

5 Штамповка на кгшп
5.1 Особенности штамповки
Кривошипные горячештамповочные прессы (КГШП) изготавливают с номинальным усилием до 110 МН. Основные параметры и размеры КГШП усилием 6,3–63 МН представлены в ГОСТ 6809–70. На рисунках 5.1 и 5.2 представлены общий вид и типовая конструкция кривошипного горячештамповочного пресса.

Рисунок 5.1 – Общий вид кривошипного горячештамповочного пресса
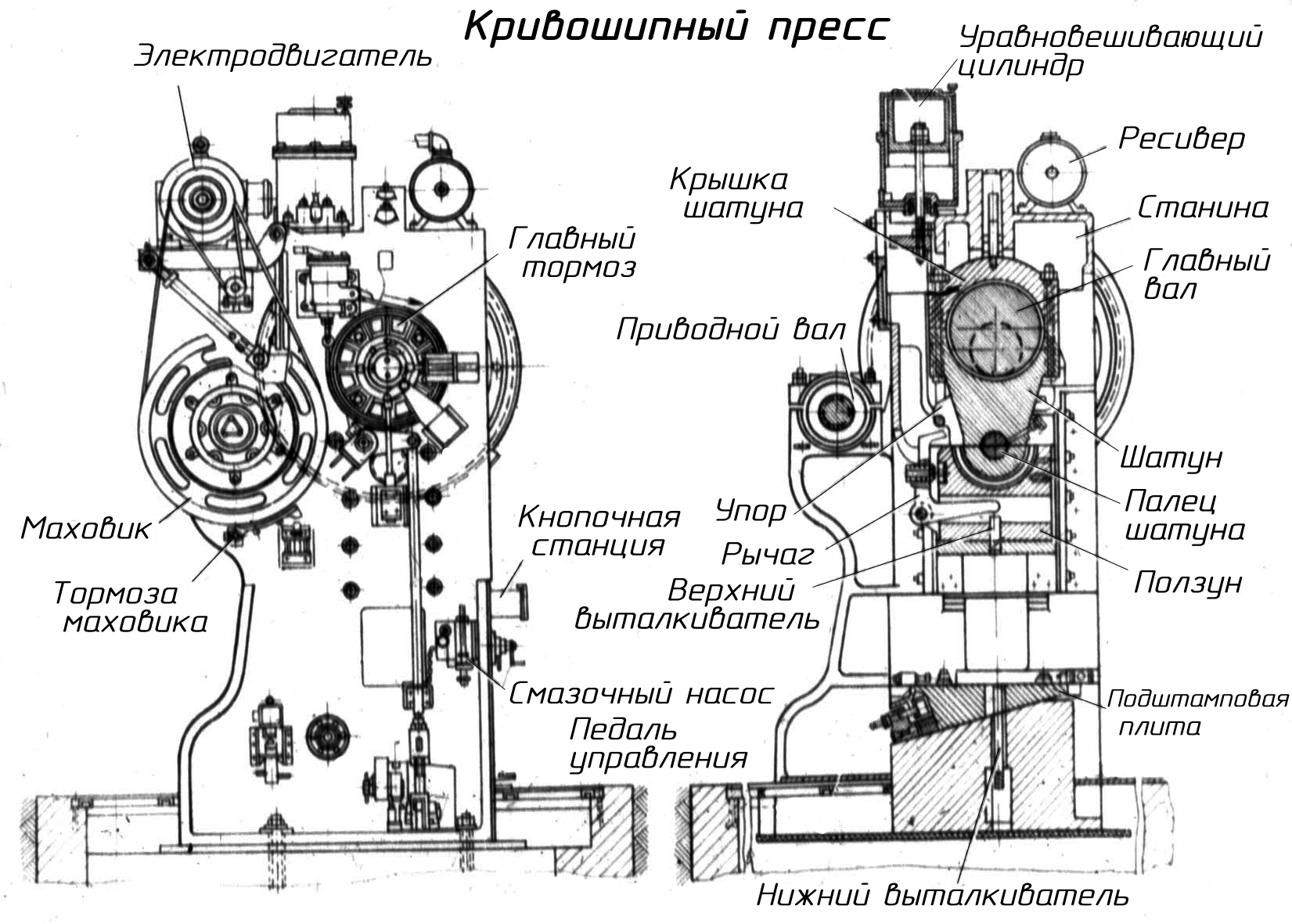
Рисунок 5.2 – Типовая конструкция КГШП
Кинематическая и пневматическая схема пресса представлена на рисунке 5.3.

Рисунок 5.3 – Кинематическая и пневматическая схема КГШП
Кривошипные горячештамповочные прессы предназначены для выполнения операций горячей штамповки и характеризуются значительными по величине силовыми и энергетическими показателями. КГШП имеет преимущественно цельнолитые массивные станины рамного типа, жесткий кривошипно-шатунный механизм с направляющими, верхний и нижний выталкиватель и регулировку закрытой высоты штампового пространства.
В отличие от молота, ползун пресса имеет жесткий график движения, фиксированное положение в верхней и нижней мертвых точках. Скорость ползуна в 10–15 раз меньше скорости движения бабы молота. Высокая жесткость конструкции, отсутствие ударных нагрузок – основные преимущества по сравнению с молотом:
более высокая производительность за счет строгого постоянства хода ползуна;
более высокая точность штамповки из-за наличия высокой жесткости станины;
сокращение расхода металла на поковку;
отсутствие ударных нагрузок дает возможность механизации и автоматизации процесса;
стойкость штампов выше из-за отсутствия ударных нагрузок;
использование труда меньшей квалификации;
более низкая себестоимость поковок.
Конструктивные преимущества:
упрощение фундамента под пресс и упрощение конструкции цеха вследствие отсутствия динамических нагрузок;
стоимость электроэнергии выше стоимости пара.
Недостатки КГШП:
невозможность выполнения заготовительных операций подкатки и протяжки;
возможность заклинивания ползуна в нижней мертвой точке вследствие переполнения ручья;
стоимость пресса выше стоимости молота.
Особенности течения металла при штамповке на КГШП
Основное отличие в течении металла состоит в образовании заусенца. При штамповке на молоте заусенец образуется за несколько ударов с последовательным подхолаживанием металла в зоне мостика и созданием подпора в зоне течения металла, способствующего лучшему течению металла. При штамповке на КГШП заусенец образуется за один ход пресса, куда вытекают наиболее нагретые слои металла заготовки, при этом ухудшается заполняемость ручья.
При штамповке на молоте нижняя часть поковки находится более длительное время в контакте со штампом, чем верхняя, что приводит к подхолаживанию металла в этом месте. Верхняя половина заполняется лучше нижней.
При штамповке на КГШП заполняемость верхней и нижней частей штампа одинаковы.
Большая начальная скорость при штамповке на молотах вследствие действия инерционных нагрузок способствует лучшему заполнению штампа выдавливанием.
Особенности штамповки на КГШП приводят к различию в конструкциях ручьев:
количество штамповочных ручьев при штамповке на КГШП увеличивается на единицу – фасонировочный ручей;
смещение плоскостей разъема внутренних и наружных объемов поковки.