

Ремонт барабанов.
Перечень нормативных документов на ремонт барабанов котлов высокого давления:
- Технология № 145-86-2000. на восстановление барабанов котлов Е 250/100ГМ;
- Инструкция по обследованию и технология ремонта барабанов котлов высокого давления. СО 153-34.26.608-2003.
- КОТЛЫ ПАРОВЫЕ СТАЦИОНАРНЫЕ.
ВНУТРИБАРАБАННЫЕ СЕПАРАЦИОННЫЕ УСТРОЙСТВА.
Технические условия на капитальный ремонт. СО 34-38-20184-94.
- Рекомендации по наладке внутрикотловых сепарационных устройств барабанных котлов. СО 34.26.729
1). Инструкция по обследованию и технология ремонта барабанов котлов высокого давления. СО 153-34.26.608-2003. Утв. 30.06.2003 г.
а) Общие положения.
Настоящая Инструкция распространяется на ремонт барабанов из сталей 16НГМ, 16ГНМА, 22К, 20К, 20Б, 16М и 15М котлов высокого давления. В настоящей Инструкции содержатся примеры типичных повреждений, обнаруживаемых при контроле барабанов, а также технология ремонта и требования к качеству ремонта.
В каждом конкретном случае повреждения барабана, на базе настоящей инструкции, составляется производственная технология ремонта, учитывающая характер дефектов и способы их устранения, а также условия сварки и наплавки.
Б). Требования к производственному персоналу:
к производству работ допускаются электросварщики, термисты, дефектоскописты, специалисты по визуальному и измерительному контролю, руководитель работ (мастер) по сварке прошедшие аттестацию и имеющие удостоверение на право выполнения данного вида работ. Слесаря, газорезчики должны проходить необходимый инструктаж для выполнения данного вида работ.
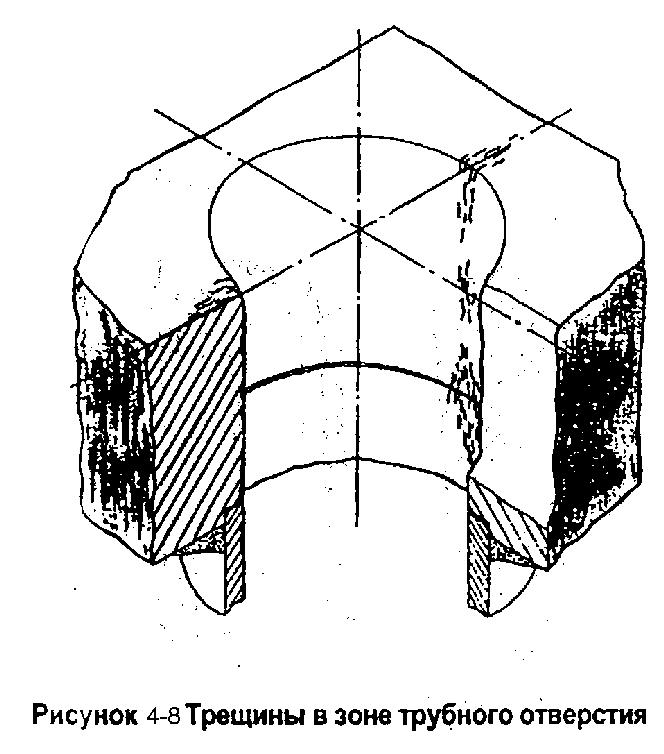
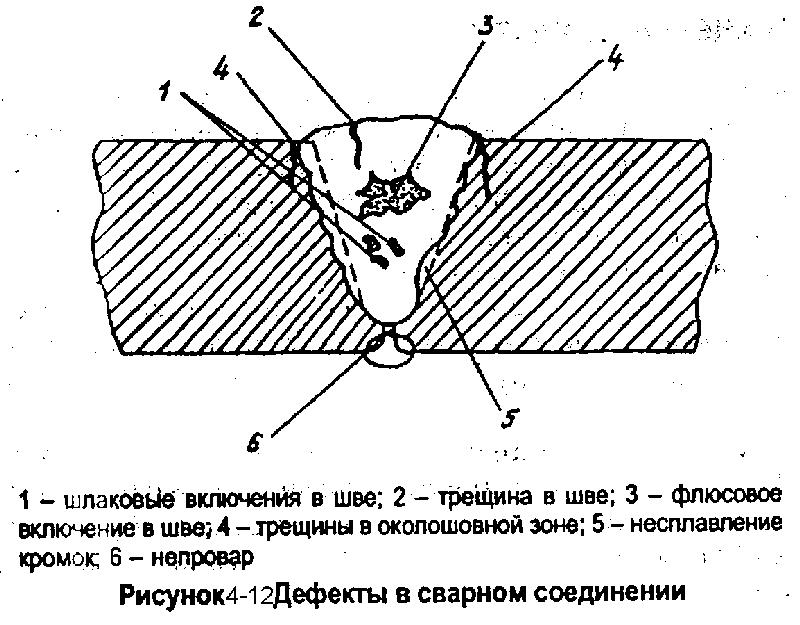
В). Виды повреждения барабанов, при которых рассматривается вопрос о необходимости проведения ремонта. Рис. 4-8. – 4-12.
-- цепочки язвин, раковины, трещины на поверхности трубных отверстий;
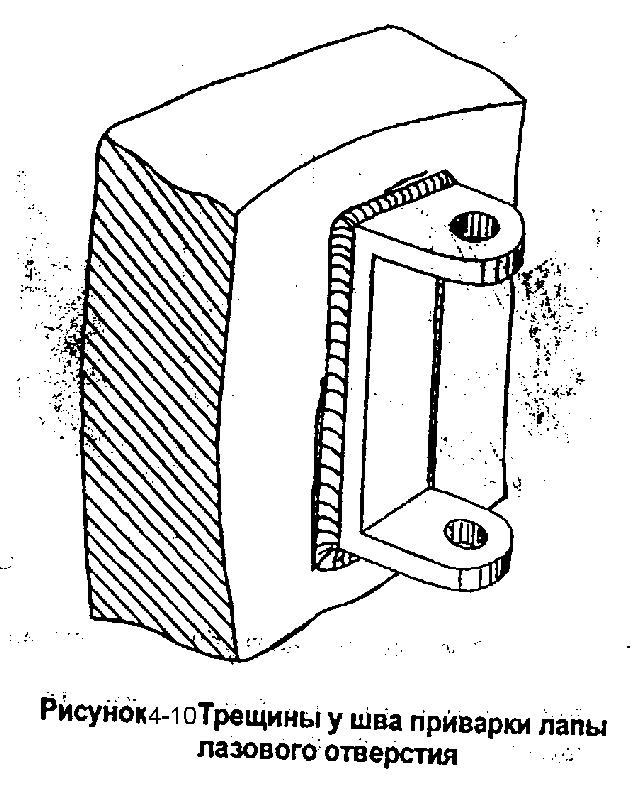
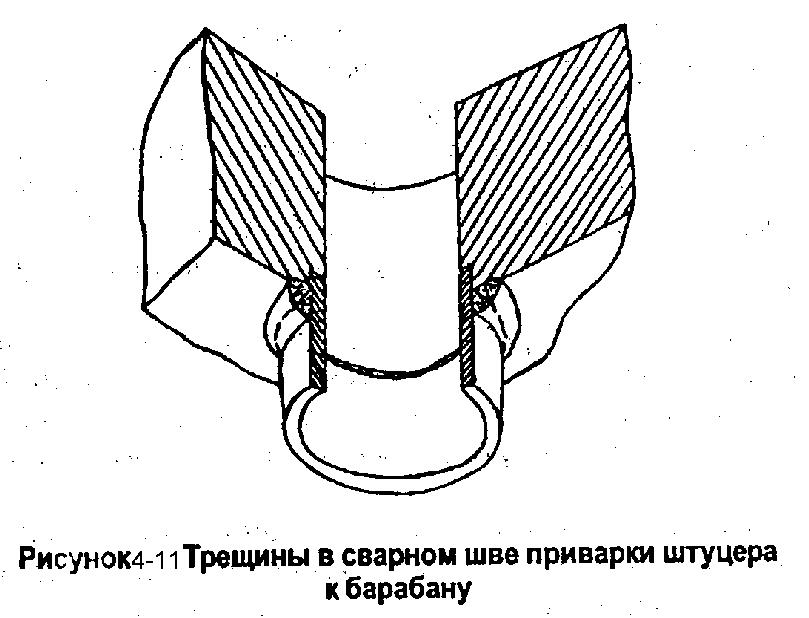
-- трещины у швов приварки внутрибарабанных устройств, трещины в сварных швах,
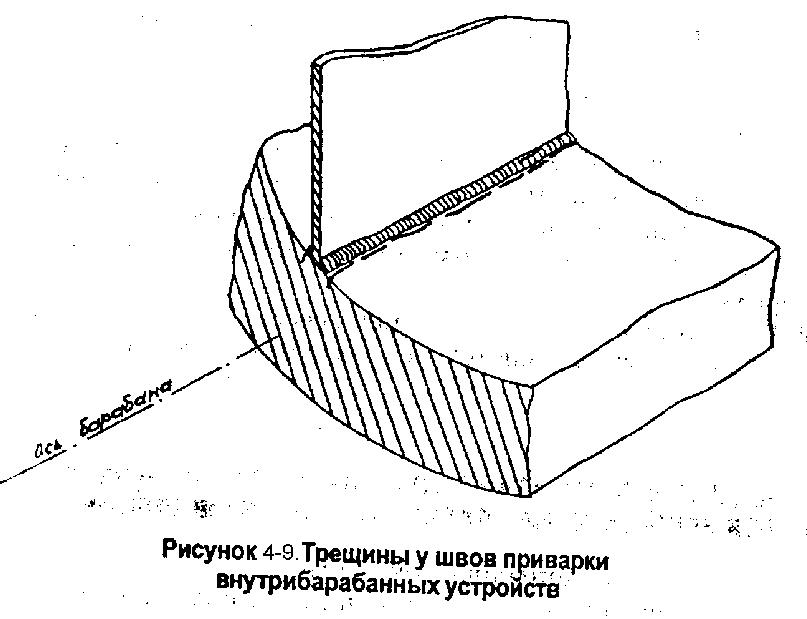
трещины в наплавленном металле и околошовной зоне;
-- непровары, шлаковые включения и другие технологические дефекты сварки.
Г). Контроль металла барабанов котлов.
Контроль металла барабанов и их отремонтированных элементов (методы, объём, периодичность) регламентируется НД. (Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций.
РД 10-577-03. Зарегистрированно в Минюсте РФ 19.06.03.).
Д). Устранение дефектов.
Дефекты, выявленные на барабане удаляются механическим способом, обеспечивая минимальный объём удаляемого металла при обязательном условии полного удаления обнаруженных дефектов.
В основных швах – допускается воздушно-дуговая строжка, с последующей механической обработкой – не менее 3мм.
Шероховатость после удаления в трубных отверстиях Rz <= 40мкм.,
в остальных поверхностях Rz<= 80мкм.
При механическом удалении – на режиме не вызывающий нагрева до цвета побежалости. Места выборки дефектов должны иметь плавные переходы. Рис. 4-13., 4-14.
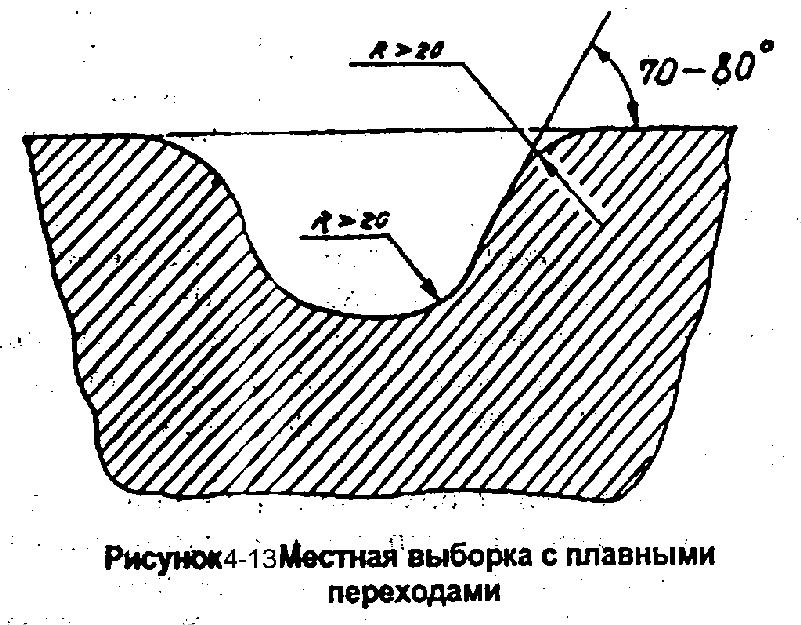
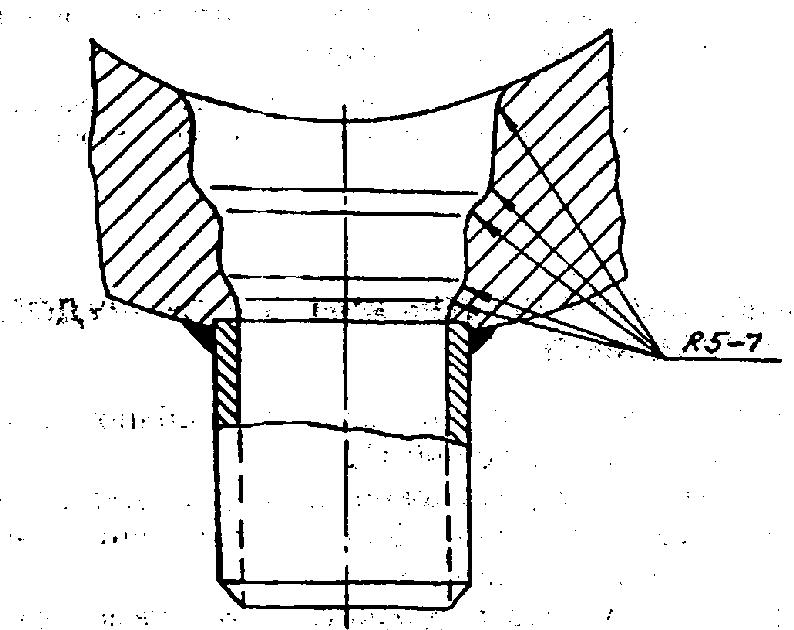
Рисунок 4-14 – Форма трубного отверстия, расточенного