1.6 Выбор технологических баз
При базировании заготовке придается определенное положение в приспособлении.
Выбор технологических баз должен производиться с соблюдением правил базирования: совмещения технологических баз с конструкторскими базами и измерительными; постоянство технологических баз [10].
Предлагаю обработку деталей и сборочной единицы производить по схемам установки и базирования, представленным в таблице 1.2.
 Таблица 1.2- Схемы установки и схемы
базирования деталей и
Таблица 1.2- Схемы установки и схемы
базирования деталей и
сборочной единицы “вентилятор”
NN опе-рации
|
Наименование операции |
Описание схемы установки |
Теоретическая схема базирования |
1 |
2 |
3 |
4 |
Деталь “крышка картера”
010
|
Токарная
|
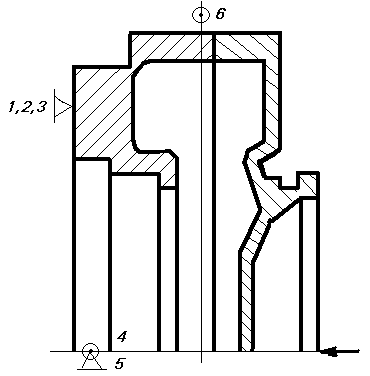
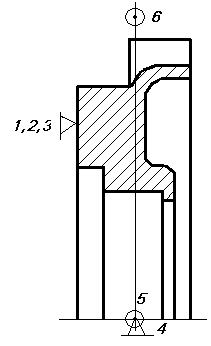
В приспособлении с базированием по торцу и внутренней поверхности; с закреплением шайбой, установленной на тяге приспособления.
|
|
020 |
Агр
|
В приспособлении с базированием по торцу и внутренней поверхности; с закреплением прихватами.
|
|

 егатная
егатная

Деталь “корпус”
015
025
|
Автоматная
Агрегатная
|
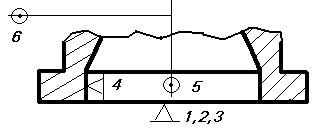
На цанговой оправке с базированием по торцу.
В приспособлении с базированием по торцу и внутренней поверхности. |
|
015 |
Автоматная |
На оправке с базированием по второму торцу.
|
|
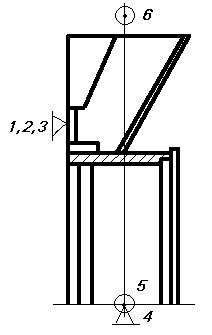
Сборочная единица “вентилятор”
060 070
|
Токарная Фрезерная
|
В приспособлении с базированием по торцу и внутренней поверхности, с закреплением прихватами.
|
|
065 |
Агрегатная |
В приспособлении с базированием по торцу и внутренней поверхности Ø65,1+0,12 мм
|
|