Абразивный материал выбирают в зависимости от вида разрезаемого материала. Для разрезки сталей рекомендуют круги из электрокорунда. Зернистость выбирают в зависимости от режима работы и требуемой шероховатости и точности поверхности реза. Для разрезания сталей применяют круги с менее крупным зерном, чем для цветных сплавов. Твёрдость круга должна быть такой, чтобы при работе абразивные зёрна выкрашивались по мере затупления, образовывались новые режущие грани и обнажались новые зёрна.
Преимущества
абразивной разрезки: высокая геометрическая
точность и малая шероховатость поверхности
среза (![]() мкм),
возможность разрезки высокопрочных
металлов любой твёрдости, высокая
производительность. Производительность
разрезки углеродистых и конструкционных
сталей абразивными кругами равна 240
см2/мин,
быстрорежущих равна 120 см2/мин,
коррозионностойких 30 см2/мин.
мкм),
возможность разрезки высокопрочных
металлов любой твёрдости, высокая
производительность. Производительность
разрезки углеродистых и конструкционных
сталей абразивными кругами равна 240
см2/мин,
быстрорежущих равна 120 см2/мин,
коррозионностойких 30 см2/мин.
На абразивно – отрезных станках разрезают круглый прокат с сечением до 200 мм, трубы до 600 мм.
1.4.6 Электрические способы резки
Схема установки для анодно – механической резки представлена на рисунке 1.21. Способ резки отличается тем, что металл в зоне резки не только разогревается трением, но и расплавляется электрохимической дугой.
Электроэнергия подводиться к диску и к заготовке от трансформатора. Расплавленный металл выносится из прорези вращающимся диском. В применяемых на производстве установках для этого способа резки диск вращается с частотой 2200 об/мин, сила тока до 1000 А, рабочее напряжение до 20 В.
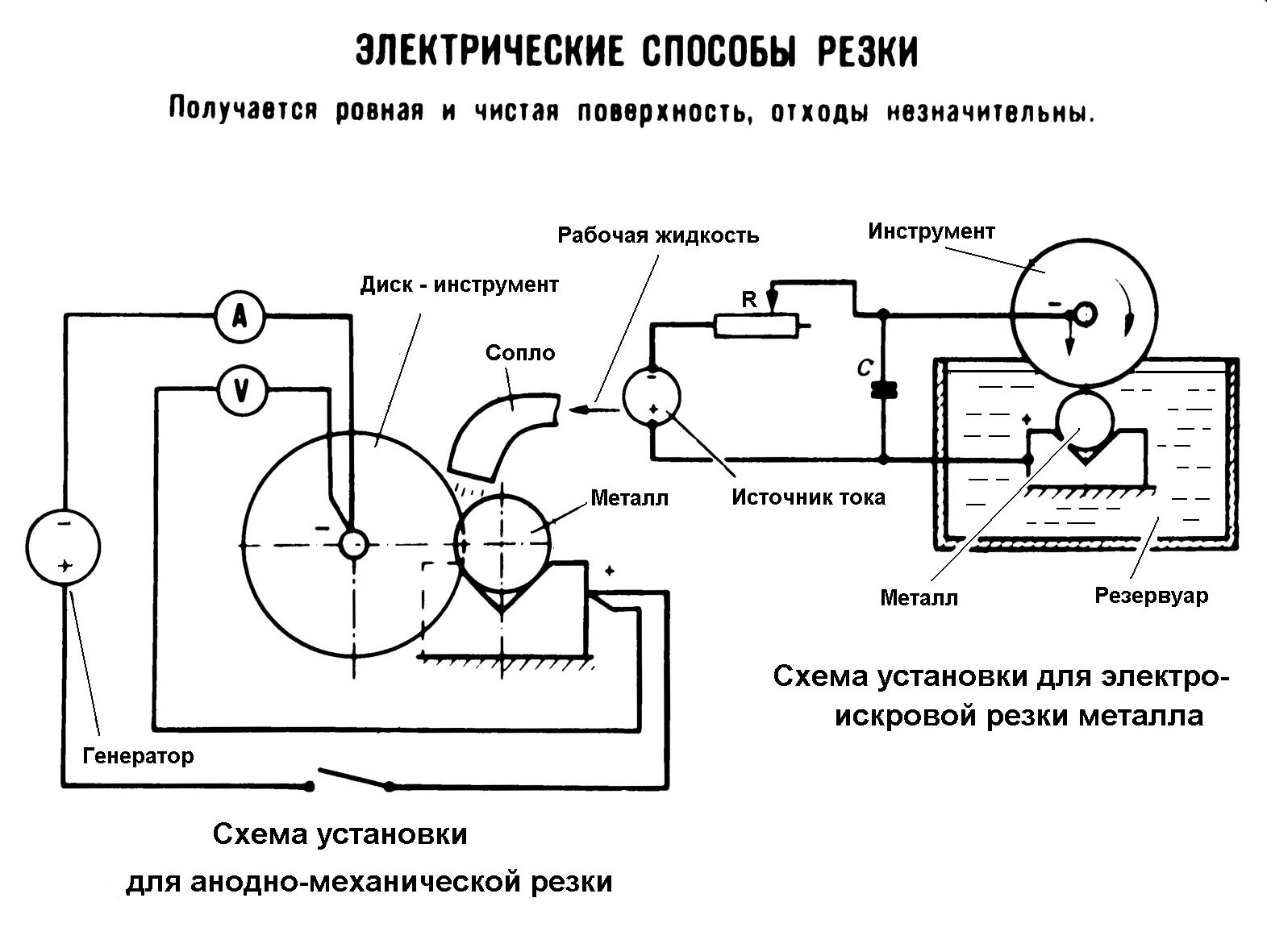
Рисунок 1.21 – Схемы электрических способов резки
Производительность резки электрохимической дисковой пилой в несколько раз выше, чем резки обычной пилой трения, шум при работе меньше. Ширина прорезей не превышает 3 мм. К преимуществам способа относятся применение дешёвого и несложного инструмента, работа на переменном токе невысокого напряжения, низкие удельные усилия на инструменте (30–50 Мпа).
Недостатки способа: низкая частота поверхности реза, изменения структуры металла в широкой зоне теплового влияния, необходимость защитного устройства от брызг металла и светового излучения.
Способ применяется для резки сортового проката из легированных сталей до диаметра 240 мм, труб и толстых алюминиевых листов. При диаметре диска 1000 мм применяют скорость 30 м/с.
Электроэрозионная (электроискровая) резка осуществляется дисковым или ленточным инструментом в ванне с жидким диэлектриком (керосин, вода и др.). В зазоре между инструментом – катодом и разрезаемой заготовкой возникают часто повторяющиеся импульсы электрического разряда. Источник постоянного тока заряжает через сопротивления конденсатор, который несколько сотен раз в секунду разряжается через искровой промежуток между прутком и инструментом. В зоне реза, в микрообъёмах разрезаемого металла плотность тока достигает сотен тысяч ампер на 1 мм2, температура повышается до 10000 ºС, и происходит плавление, сгорание и испарение металла (рисунок 1.21).
Способ пригоден для разрезания трудно деформируемых металлов. Обеспечивает возможность отрезки очень коротких заготовок и высокое качество резки. Недостатком способа является малая стойкость инструмента, большой расход энергии.