

Токарно-револьверные станки
 Станки
предназначены для обработки в серийном
производстве деталей сложной формы, в
том числе болтов, гаек и др. Процесс
обработки на этих станках состоит из
нескольких последовательных операций,
во время которых используются различные
инструменты: резцы, сверла, метчики и
др., закрепленные в так называемой
револьверной головке, которая
устанавливается на суппорте. В
электромашиностроении токарно-револьверные
станки применяются для обработки
подшипниковых щитов, втулок и нажимных
конусов коллекторов электрических
машин. Применение этих станков повышает
производительность труда в 2-3 раза по
сравнению с обработкой на токарно-винторезных
станках.
Станки
предназначены для обработки в серийном
производстве деталей сложной формы, в
том числе болтов, гаек и др. Процесс
обработки на этих станках состоит из
нескольких последовательных операций,
во время которых используются различные
инструменты: резцы, сверла, метчики и
др., закрепленные в так называемой
револьверной головке, которая
устанавливается на суппорте. В
электромашиностроении токарно-револьверные
станки применяются для обработки
подшипниковых щитов, втулок и нажимных
конусов коллекторов электрических
машин. Применение этих станков повышает
производительность труда в 2-3 раза по
сравнению с обработкой на токарно-винторезных
станках.
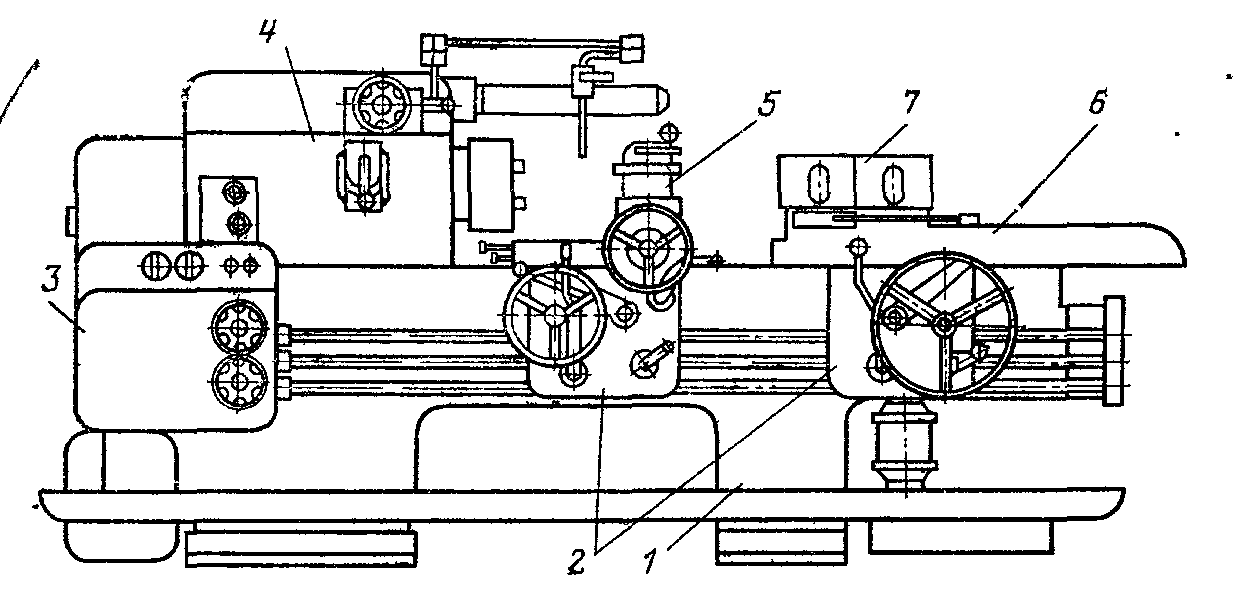
На рис.1 показан общий вид токарно-револьверного станка, основными узлами которого являются: станина 1, фартуки 2 поперечного суппорта 5 и суппорта 6 револьверной головки, коробка подач 3, шпиндельная бабка 4, револьверная головка 7. При обработке заготовки инструменты поочередно вводятся в работу путем поворота револьверной головки вокруг своей оси. Суппорт с головкой может совершать быстрые продольные перемещения по направляющим станины. Револьверные головки обычно имеют шестигранную форму, режущие инструменты закрепляются в радиальных отверстиях (гнездах) головки.
Автоматизированный электропривод токарно-револьверных станков
На современных токарных, токарно-винторезных и револьверных станках широко применяется автоматизация вспомогательных движений, а также дистанционное управление механизмами станка. Особенностью токарно-револьверных станков является автоматическое переключение скорости шпинделя и подачи без остановки станка, которое производится с помощью электромагнитных муфт, встроенных в коробку скоростей и коробку подач.
В качестве примера рассмотрим электропривод токарно-револьверного станка модели 1П365 (рис.2), предназначенного для обработки в патроне чугунных или стальных деталей диаметром до 500 мм, изготовление которых требует выполнения ряда последовательных операций: точения, сверления, растачивания, нарезания резьб и др. Заготовка закрепляется в самоцентрирующем патроне, а необходимый для обработки комплект инструментов устанавливается в револьверной головке с вертикальной осью поворота.
Привод шпинделя осуществлен от асинхронного двигателя Д1 мощностью 14 кВт при 145 рад/с; двигатель Д2 мощностью 1,7 кВт при 142 рад/с приводит во вращение насос гидросистемы, а также используется для получения быстрого продольного перемещения двух суппортов станка; насос охлаждения вращается двигателем ДЗ мощностью 0,125 кВт при 280 рад/с.
У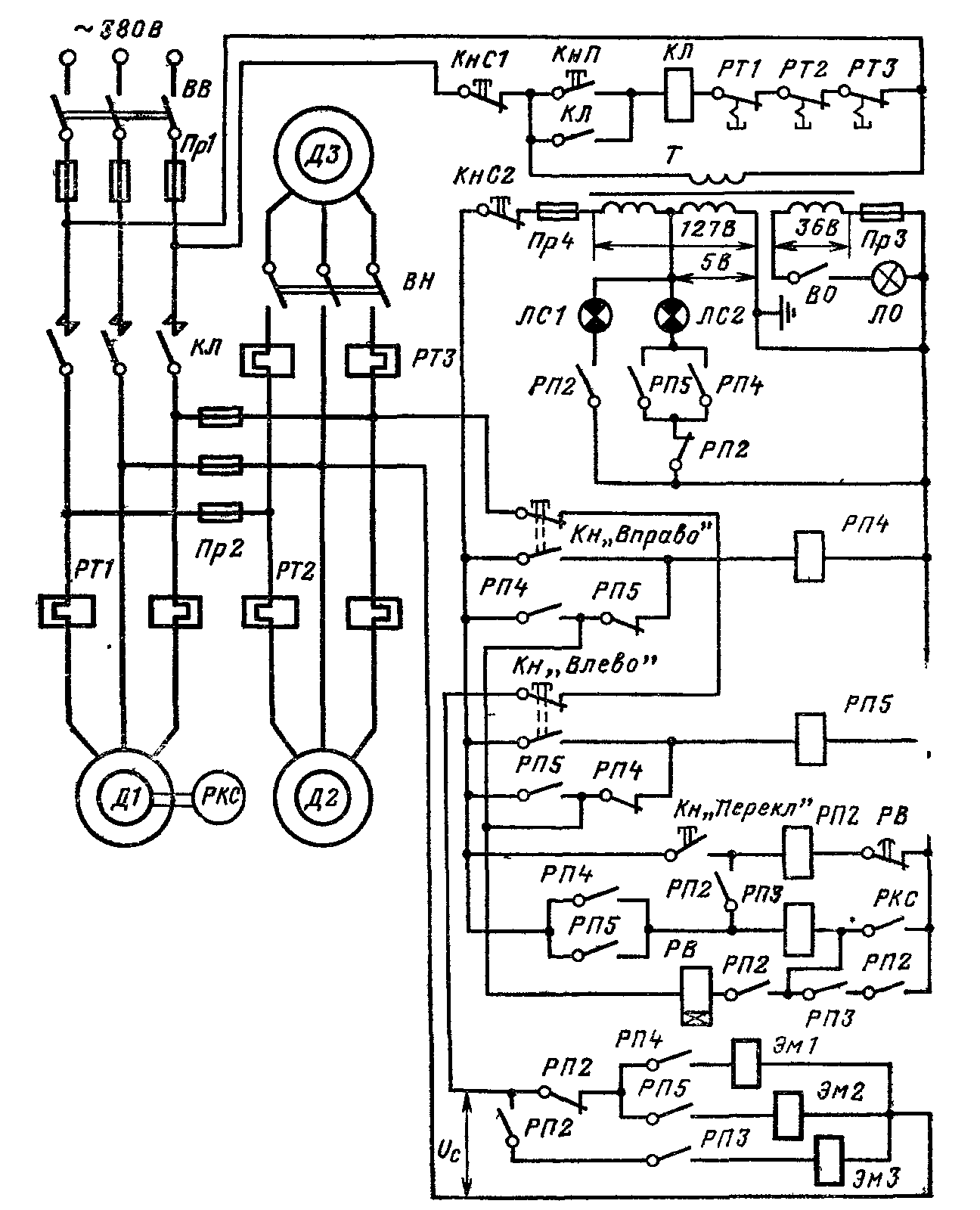 гловая
скорость шпинделя регулируется ступенчато
от 3,4 до 150 рад/с. Передвижение блоков
шестерен в коробке скоростей производится
гидроцилиндрами. В коробке скоростей
находится также фрикцион, состоящий из
двух муфт: одной - для включения прямого
(правого) вращения шпинделя, другой -
для обратного (левого) вращения. Включение
этих муфт осуществляется гидроцилиндром,
золотник которого соответственно
переводится при помощи электромагнитов
Эм1
и Эм2.
Муфты
соединяют вал электродвигателя М1
с коробкой скоростей. Для быстрой
остановки шпинделя в коробке скоростей
предусмотрен гидравлический тормоз,
управление которым осуществляется
через специальный гидрозолотник с
помощью электромагнита ЭмЗ.
гловая
скорость шпинделя регулируется ступенчато
от 3,4 до 150 рад/с. Передвижение блоков
шестерен в коробке скоростей производится
гидроцилиндрами. В коробке скоростей
находится также фрикцион, состоящий из
двух муфт: одной - для включения прямого
(правого) вращения шпинделя, другой -
для обратного (левого) вращения. Включение
этих муфт осуществляется гидроцилиндром,
золотник которого соответственно
переводится при помощи электромагнитов
Эм1
и Эм2.
Муфты
соединяют вал электродвигателя М1
с коробкой скоростей. Для быстрой
остановки шпинделя в коробке скоростей
предусмотрен гидравлический тормоз,
управление которым осуществляется
через специальный гидрозолотник с
помощью электромагнита ЭмЗ.
Подача суппортов осуществляется от главного привода. Скорость подач регулируется механически передвижением блоков шестерен в коробке подач при помощи гидроцилиндров. Установка нужных скоростей шпинделя и подач производится посредством рукояток гидропереключателей, находящихся на фартуках суппортов и воздействующих на золотники соответствующих гидроцилиндров.
Все органы управления электроприводами станка находятся на пульте, помещенном на передней стенке коробки скоростей. Напряжение на схему управления подается вводным выключателем ВВ. Лампа местного освещения ЛО включается выключателем ВО. Включение электродвигателей Д1 и Д2 производится кнопкой КнП, отключение - кнопкой КнС1. Включение и отключение двигателя ДЗ насоса охлаждения производится пакетным включателем ВН. В процессе разгона двигателя Д1 при угловой скорости (0,2÷0,3) ωном замыкается контакт реле контроля скорости РКС, подготавливающий к включению цепь быстрой остановки шпинделя, необходимой при переключении шестерен во время работы станка.
Для получения правого вращения шпинделя следует нажать кнопку Кн«Вправо». При этом срабатывает реле РП4 и замыкает свои контакты, блокируя замыкающий контакт кнопки, включая реле РПЗ и подготавливая к включению электромагнит Эм1. Контакт реле РП4 включает также зеленую лампочку ЛС2. После отпускания кнопки Кн «Вправо» включается электромагнит Эм1 и шпиндель станка разгоняется до установленной угловой скорости. Если шпиндель из неподвижного положения необходимо пустить в сторону левого вращения, то нажимается кнопка Кн«Влево», при этом включается реле РП5, а после отпускания кнопки - электромагнит Эм2. Горит зеленая лампочка ЛС2. При обоих направлениях вращения шпинделя реле РПЗ подготовляет к включению электромагнит ЭмЗ, управляющий гидротормозом шпинделя.
Для изменения угловой скорости шпинделя или скорости подачи суппорта при работе станка (подключен к сети двигатель Д1 шпинделя и включен фрикцион) сначала устанавливается специальными гидропереключателями нужное значение скорости или подачи (предварительный выбор скорости или подачи), а затем нажимается кнопка Кн«Перекл». При этом включается и становится на самопитание реле РП2, гаснет зеленая лампочка ЛС2 и загорается красная лампочка ЛС1. Включается реле времени РВ. Отключается электромагнит Эм1 (при левом вращении - Эм2), и включается электромагнит ЭмЗ. Происходит выключение фрикциона и быстрая остановка шпинделя гидротормозом, после чего гидроцилиндры переключают шестерни в коробке скоростей или коробке подач (при этом все валы и шестерни получают медленное вращение от специального гидромеханизма медленного поворота). К моменту завершения переключении размыкается контакт реле времени РВ, отключается реле РП2, электромагнит ЭмЗ и вновь включается электромагнит Эм1 или Эм2, что вызывает разгон и вращение шпинделя в прежнюю сторону, но с другой скоростью (или при другой подаче). Вновь загорается лампочка ЛС2.
Если переключение скоростей или подач производится при отключенном двигателе Д1 (отключен КЛ), либо когда двигатель еще не успел разогнаться (реле РКС не сработало), то при нажатии К.н «Перекл.» электромагнит ЭмЗ тормоза и реле РВ не включаются (РПЗ не сработало или отключено напряжение питания электромагнитов), поскольку в данном случае торможение шпинделя не требуется.
Чтобы переключить скорость при выключенном фрикционе (когда шпиндель не вращается, но двигатель Д1 остается включенным), следует установить гидропереключатели предварительного набора скоростей и подач в нужное положение и затем одновременно нажать кнопки Кн«Перекл.» и Кн«Вправо» (или Кн «Влево»), размыкающие цепь питания электромагнитов, и удерживать их (кнопки) в течение 2 – 3 секунд, пока не закончится переключение шестерен. Нажимать кнопки «Вправо» или «Влево» при таких переключениях необходимо для того, чтобы предотвратить включение электромагнита ЭмЗ через замкнутые контакты реле РП2 и РПЗ. Для реверса шпинделя нажимается кнопка противоположного направления.
Остановка шпинделя производится кнопкой КнС2, при этом электродвигатели Д1 и Д2 не отключаются.