

Разработка конструкций режущего и вспомогательного инструментов для фрезерных операций
Разработка конструкции ри для фрезерования стружечных канавок зубьев
Для фрезерования стружечных канавок зубьев зенкера улиточного проектируем угловую фрезу с неперетачиваемыми быстросъемными пластинами из твердого сплава типа Т15К6.
В качестве аналога принимаем специальную фрезу фирмы SANDVIK Coromant (дисковую угловую фрезу). Преимуществом данной фрезы является разделение снимаемого припуска на 3 элемента:
1- торцевая пластина R5;
2,3- радиальные пластины (верхняя и нижняя).
Это позволяет улучшить стружкообразование, увеличить подачу на зуб фрезы и скорость резания. Применение твердого сплава, по сравнению с быстрорежущей сталью, также позволяет увеличить указанные параметры резания.
Марка твердого сплава пластин GC235 (SANDVIK)(примерно соответствует твердому сплаву Т15К6). Тип пластины LNE-нейтральная (применяется как правая, так и левая).

Рисунок 26
Ширина пластины: s=14,287 мм;
Длина пластины: l=28,575 мм;
Толщина пластины: iW=9,525 мм;
Радиус при вершине пластины (поз.3): rε=5 мм.
Пластины имеют 4 режущие кромки, которые при затуплении можно менять путем поворота этих пластин.
Крепление пластин осуществляется винтом с тороидальной головкой, которая уперается в фаску отверстия пластины.
Задний угол у всех пластин равен 5°,передний угол равен 5°30'.
Преимущество фрез с неперетачиваемыми быстросъемными пластинами из твердого сплава по сравнению с цельными или с напайными пластинами из твердого сплава в постоянных параметрах режущей кромки, в отсутствие необходимости их переточки, в возможности замены или переустановки пластин, не снимая инструмент со станка.
Корпус изготавливается из инструментальной легированной стали типа 9ХС ГОСТ 1435-85 и термообрабатывается до HRC 50…55.
Диаметр отверстия под оправку – ø 60Н6.
Диаметр фрезы:
 .
.
С учетом угла 61°30' фрезы принимаем по стандартному ряду Dфр=250мм.
Разработка конструкции вспомогательного инструмента
В качестве вспомогательного инструмента для угловой фрезы Dфр=250мм применяется оправка с поддерживающей втулкой и хвостовиком конусностью 7:24 для горизонтально - фрезерных станков ГОСТ 15068-78.
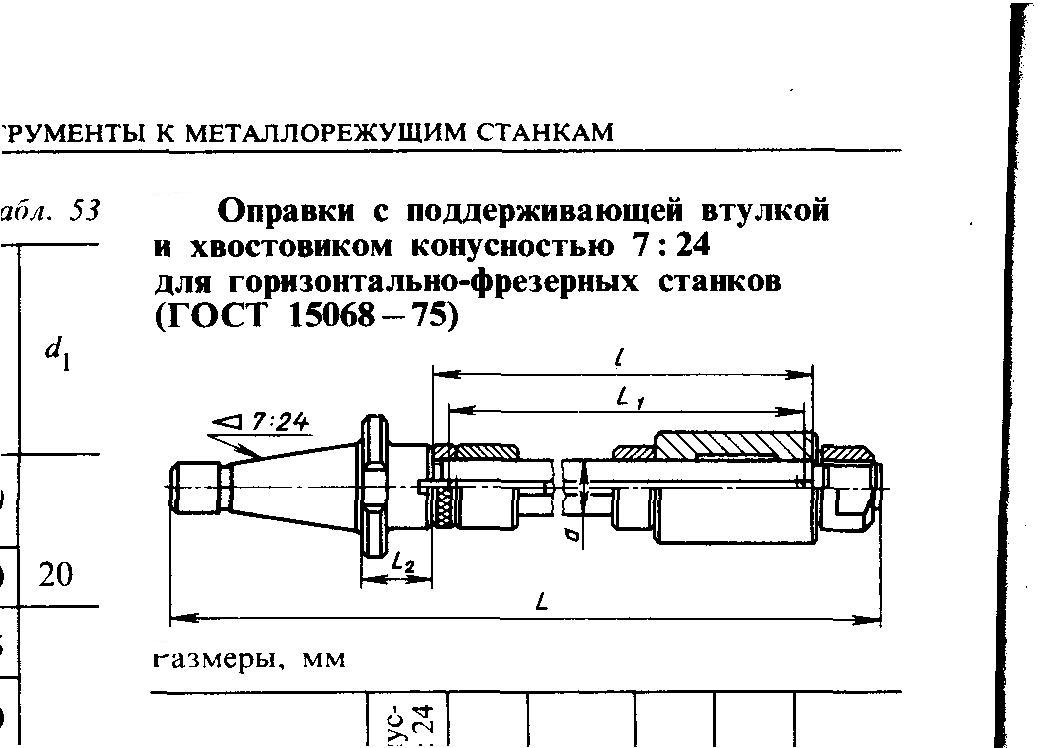
Рисунок 27
Условное обозначение: Оправка 6225-0187 ГОСТ 15068-75.
Оправка имеет хвостовик с конусностью 7:24 №50, который вставляется в шпиндель станка, посадочный диаметр под фрезу d=60мм. Длина оправки L=870мм.
Данная оправка состоит из самой оправки, комплекта проставочных колец, буксы, гайки и двух шпонок. Комплект проставочных колец позволяет устанавливать фрезу в определенное место относительно шпинделя и серьги станка с учетом жесткости обработки.
Разработка конструкции ри для фрезерования паза 36×90°
Для фрезерования паза 36×90° глубиной 4+0,5мм проектируем специальную концевую фрезу с быстросменными неперетачиваемыми пластинами из твердого сплава типа Т15К6. В качестве аналога принимаем концевую фрезу для фасок T-MAX 45° фирмы SANDVIK Coromant.
Фреза состоит из корпуса с конусом Морзе №4, трех пластин четырехгранной формы с задними углами α=11°, главным углом в плане φ=45°.
Корпус изготавливается из инструментальной легированной стали типа 9ХС ГОСТ 1435-85 и термообрабатывается до HRC 50…55.
Крепление пластин также осуществляется винтом с тороидальной головкой.
Данной фрезой обрабатывается одновременно дно паза и углы 45° в размер 36мм. Также ее можно использовать для торцевого фрезерования.