

Зварювальні напівавтомати. Напівавтоматична дугова зварка.
В основу класифікації будь-якого методу зварювання плавленням за ступенем механізації покладений «принцип двох рухів»: перший рух - переміщення зони зварювання (зварювальної ванни) уздовж осі шва, друге рух - подача присадочного матеріалу в зону дуги. При ручного дугового зварювання обидва цих рухи виконуються оператором вручну, при напівавтоматичного дугового зварювання механізована подача присадочного матеріалу (зварювального дроту), при автоматичному зварюванні механізовані обидва рухи.
Зварювальні
напівавтомати найбільшого поширення
набули зварювальні напівавтомати для
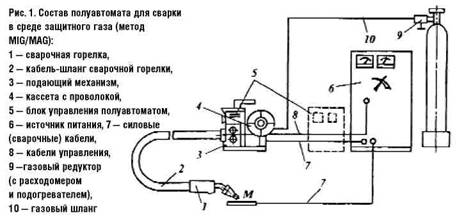
зварювання в середовищі захисного газу
(метод MIG / MAG). У порівнянні зі зварюванням
з флюсового захистом метод MIG / MAG дозволяє
вести зварювання в будь-якому просторовому
положенні, крім того, спрощуються
операції подальшої обробки зварного
шва (видалення шлакової кірки і т. Д.).До
складу будь-якого зварювального
напівавтомата входять: джерело живлення,
блок управління, що подає механізм,
зварювальний пальник зі шлангом і
газовий тракт, включаючи газовий
електромагнітний клапан, газові шланги
і газови редуктор (рис. 1).

 Зварювальні
напівавтомати можуть бути однокорпусними,
коли джерело живлення, блок управління
і механізм, що подає зібрані в одному
корпусі, і двокорпусними (рис. 2).
Двокорпусними зазвичай роблять потужні
промислові напівавтомати, що працюють
в діапазоні 300-600 А. Блок управління цих
напівавтоматів вбудовується в спеціальну
нішу джерела живлення і з'єднується з
виносним подає механізм коаксіальним
кабелем довжиною до 30 м. Такі напівавтомати,
призначені для тривалої роботи на
підвищених токах, можуть забезпечуватися
системами водяного охолодження
зварювального пальника. Окремо можна
виділити так звані ранцеві напівавтомати
- механізм, що подає у них кріпиться за
спиною зварника. Такі напівавтомати
зазвичай використовують при виконанні
монтажу з великим обсягом зварювання.
Зварювальні
напівавтомати можуть бути однокорпусними,
коли джерело живлення, блок управління
і механізм, що подає зібрані в одному
корпусі, і двокорпусними (рис. 2).
Двокорпусними зазвичай роблять потужні
промислові напівавтомати, що працюють
в діапазоні 300-600 А. Блок управління цих
напівавтоматів вбудовується в спеціальну
нішу джерела живлення і з'єднується з
виносним подає механізм коаксіальним
кабелем довжиною до 30 м. Такі напівавтомати,
призначені для тривалої роботи на
підвищених токах, можуть забезпечуватися
системами водяного охолодження
зварювального пальника. Окремо можна
виділити так звані ранцеві напівавтомати
- механізм, що подає у них кріпиться за
спиною зварника. Такі напівавтомати
зазвичай використовують при виконанні
монтажу з великим обсягом зварювання.
Найменування і склад операцій
І-а операція. Комплектуюча
Перед початком роботи швелер і лісти зачищаємо від іржі, вирівнюємо, якщо це потрібно. Згідно кресленню вимірюємо та розмічаємо, розрізаємо.
Інструменти
Молоток
Зубило
Металева щітка
Крейда
Захисні окуляри з прозорим склом
Рулетка
Зварювальний щіток
Електродотримач
Зварювальні провода
ІІ-а операція. Зборочна
Конструкцію збираємо за місцем. Перед зборкою оглядаю, закріпляю листи до опорної балки кутками, закріпляю з усіх сторон балки. Закріпляю прихватками – короткими швами. Повторюю туж операцію на останніх 3-х місцях. Потім виставляємо швелер, закріпляю прихватками. Виставляємо другий швелер, закріпляю прихватками до листів та між собою. Після цього зачищую місця прихваток і ще раз проводжу огляд.
Обладнання
Випрямляч зварювальний ВДМ – 1001
Матеріали
Електроди УОНИ 13-55
Сталь ВСт3 ( низьковуглецева)
ІІІ-я операція. Зварювальна
Основними показниками процесу зварювання є: зварний струм, діаметр електроду, напруга на дузі, розташування виробу у просторі.
S мм |
1,5 |
3 |
4-5 |
6-8 |
9-12 |
13-20 |
dе,мм |
2 |
2-3 |
4 |
4-5 |
4-6 |
5-6 |
 Сила
зварного струму визначається за формулою
:
Сила
зварного струму визначається за формулою
:
Ізв. = К.А * de
Де К.А/мм – коофіціент який вибираємо в залежності від діаметру електрода, мм.
de,мм |
1-2 |
3-4 |
5-6 |
К.А/мм |
25-30 |
30-45 |
45-60 |
З’єднання кутове, стикове, кут нахилу електрода до поверхны виробу = 45°. З’єднання кільцеві по замкнутому контуру.
При зварюванні плавленням, щоб забезпечити потрібну глибину проплавлення, вдаються до спеціальної обробки кромок – розкриття (рис.1.2.). Для кожного способу зварювання, в залежності від товщини металу, стандарти на спосіб зварювання рекомендують вид і конструктивні розміри елементів розкриття кромок.
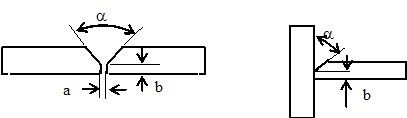
Рис.1.2. Приклади розкриття кромок.( а - зазор, b – притуплення, a - кут розкриття кромок).
Зварні шви. Стикові шви. При зварюванні плавленням стикові шви – це шви, які з’єднують елементи стикового з’єднання. Вони можуть бути одно – і двосторонніми, причому шов може бути виконаним за один або декілька проходів (шарів ), тобто шов одно- або багатошаровий. Якщо переріз шва з обох сторін при двосторонньому зварюванні майже однаковий, то такий шов зветься симетричним; якщо переріз з однієї сторони більший ніж з другої - несиметричним. Шов меншого перерізу зветься підварочним. Основні параметри одношарового стикового шва показані на рис.1.3.
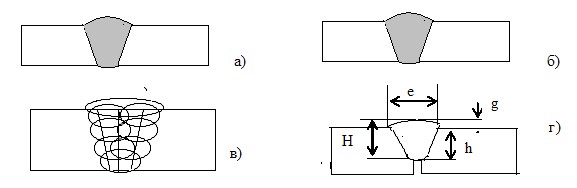
 Рис.1.3.
Типи стикових швів: а – односторонній;
б – двосторонній
несиметричний; в – односторонній
багатошаровий; г – конструктивні
елементи стикового шва ( H – товщина
шва, h – глибина проплавлення, g –
випуклість, e – ширина шва).
Рис.1.3.
Типи стикових швів: а – односторонній;
б – двосторонній
несиметричний; в – односторонній
багатошаровий; г – конструктивні
елементи стикового шва ( H – товщина
шва, h – глибина проплавлення, g –
випуклість, e – ширина шва).
Для оцінки шва використовують і інші характеристики: коефіцієнт форми ( співвідношення ширини шва до глибини проплавлення ), кут переходу від металу шва до основного металу, загальну площу шва.
При зварюванні тиском за допомогою стикових швів отримують стикові та таврові з’єднання. Параметри шва в цьому випадку визначаються шириною та площею шва.
Кутові шви. Кутові шви характерні тільки для зварювання плавленням. За допомогою кутових швів з’єднуються елементи з’єднань внакладку, таврові та кутові з’єднання. Кутові шви можуть бути випуклими, нормальними і увігнутими. Основні параметри нормального кутового шва представлені на рис.1.4.
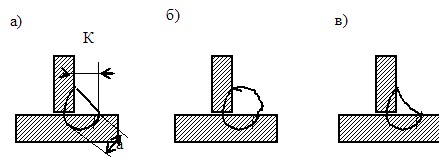
Рис.1.4. Кутові шви: а- нормальний ( К-катет шва, а – товщина шва); б – випуклий; в – увігнутий.
В залежності від катету кутового шва вони виконуються за один або декілька проходів.