

1.2.2 Магниевые сплавы
Делятся на 4 группы:
1. Малой прочности (σв = 170–230 МПа), рабочая температура детали не превышает 150 ºС МА1;
2. Средней прочности (σв = 230–260 МПа), рабочая температура детали – меньше 350 ºС МА3, МА2;
3. Высокой прочности (σв = 260–340 МПа), МА2–1, МА5;
4. Жаропрочные МА11 с рабочей температурой 200–400 ºС
Химический состав определяется ГОСТ 14957–76.
1.2.3 Титановые сплавы
В зависимости от назначения и физико – механических свойств разделяются на четыре группы:
Сплавы малой прочности (σв ≤ 600 МПа).
Технический титан ВТ 1–0 , ВТ 1–00, низколегированный сплав ОТ 4–1.
Сплавы средней прочности (σв = 600–1000 МПа)
К ним относятся среднелегированные сплавы ОТ4, ВТ6. Применяются без термической обработки.
Высокопрочные сплавы (σв > 1000 МПа)
Применяют в термически обработанном состоянии (ВТ14, ВТ16, ВТ20).
Жаропрочные ВТ 3–1, ВТ9, ВТ18.
Химический состав сплавов регламентирован ГОСТ 19807–91.
1.2.4 Медные сплавы
Латуни – сплавы меди с цинком как основной легирующей добавкой. Введение цинка повышает механические свойства меди: возрастают σв и σт , твёрдость и относительное удлинение. Отличаются технологичностью, хорошей деформируемостью, легко обрабатываются резанием.
Латуни бывают (ГОСТ 15527–2004):
Простые – Л60–Л96. Число показывает процентное содержание меди в сплаве.
Специальные или многокомпонентные.
К ним относятся алюминиевые – ЛА77–2, ЛАН 59–3–2; кремневые – ЛК 80–3; марганцевые – ЛМц 58–2; никелевые ЛН 65–5; оловянные – ЛО70–1; свинцовые – ЛС 74–3.
Бронзы – сплавы меди, содержащие в качестве основной легирующей добавки какой либо металл, кроме цинка.
Предназначены для изготовления силовых коррозионно – стойких деталей и арматуры, а также деталей, работающих на трение.
Химический состав регламентирован ГОСТ 18175–78.
Бронзы бывают:
алюминиевые – Бр.А5, Бр.АЖ9–4;
бериллиевые – Бр.Б2;
кремниевые – Бр.КМц3–1;
марганцевые – Бр.Мц5.
1.3 Заготовки для ковки и штамповки
Исходными заготовками для ковки и штамповки являются кузнечные слитки, блюмы и сортовой прокат.
Слитки являются исходным материалом для изготовления крупных сплошных, массивных пустотелых и кольцеобразных поковок (зубчатых колёс, валов, колон, тяг, барабанов и др.). На рисунке 1.1 представлены возможные формы выпускаемых кузнечных слитков, а на рисунке 1.2 схема его строения.

Рисунок 1.1 – Возможные формы кузнечных слитков
Слиток нормальной формы имеет верхнюю (прибыльную), среднюю (в виде расширяющейся к верху пирамиды с углом наклона боковой грани 30’–1º) и нижнюю (донную) части. Поперечное сечение средней части имеет форму правильного многоугольника с числом сторон 4–12. Грани многоугольника вогнуты внутрь по всей высоте. Отношение длинны средней части слитка к среднему поперечному размеру обычно составляет 1,8–2,5.

Рисунок 1.2 – Схема строения стального слитка
В продольном разрезе строение слитка отражает последовательность процесса затвердевания стали после заливки её в изложницу (рисунок 1.2). Слиток неоднороден не только по своему кристаллическому строению (зональная ликвация), но и по кристаллическому составу (дендритная ликвация).
Степень ликвации отдельных элементов обусловлена характером диаграммы состояния сплава.
Наиболее сильно ликвируют сера и фосфор, значительно меньше – кремний и марганец. Углерод занимает промежуточное место. Степень ликвации уменьшается при быстром затвердевании слитка с последующим медленным его охлаждении. Ликвация увеличивается с увеличением количества примесей, размеров слитка, растворённых газов.
Дефектами слитка являются:
Зональная и дендритная ликвация;
Усадочная раковина (рисунок 1.3);
В процессе затвердевания металла в последнюю очередь расплав затвердевает в верхней части слитка. Вследствие усадки металла при этом образуется усадочная раковина. Ниже её расположены усадочные пустоты и усадочная рыхлость. На размеры усадочной раковины влияет форма слитка (рисунок 1.3).

Рисунок 1.3 – Основные дефекты стальных слитков
Газовые пузыри (рисунок 1.3)
В жидком металле содержаться растворённые газы, поглощенные при плавке из атмосферы печи и в результате химических реакций. При охлаждении стали растворённые газы выделяются из металла. Однако часть их остаётся и в твёрдом металле в виде газовых пузырей различных видов и величины.
Плены
Это металлическая корка на поверхности слитка, не имеющая металлической связи с основным металлом. Образуются в результате разбрызгивания струи стали при заливке слитков сверху.
Трещины
По направлению трещины бывают поперечные и продольные, а по расположению – наружные и внутренние. Возникают вследствие несоблюдения технологии охлаждения слитков в изложницах.
Флокены – участки металла с мелкими переплетенными извилистыми трещинами.
Возникают вследствие внутренних температурно – объёмных изменений при застывании слитка и при охлаждении после прокатки или ковки. Основная причина – выделение водорода в отдельных микрообъёмах при охлаждении слитка.
В качестве заготовок под штамповку применяются стальной прокат в виде обжатой болванки (блюма), по ГОСТ 4692–75, квадратная заготовка с прямыми или закруглёнными углами по ГОСТ 4693–77, сталь горячекатаная круглая по ГОСТ 2590–2006 и квадратная по ГОСТ 2591–88, сталь калиброванная круглая по ГОСТ 7417–75, различный профильный прокат, периодический прокат, трубы бесшовные и др.
На рисунке 1.4 представлены виды металлопроката для операций штамповки.
Продольная прокатка (рисунок 1.5) применяется для получения круглого, квадратного, фасонного и профильного проката. Обжатые болванки (блюмы) производят на двухвалковом реверсивном стане (блюминге), схема которого представлена на рисунке 1.6.
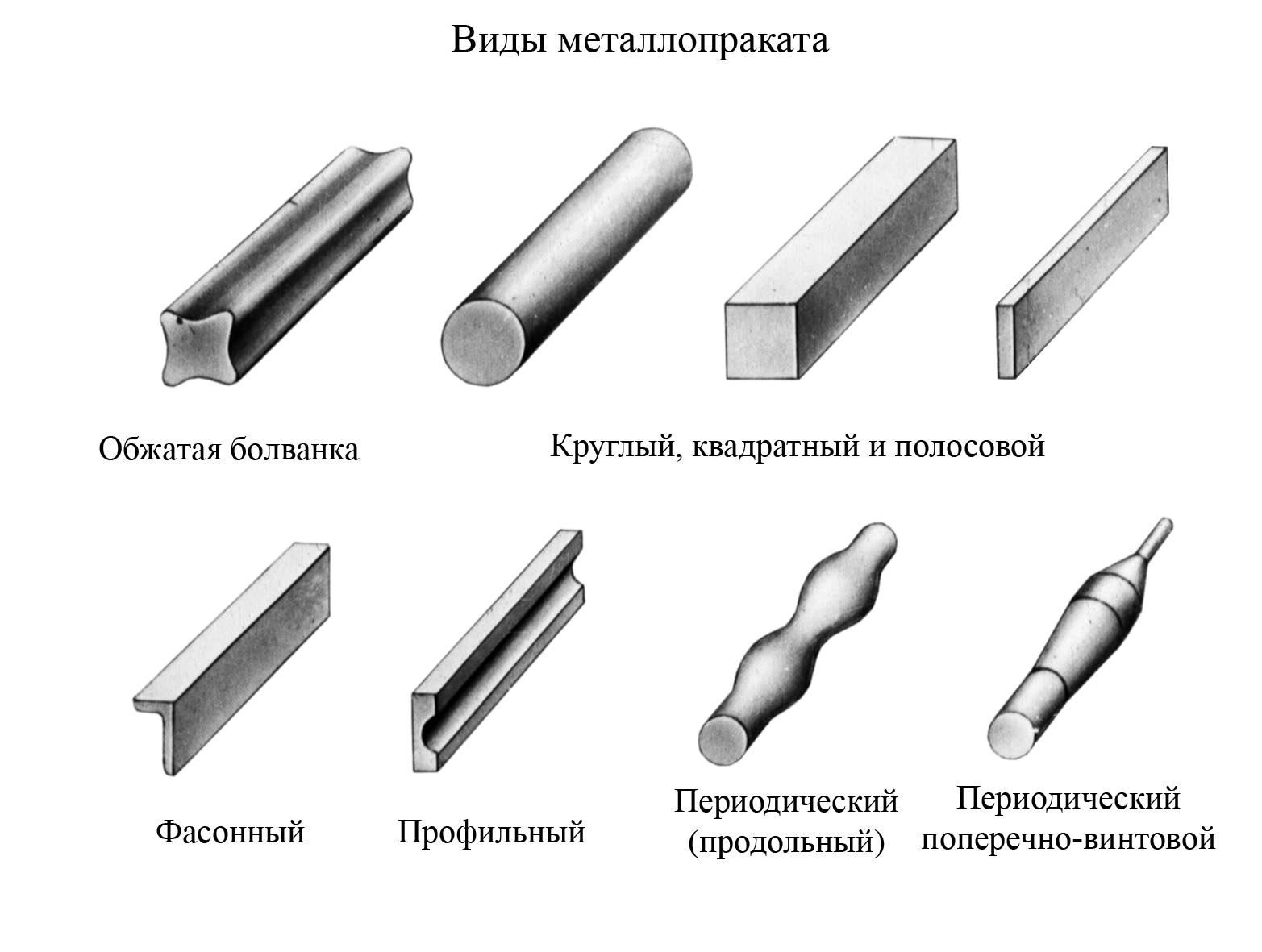
Рисунок 1.4 – Виды металлопроката

Рисунок 1.5 – Схема продольной прокатки заготовки:
h0, h1 – высота заготовки до и после прокатки соответственно;
α – угол захвата.

Рисунок 1.6 – Схема двухвалкового реверсивного блюминга:
1 — рабочая клеть; 2 — верхний валок; 3 — манипулятор;
4 — универсальные шпиндели; 5 — главные электродвигатели.
При заказе периодического проката следует учитывать два метода его получения: поперечную прокатку и продольную. При поперечной прокатке изготавливают прокат только круглого профиля с диаметром, изменяющимся вдоль оси прутка (рисунок 1.7а), а при продольной – прокат, форма поперечного сечения которого может изменяться вдоль оси прутка и может быть любого профиля (рисунок 1.7б).
Дефекты сортового проката и блюмов:
Долевые царапины и риски на поверхности глубиной 0,2–0,5 мм.
Возникают в результате неисправности прокатного инструмента (неправильная установка проводок).
Волосины – тонкие, не просматриваемые до дна трещины глубиной 0,5–1,5.
Образуются в результате раскатки подкорковых пузырей в длину проката.

Рисунок 1.7 – Производство сортового периодического проката
Заусенцы.
Получаются в результате не размещения металла прутка в калибре.
Плены толщиной до 1,5 мм в виде наслоения металла, не имеющего связи с основной массой.
Возникают от подрезания калибром валка боковой поверхности прутка, когда его ширина немного больше ширины калибра.