

Вертикально - фрезерный станок с крестовым столом и чпу 6520ф3-36
Назначение: станок предназначен для фрезерования по программе разнообразных заготовок сложной формы торцовыми, конусными, угловыми и фасонными фрезами. Класс точности станка Н.
Краткая техническая характеристика:
Таблица 25
Пределы частот вращения шпинделя Число скоростей шпинделя Мощность ЭД Число оборотов в минуту ЭД |
31,5-1600 мин-1 18 4 кВт 950 мин-1 |
Анализ ПГД:
Кинематическая схема
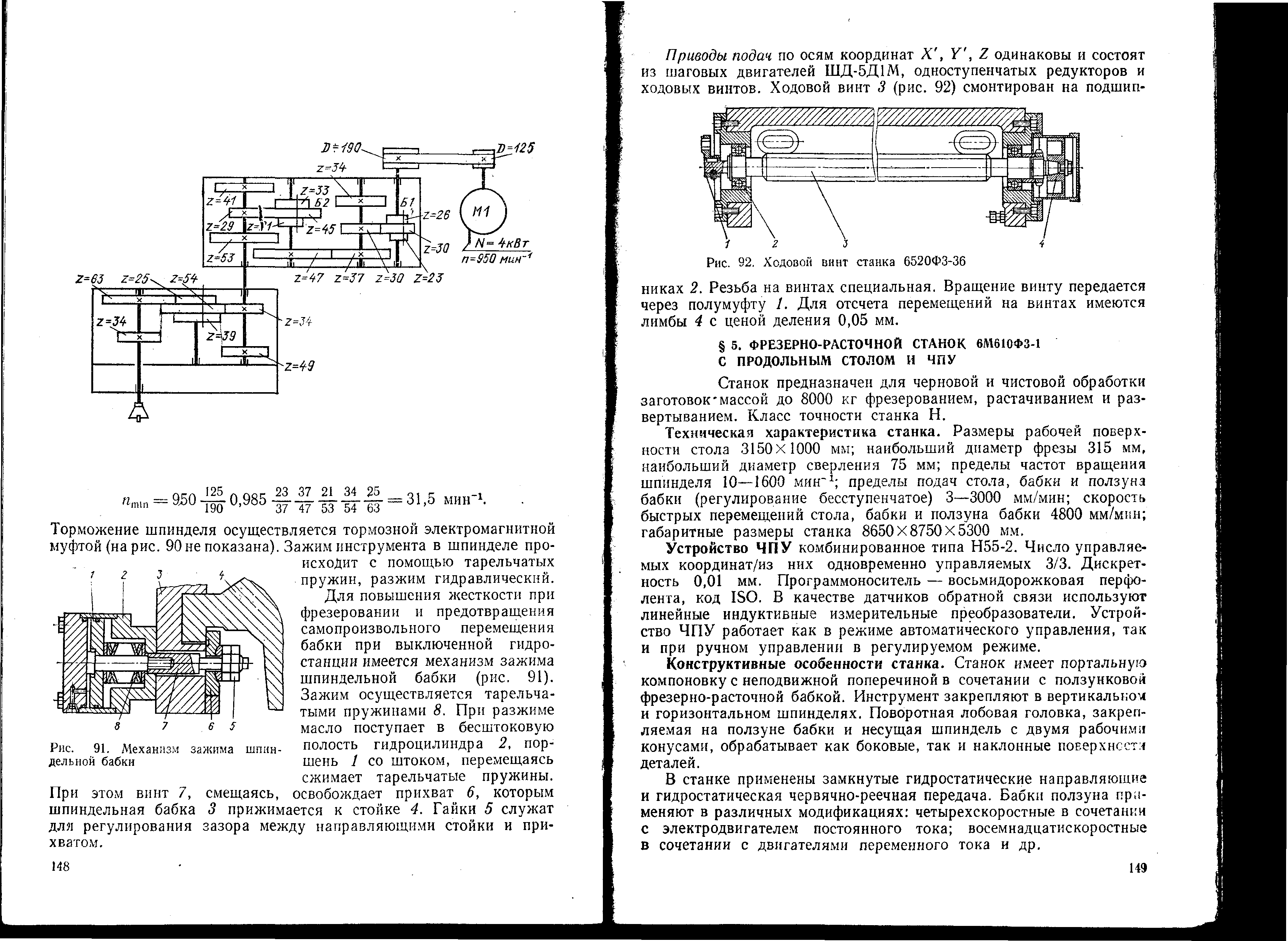
Рисунок 18
РС:
УКБ:
Общая кинематическая цепь:
 ;
;
 ;
;
 ;
;
Расчетный диапазон регулирования ЧВШ:
 ;
;
 ;
;
;
;
Стандартный ряд ЧВШ
n, мин-1: 31,5; 40; 50; 63; 80;100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600.
Анализ структуры множительных механизмов ПГД
Таблица 26
Конструктивный порядок групп передач и количество передач в группе |
1 группа Р1=3 |
2 группа Р2=3 |
3 группа Р3=2 |
4группа Р4=2 |
Передаточные отношения передач в группе
|
|
|
|
|
Знаменатель геометрического ряда группы передач |
|
|
|
|
Кинематический порядок и характеристика групп передач |
Основная группа X1=1 |
1-я множительная X2=3 |
2-я множительная X3=3 |
2'-я множительная X4=6 |






Структурная формула ПГД

Строим график ЧВШ ПГД:

Рисунок 19
Расчетная ЧВШ (np):
;
Расчетное значение крутящего момента (Мкр.р.):

Промежуточные точки:
М100=382 Нм; М160=240 Нм; М315=121 Нм; М630=60 Нм.
Расчет мощности:

Промежуточные точки:
Р40=2 кВт; Р50=2,5 кВт; Р63=3,2 кВт.
Строим график мощности и крутящего момента от ЧВШ
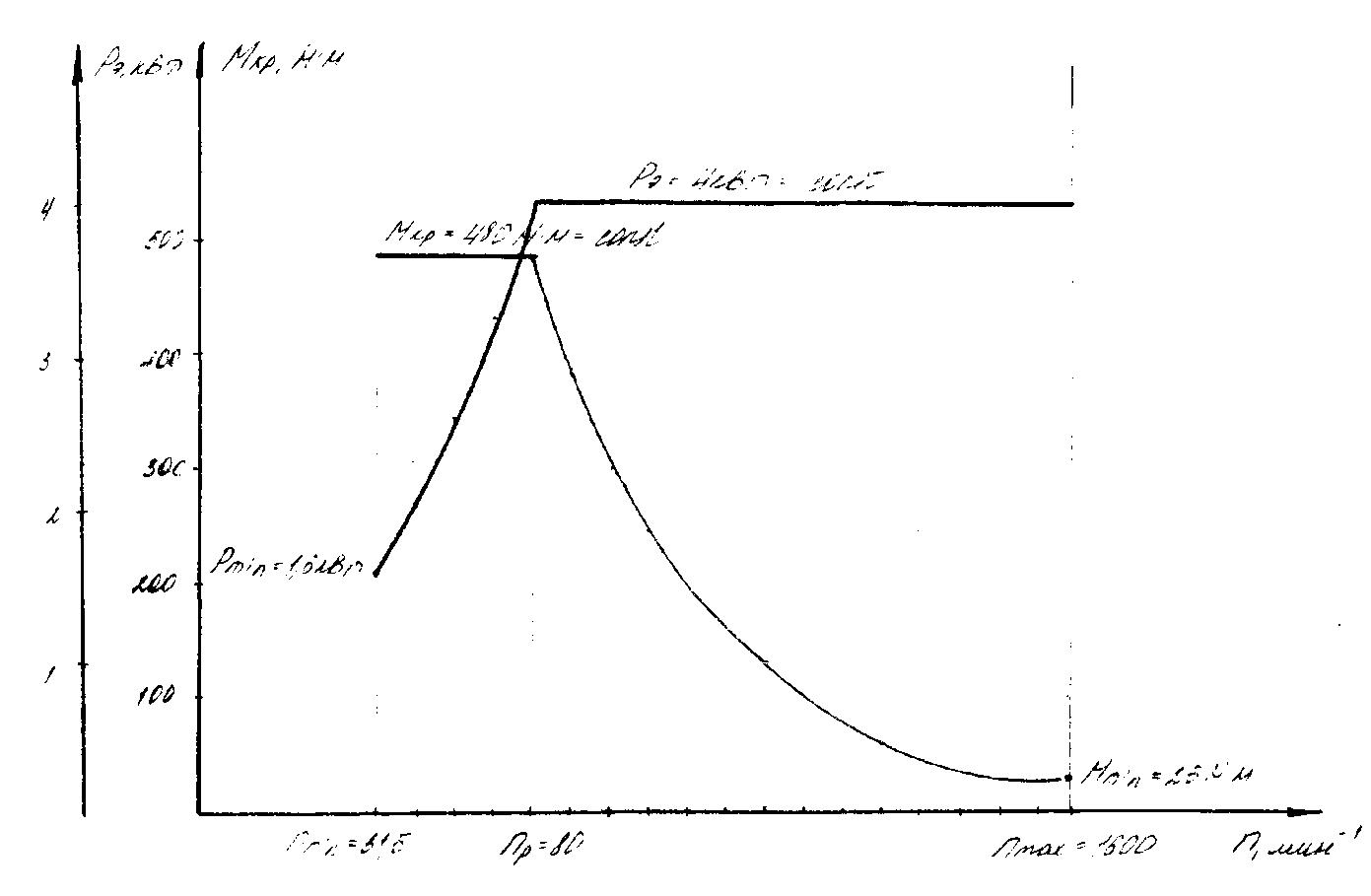
Рисунок 20
Станок вертикальный координатно-сверлильный с чпу и автоматической сменой инструмента 2с132пмф2
Назначение: станок предназначен для позиционной обработки призматических и корпусных деталей: сверление, рассверливание, зенкерование, развертывание, растачивание, нарезание резьбы, зенкование, а также несложные фрезерные операции.
Краткая техническая характеристика:
Таблица 27
Пределы частот вращения шпинделя Число скоростей шпинделя Мощность ЭД Число оборотов в минуту ЭД nэ max nэ ном |
28-3500 мин-1 б/с 11 кВт
3500 мин-1 1060 мин-1 |
Анализ ПГД:
Кинематическая схема
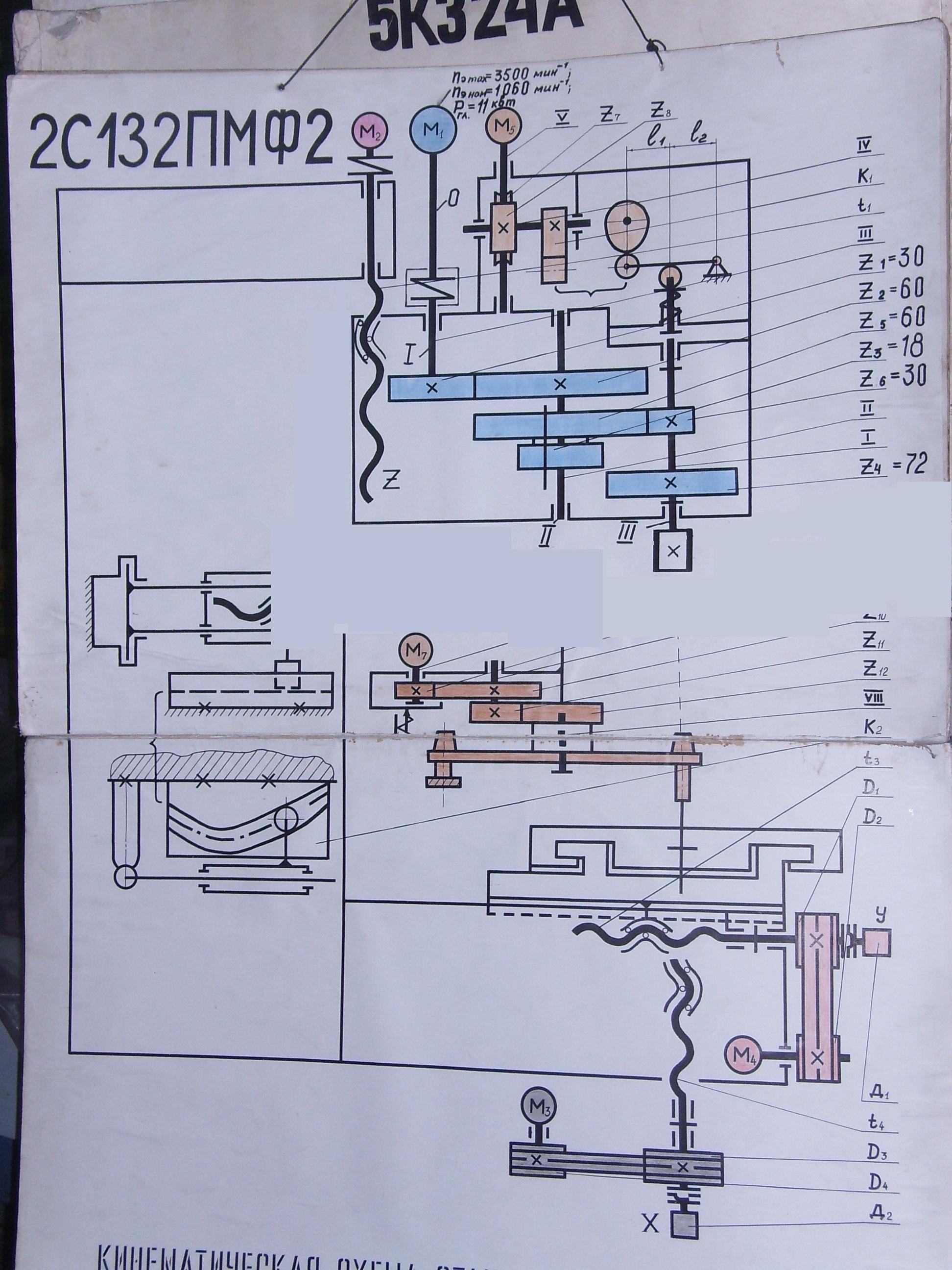
Рисунок 21
Диапазон регулирования ЧВШ:
 ;
;
Число ступеней ЧВШ при :
 ;
;
Стандартный ряд ЧВШ
n, мин-1: 28; 30; 31,5-…- 40-…- 50-…- 63-…- 80-…-100-…- 125-…- 160-…- 200-…- 250-…- 315-…- 400-…- 500-…- 630-…- 800-…- 1000-…- 1250-…- 1600-…-2000-…-2500-…-3150; 3350; 3550.
Расчетная ЧВШ (np):
По рекомендации ЭНИМС
 ;
;
Фактическая, обеспечиваемая приводом станка
РС:
УКБ:

Диапазон регулирования ЧВШ:
При постоянной мощности:

При постоянном моменте:

Диапазон регулирования ЭД:
При постоянной мощности:

При постоянном моменте:


Необходимое число ступеней дополнительной АКС для расширения диапазона Rэ(Р) ЭД до величины диапазона Rn(P) ЧВШ:
 .
На станке
.
.
На станке
.
Передаточные отношения передач, выраженные через :

Определение значений крутящего момента и минимальной мощности:

Промежуточные точки:
М200=525 Нм; М400=263 Нм; М1600=66 Нм.

Промежуточные точки:
Р40=3,3 кВт; Р63=5,25 кВт; Р100=8,3 кВт.
Строим график ЧВШ ПГД и график мощности и крутящего момента от ЧВШ:
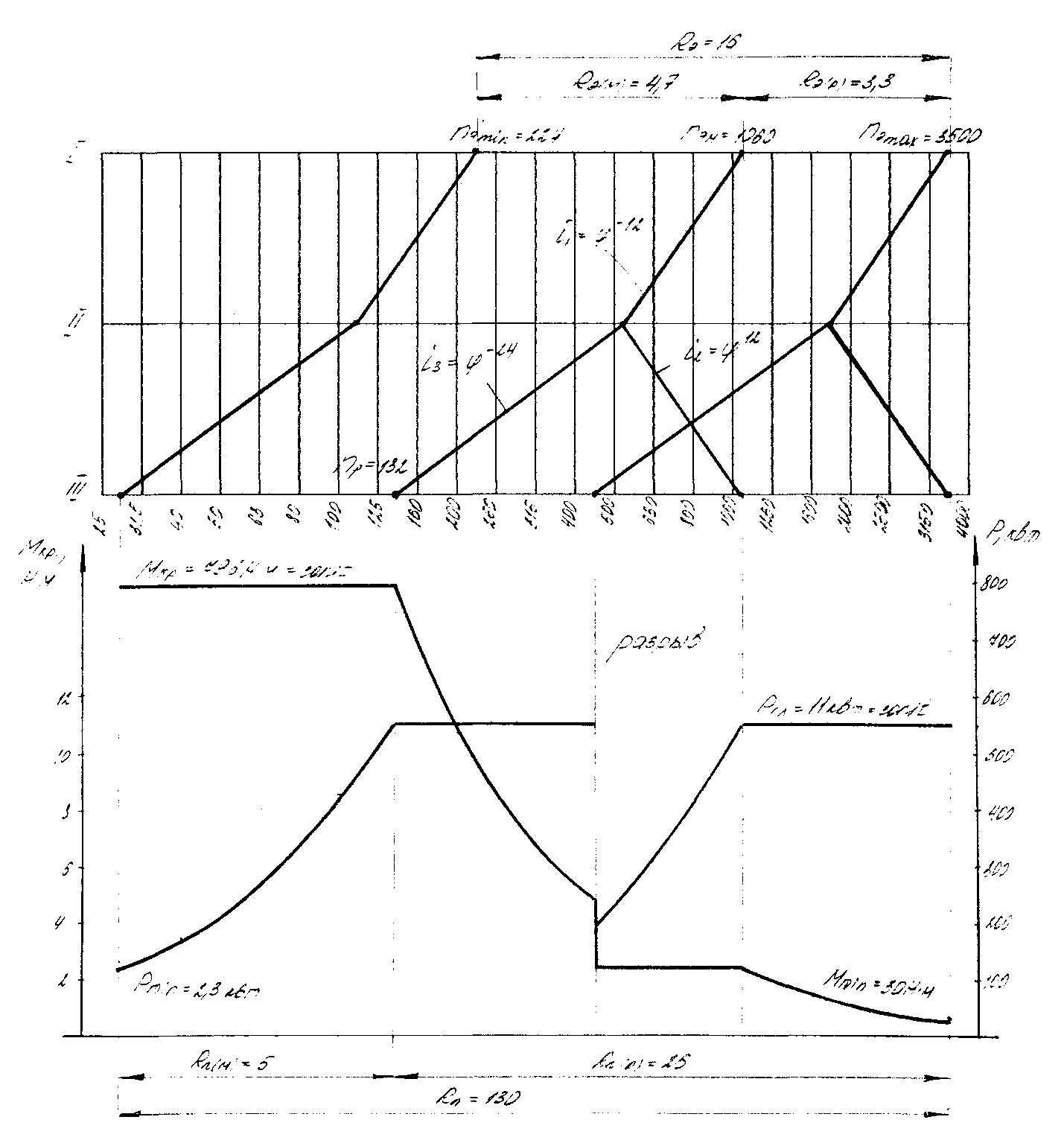
Рисунок 22