

Более 100мм. А – без подкладного кольца; б – с подкладным кольцом.
Допускается применять такую конструкцию соединения также для штуцеров с внутренним диаметром 100 мм и менее.
Примечание – В случае применения конструкции с подкладным кольцом прихватка кольца производится со стороны штуцера. После приварки штуцера кольцо должно быть удалено механическим способом.
е). Прихватка и приварка штуцеров к барабану выполняется с предварительным и сопутствующем подогревом. Температура подогрева должна быть 200+-20 оС для сталей – 16НГМ, 16НГМА и 120+-20 оС для сталей 22К, 20К, 20Б, 16М, 15М. с наружной и внутренней стороны корпуса барабана на участке вокруг штуцера шириной не менее 150 мм от кромки трубного отверстия. Термопары устанавливаются на границы участка нагрева с противоположной стороны нагревательного прибора.
ж). Приварку штуцеров с целью уменьшения поводок барабана необходимо выполнять от середины барабана к краям с интервалом через штуцер в продольном и поперечном направлениях. Если привариваемые штуцера расположены рядом, то прихватка и приварка последующего штуцера выполняется после полного остывания предыдущего. Общее количество валиков не менее трёх (последний валик – «отжигающий» - не должен затрагивать металл барабана).
з). После приварки производится общая или местная термообработка.
и). Штуцера к барабанам из сталей 20К, 22К, 20Б, 16М, 15М, допускается приваривать без последующей термообработки. При этом сварка должна выполнятся электродами
Ф 2,5 – 3,0мм с предварительным и сопутствующим подогревом и последующим после сварки термоотдыхе при температуре подогрева в течении 3час. и медленном охлаждении под слоем теплоизоляции.
к). Штуцера к барабанам из сталей 16ГНМ и 16ГНМА допускается приваривать без последующей термообработки при условии приварки через штуцер в количестве не более 15шт. (с учётом штуцеров приваренных в предыдущий ремонт) электродами Ф 2,5 – 3,0мм. токи 75 – 90, 90 – 110А. – соответственно. Производится предварительный и сопутствующий подогрев, термоотдых при температуре подогрева в течении 3х часов. Медленное охлаждение под слоем теплоизоляции.
Допускается приварку штуцеров производить изнутри барабана. Рис. 4-19.
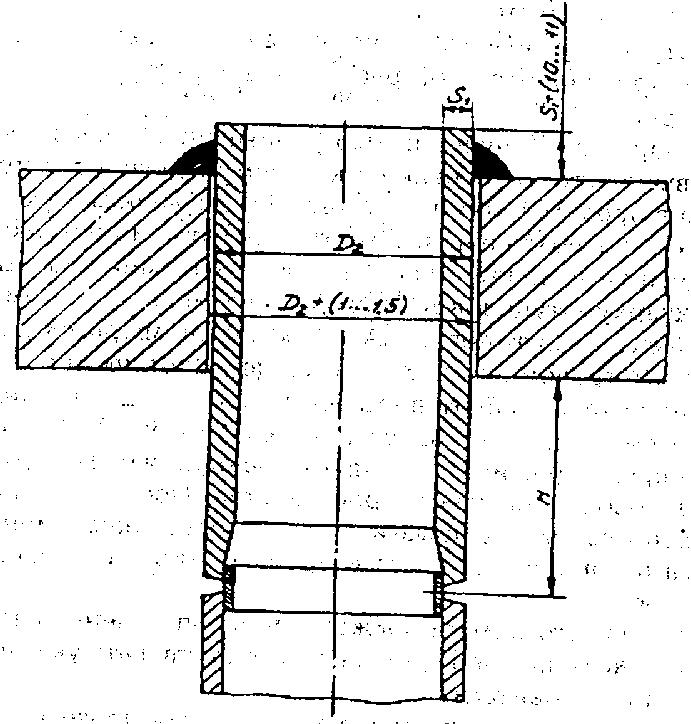
Рисунок 4-19. – Схема установки штуцера с внутренней подваркой.
Технология согласовывается с экспертной организацией.
И). Наплавка на поверхность трубного отверстия.
а). Наплавка на поверхность трубного отверстия производится в следующих случаях:
при недопустимом ослаблении выборками сечения в зоне отверстия по данным поверочного расчёта на прочность;
если суммарная площадь сечения выборок в поперечных мостиках между отверстиями водоопускных труб при шаге между ними, равном или меньше удвоенного среднего диаметра (по внутренней поверхности), превышает 500мм2.
если при удалении дефектов на поверхности отверстия в зоне примыкания штуцера его торец обнажается более чем на половину толщины стенки. Рис. 4-20.
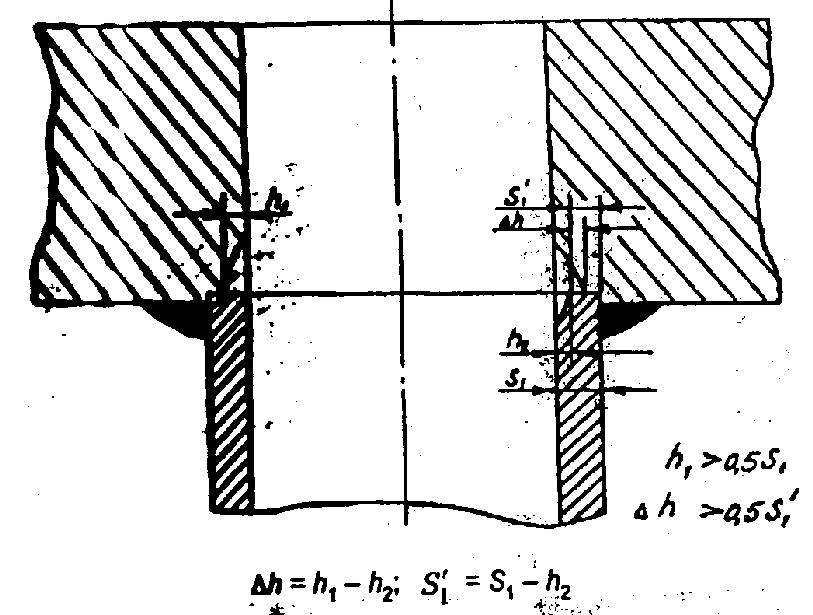
Рисунок 4-20. – Условия, при которых необходима наплавка в зоне примыкания штуцера.
б). Наплавка на поверхность трубного отверстия барабана выполняется с предварительным и сопутствующем подогревом: для сталей марок 16ГНМ и 16ГНМА – 200+- 20 оС, 22К, 20К, 20Б, 16М, 15М – 120+- 20 оС. на участке шириной 150мм. Наплавка производится непрерывно. В случае перерыва – поддерживается температура не ниже минимальной температуры подогрева в).Наплавка электродами Э 42А или Э 50А (в зависимости от марки стали барабана). Ф электродов – 2,5 – 3,0мм. или автоматической сваркой под флюсом АН-60 с применением проволоки Св-08Г2С Ф1,4 – 2,0мм.
Наплавка проводится кольцевыми валиками с перекрытием предыдущего на 1/3 ширины валика.
При глубине выборки не более 20мм. и длине не более 50мм. – может быть местной (ограниченной зоной выборки), с выходом концов валиков на 10 – 15мм. за границу выборки. Наплавка предварительно проточенных отверстий проводится по всему периметру, не менее чем в три слоя на подкладном кольце, которое после наплавки удаляется.
г). Наплавка должна быть многослойной до получения размера наплавляемого отверстия после расточки на 4 – 6мм. меньше номинального.
д). После наплавки – общая или местная термообработка.
е). Для барабанов из сталей 20К, 22К, 22Б, 16М, 15М может проводится без термообработки но с последующем термоотдыхом.
ж). Наплавку трубных отверстий барабанов из сталей 16НГМ и 16НГМА допускается производить без термообработки, но с термоотдыхом. При этом продольный шаг между соседними отверстиями должен быть не менее 600мм., а по окружности – не менее 400мм.
Допускается наплавка групп из двух – трёх рядом расположенных отверстий при расстоянии между границами групп не менее 1200мм.
з).Наплавка без последующей термообработки – при условии, что твердость основного металла до наплавки HB<= 180 для 20К… и <= 200 для 16ГНМ и 16ГНМА. Если превышает – возможность и условия определяется экспертной организацией.
и).По согласованию с экспертной организацией восстановление рабочих сечений допускается производить без последующей термообработки путём автоматической наплавки на поверхность трубного отверстия. Допускается расточка трубного отверстия до проведения термообработки.
К). Наплавка на поверхность барабана котла.
а). Наплавка выборок в основном металле, в сварных швах проводится с предварительным и сопутствующем местным подогревом.
б). Наплавка должна быть многослойной – не менее трёх слоёв. Первые два слоя – с использованием электродов Ф 2,5 – 3,0мм..Последующии – Ф 3,0 – 4,0мм. Наплавка производится без перерывов в работе. В исключительных случаях допускаются перерывы с поддерживанием температуры подогрева.
в). Широкие выборки (ширина превышает половину их длины) наплавляются послойно во взаимно перпендикулярном направлениях.
Узкие – облицовка поверхности, с последующим заполнением центральной части в виде стыкового шва. Выпуклость – 3 – 5мм.после сварки удаляется механическим способом.
Облицовка длинных (более 1000мм.) выборок наплавляется от середины к концам.
г). После наплавки – общая или местная термообработка. Допускается наплавка без термообработки при ручной дуговой сварке электродами Ф 2,5 – 3,0 мм при глубине выборок не более 35% толщины стеноки и объёме до 400см3 для барабанов из сталей 16ГНМ и 16ГНМА и до 900см3 – из сталей 20К, 22К, 20Б, 16М, 15М. После наплавки – термоотдых. Если объёмы выборок превышают – согласовывают условия проведения термообработки с экспертной организацией.
д). При наплавке выборок без последующей термообработки, количество наплавляемых участков на каждой обечайке в продольных и кольцевых швах не ограничено при условии, что расстояние между границами соседних наплавок не менее 3-х кратной длины наибольшей выборки, но не менее 400мм. для сталей 22К, 20К, 20Б, 16М, 15М и не менее 1000мм. – для барабанов из сталей16ГНМ, и 16ГНМА и если для каждой пары выборок, расположенных друг от друга на расстоянии менее 600мм – для сталей 20К …и менее 1400мм. – сталей 16ГНМ … - и общий объём не превышает 300см3 при максимальной глубине – 35% S барабана.
Примечание - Расстояние определяется с учетом наплавок, выполненных в период предыдущих ремонтов.
е). Наплавка без последующей термообработки при условии – твёрдость до наплавки HB <= 180 (20К …), HB <= 200 (16ГНМ …), после наплавки HB <= 240. Наплавка обрабатывается заподлицо с основным металлом барабана.
Л). Приварка деталей внутрибарабанных устройств.
а). При невозможности крепления отдельных деталей внутрибарабанных устройств механическим путём их приварка может проводиться без последующей термообработки, но с предварительным и сопутствующим подогревом. При этом после сварки необходимо осуществить термоотдых.
б). Приварка деталей внутрибарабанных устройств к телу барабана выполняется со сквозным проваром двухсторонним швом катетом не менее 6 мм; сварка выполняется электродами диаметром 2,5 -3,0 мм. Количество валиков с каждой стороны должно быть не менее 3-х. Последний валик с каждой стороны должен быть отжигающим и не затрагивать основной металл барабана.
в). Прилегающая к шву зона основного металла барабана шириной 20 мм.проверяется МПД (или ЦД) на отсутствие трещин.
По согласованию с экспертной организацией, допускается приварка высоконикелевыми аустенитными электродами.
М). Термообработка после сварки и наплавки.
а). Термообработка может выполняться посредством общего или местного нагрева барабана.
б). Местная термообработка после наплавки отверстий барабана или выборок в основном металле барабана сварных швах проводится по кольцу цилиндрической части барабана. Ширина термообрабатываемого кольца должна перекрывать зону ремонта не менее чем на 250мм. с каждой стороны.
Местная термообработка по кольцу цилиндрической части барабана проводится при расположении мест наплавки на расстоянии более 500 мм. от кольцевого шва приварки днища. При расположении мест наплавки на расстоянии менее 500 мм или на самом днище термообработка должна производиться по кольцу цилиндрической части барабана совместно с днищем.
в). Термообработка проводится по следующему режиму:
- подъём температуры со150 – 200 до 620 – 650оС для сталей 16ГНМ и 16ГНМА и со 120-150 до 600-630оС для сталей 22К, 20К, 20Б, 20, 16М, 15М со скоростью подъема температуры 40 – 50оС/час., выдержка – 5 часов, охлаждение со скоростью 20 – 30оС до температуры 150оС. После охлаждения до 40 – 50оС – можно снять теплоизоляцию и нагреватели.
По согласованию с экспертной организацией допускается проведение термообработки при температуре 520 – 575оС с общим нагревом барабана сторонним паром.