

Предельные отклонения размеров в узлах устройств для регулирования температуры пара и способы устранения дефектов.
Дефект. |
Эскиз. |
Допускаемые отклонения. |
Способ устранения дефекта. |
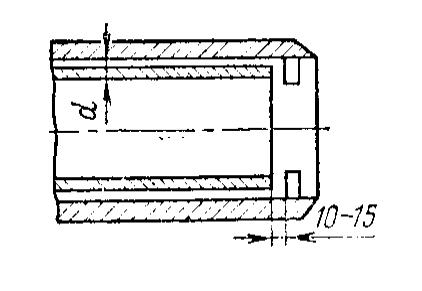
Неправильное положение защитной рубашки в коллекторе. |
|
Минимальный зазор между защитной рубашкой и коллектором d=5мм. Смещение оси защитной рубашки относительно оси коллектора (несоосность) +-2мм. Расстояние от ограничительной планки до торца защитной рубашки должно быть 10 -15 мм. |
При смещении оси защитной рубашки относительно оси коллектора больше допустимого защитную рубашку отцентровать. |
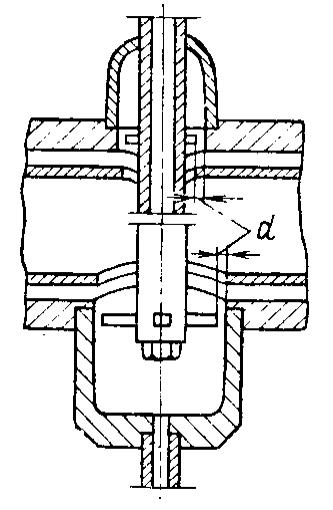
Увеличенные зазоры в узле впрыскивающего устройства типа «трубка впрыска с соплом» |
|
Зазор между плавником и штуцером d = 0,5 мм. |
При d>0,5 мм плавники заменить.. |
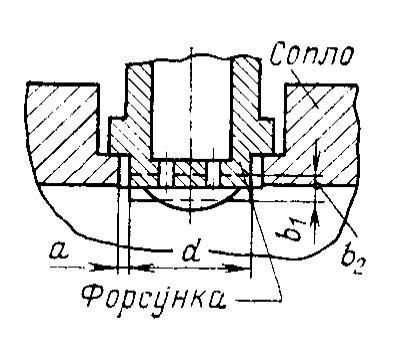
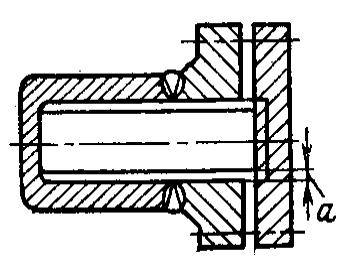
Увеличенные зазоры в узле впрыскивающего устройства типа «плавающий штуцер» |
|
a<=0,3 мм; b1=b2<=+-1мм. |
При a>0,3 и b2>1мм форсунку заменить, при b1>1мм форсунку проточить и отшлифовать. |
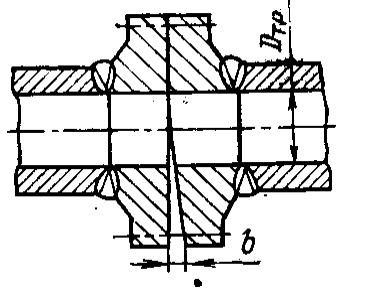
Перекос фланца. |
|
При D>108 мм, p=16 -//-64 кгс/см2, b<=0,1 мм; при D>108 мм, p>64 кгс/см2, b<=0,05 мм (где D – диаметр трубы; b – перекос фланца). |
При b , больше допустимого стык вырезать, вновь состыковать и сварить. |
Неплотность в соединении перегородки и трубной доски поверхностного пароохладителя. |
|
a = 0,5 мм. |
При a>0,5 мм участки перегородки подварить и зачистить. |
Ремонт поверхностных пароохладителей.
Характерными неисправностями поверхностных пароохладителей (рис.8.9.)
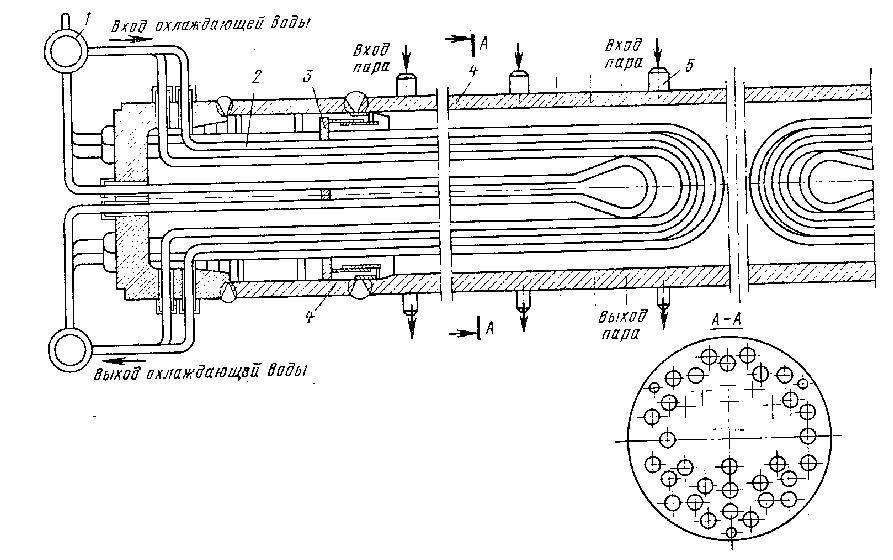
Рис. 8.9. Поверхностный пароохладитель.
1 – коллектор; 2 – трубный пучок; 3 – опорная перегородка; 4 – корпус; 5 – штуцер.
являются:
прогиб корпуса;
отдулины, вмятины, внутренняя и наружная коррозия труб;
трещины и свищи в сварных швах и на гибах труб;
трещины и непровары в местах приварки змеевиков к трубной доске;
трещины, раковины, продольные и поперечные риски на зеркале фланца;
перекос фланца (течи во фланцевых соединениях);
неплотности в месте прилегания перегородки водяной камеры к трубной доске;
отрыв опоры от опорной балки и корпуса;
защемление корпуса в продольном направлении.
При гидравлическом испытании котла в неразборной конструкции пароохладителя могут быть обнаружены неплотности только на наружных поверхностях коллекторов, корпуса и труб.
Для выявления скрытых дефектов трубных пучков пароохладителя производят их индивидуальную гидравлическую опрессовку. При сварном корпусе пароохладителя головку корпуса обрезают, при наличии фланцевых соединений их разбирают.
Ультразвуковому контролю подлежат сварные швы корпуса, коллекторов, трубопроводов обвязки и змеевиков.
Ремонт пароохладителя производят в следующей последовательности:
отрезают трубы подвода и отвода питательной воды к головке;
обрабатывают концы труб под сварку;
разболчивают фланец корпуса или отрезают головку пароохладителя;
выводят трубный пучок из корпуса коллектора;
очищают и осматривают (контролируют) трубный пучок;
очищают зеркала фланцев от остатков прокладок;
вырезают дефектные змеевики;
устанавливают новые змеевики и закрепляют их в трубной доске (на сварке или вальцовке);
выполняют гидравлическое испытание змеевиков и прокатывают змеевики шаром Dш=0,8dвн;
прогоняют резьбу шпилек фланца корпуса, изготовляют и устанавливают новую прокладку, стропят трубный пучок и заводят в корпус пароохладителя, сболчивают фланцы (материал прокладки для фланцевых соединений – сталь 1Х13);
подготавливают головку корпуса бесфланцевого пароохладителя под сварку, собирают с корпусом и заваривают швы;
подготавливают и подсоединяют трубы подводы питательной воды;
термообрабатывают сварные швы;
выполняют контроль сварных швов.