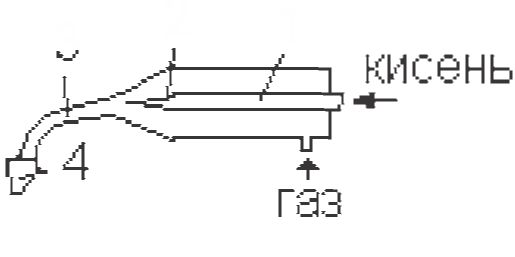
печні.
Кисень під тиском 0,1>0,4МПа, ^ 2 1
подається
до інжектора 2 (деталь з коніч-
ним
отвором). Виходячи з великою швид-
кістю
з інжекторного конуса, кисень ство-
рює
значне розрідження і засмоктує горю-
чий
газ. Горюча суміш надходить до
на-
конечника 4 при виході з якого
при зго-
рянні утворюється зварювальне
полум'я.
Пальники такого типу мають
змінні нако-
нечники (7шт) з отворами
різного діамет-
ра, що дозволяє
регулювати потужність
полум'я.
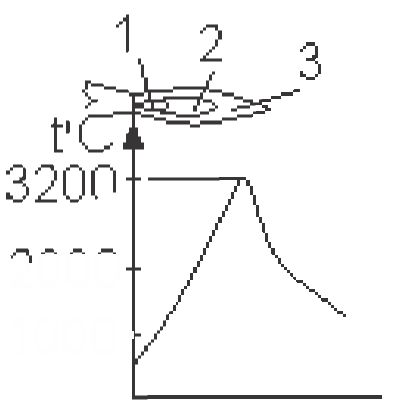
Ацетилено-кисневе полум'я (мал.
5.9)
має основні зони: ядро, робочу зону
та
оболонку. Робоча зона має найвищу
температуру. В оболонці
відбувається
догоряння ацетилену за рахунок кисню
атмосфери і
вона надійно захищає
зону зварювання від впливу зовнішнього
сере-
довища. Газове полум'я буває:
нормальним-співвідношення
02/С2Н2=1,1>1,2.
Ним зварюють
більшість марок сталі,
мідь, сплави алюмінія, цинку та магнію;
окислювальним-співвідношення
02/С2Н2=1,3>1,5.
Полум'я набу-
ває блакитного відтінку
і має загострену форму ядра. Його
викорис-
товують тільки для зварювання
латуні;
вуглецевим-співвідношення
0,/C2H2d<
1.
По-
лум'я
коптить, видовжується і набуває
червону-
ватого відтінка. Його
використовують для зва-
рювання
чавуну, високо вуглецевої сталі та на
плавки
твердих сплавів.
Присадний
матеріал вибирають в залежності
від
складу зварюваного метала. При зварюванні
zUUU
кольорових
сплавів використовують флюси
які -] qqq
.
розчиняють
оксиди і утворюють шлаки.
Газорізання
полягає у спалюванні металу в
струмені
кисню і видалення продуктів згоряння
цим
же струменем (мал.5.10). Основний
метал
спочатку нагрівають у початковій
точці підігріва-
ючим полум'ям до
певної температури. Потім на
неї
подають ріжучий кисень в якому згоряє
ме-
тал. Горіння металу супроводжується
додатко-
вим виділенням тепла.
Утворені продукти зго-
Мал.
5.9. Будова
газозварювального
полум'я
1
— ядро
(блакитне);
2 — робоча
зона
(фіолетова);
З — оболонка
Товарознавство
сировини і матеріалів
Мал.
5.8. Схема
газозварювального
пальника
інжекторного
типу
1
— трубка подачі кисню;
—
інжектор;
—
змішувач;
4
— наконечник
1
163
5. Продукція зварювального виробництва
ряння
видуваються струменем
ріжучого
кисню з
розрізу
(зони (- н - +0
різання).
Різанню піддаються ме-
тали температура
плавлення яких
вища температури
його горіння у
кисні. Ріжуть сталі
з вмістом вуг-
лецю до 0,7% та легуючих
домі-
шок до 5%. Ріжуть метали тов-
щиною
до 300мм. При більшій тов-
щині
використовують спеціальні
різаки.
Вони
дозволяють зварювати різноманітні
композиції матеріалів
при великій
різниці по товщині, або отримувати
зварні шви якість
яких недосяжна
для традиційних методів зварювання.
Основні з них:
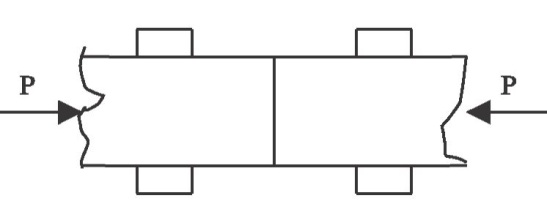
Контактне
(електроконтактне)зварювання
(мал.5.11)
Полягає
у короткостроковому нагріванні місця
з'єднання елект-
ричним струмом (з
оплавленням або без оплавлення) і
наступному
пластичному деформуванні
яке формує саме з'єднання. Поверхні
зва-
рюваних деталей зближуються на
відстань дії сил міжатомної взає-
модії.
Застосовують змінний струм, або імпульс
постійного струму.
За типом зварного
з'єднання виділяють:
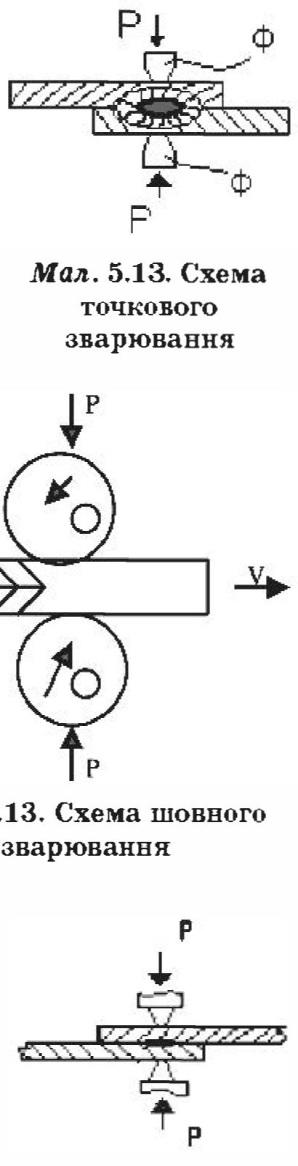
Точкове
зварювання (мал.5.12). Листові заготовки
стискують-
ся між електродами через
які подається зварювальний струм.
По-
верхні, що контактують з електродами
нагріваються повільніше ніж
у місці
контакту деталей. Нагрів завершується
утворенням ядра ме-
тал якого
знаходиться у рідкопластичному стані.
Після
цього виключають
Зрезарцев
М.П., Зрезарцев
6.ЛІ.
Мал.
5.10. Схема газорізання
1
— підігріваюче полум'я;
2 — ріжучий
кисень; 3 — метал;
4 — розріз; 5 —
продукти згоряння
Мал.
5.11. Схема
контактного зварювання
струм
і припиняють стискуван-
ня. Точкове
зварювання засто-
совують для деталей
з низько-і
середньовуглецевих
сталей,
низьколегованих конструкцій-
них,
алюмінія, міді та їх сплавів
товщиною
0,5>6,0мм.
164
Частина
І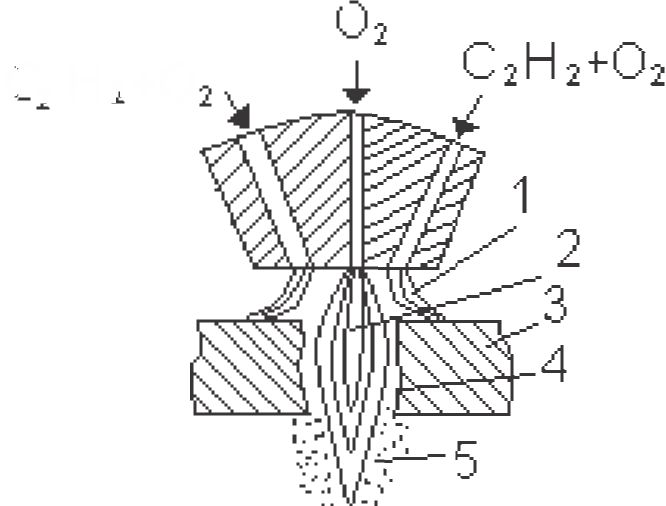
5.3. Особливі методи зварювання
Шовне
(роликове) зварювання мал (5.13)
Електроди
між якими пропускають листові за
готовки
виконані у вигляді роликів. Утворюєгьс;
суцільний
герметичний шов. Товщина зварюо-
мих
деталей 0,3>3,0мм. Найчастіше зварюють
різні
ємкості та виконують всі типи
зварних
з'єднань що і точковим, але
герметичні.
Холодне
зварювання
(мал.5.14). Виконуєть-
ся за рахунок
сумісного пластичного деформу-
вання
зварюваних поверхонь без нагрівання
Місця
зварювання старанно зачищають,
а
потім стискують питомим зусиллям
150>1000МПа
(15>100кг/мм2).
Вико-
нують точкові, шовні та стикові
з'єднан-
ня. Зварюють деталі товщиною
0,2>15,0мм
з пластичних матеріалів
(сплави
алюмінію, кадмію, міді, золо-
та,
цинку) в одно— та різнорідних сис-
темах
(оболонки кабелів, корпуси
на-
півпровідникових приладів, дроти
та
шини і т.п).
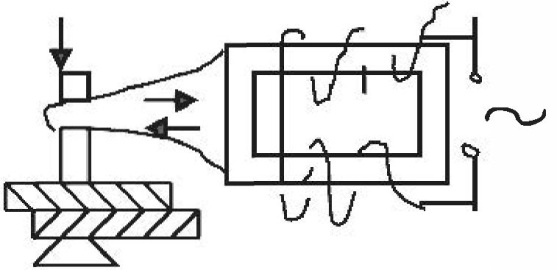
Зварювання
ультразвуком
(мал.5.15). Відбувається
за рахунок од-
ночасної дії
ультразвукових коливань і
невеличкого
стискуючого зусилля. Ультразвукові
коливання
створюють на контактуючих поверх-
нях
деформації які руйнують плівку окислів
та
забезпечують місцевий нагрів.
Добре зварюють-
ся всі пластичні
матеріали, одно— та різнорідні
системи
матеріалів з великою різницею у
тов-
щині, пластичні маси, біологічні
тканини (при
хірургічних
операціях)
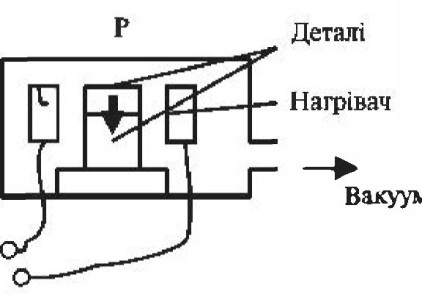
Дифузійне
зварювання (мал.5.16). Відбу-
вається
за рахунок взаємної дифузії матеріалів.
Зварювані
поверхні старанно зачищають, розмі-
щують
у камері де створюють вакуум 133 ■ 10
З>133
• 10 5Н/м2
(10"
3>10
5мм.рт.ст.).
Після цього нагрівачами підігрівають
деталі для
прискорення процесів
дифузії. Після вирівнювання температури
стис-
кують з зусиллям 1..20Мпа і
витримують 5>20 хвилин. Зварюють
Товарознавство
сировини і матеріалів
Мал.
5.14. Схема
холодного
зварювання
5.
Продукція зварювального
виробництва
1
65
![]()
![]()
різні
матеріали у будь-яких
комбінаціях:
сталь+алюміній,
кераміка+титан,кераміка+мідь
і
т.д.
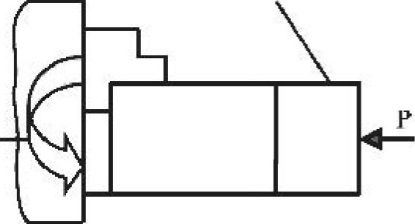
Зварювання
тертям
(мал.5.17). Відбувається за
рахунок
тепла, що утворюєть-
ся при терті.
Нерухома деталь
притискується до
тої що обер-
тається. Стик нагрівається
та
оплавляється. Нерухому де-
таль
відкріплюють і вони обертають-
ся
до повного охолодження. Таке зва-
рювання
широко використовують при
виготовленні
ріжучого інструмента
(приварюють
ріжучу частину з інстру-
ментальної
сталі до хвостовика з кон-
струкційної
сталі), у машинобудувані
і т. д.
Електронно-променеве
зварюван-
ня. Відбувається за рахунок
енергії
електронів створених у
вакуумній ка-
мері. Пучок електронів
розганяють до
високої енергії,
фокусують до діамет-
ра 0,3мм і
направляють у зону зварю-
вання.
Зварюють тугоплавкі та активні
метали
у різних композиціях товщи-
ною понад
100мм.
Лазерне
зварювання. Відбуваєть-
ся за рахунок
енергії фотонів створе-
них оптичним
квантовим генератором
(лазером).
Виконується у будь-якому
світло
прозорому середовищі. Промінь
світла
фокусують до діаметра 0,001мм. Можливо
створити у фокусі
температуру вищу
за 10000 С та точно дозувати енергію.
Викорис-
товують для зварювання
мікроз'єднань з різних металів і
сплавів,
з'єднання живих тканин у
медицині.
Зрезарцев
М.П., Зрезарцев 6.ЛІ.
Мал.
5.15. Схема ультразвукового
зварювання
Мал.
5.16. Схема дифузійного
зварювання
Нерухома
леталь
Мал.
5.17. Схема
зварювання тертям
166
Частина
І
Товарознавство
сировини і матеріалів
5.4.
Паяння
Паяння-процес
з'єднання матеріалів у твердому стані
з введен-
ням між ними розплавленого
матеріала-припою. Процес паяння по-
лягає
у здатності припою змочувати і розчиняти
матеріал з'єднує-
мих деталей або
утворювати з ними інтерметалічні
сполуки. Міцність
з'єднання припою
з деталями визначається фізико-хімічними
та ди-
фузійними процесами активність
яких залежить від якості підготов-
ки
поверхонь, наявності на ній окислів та
бруду, температури та
тривалості
паяння. При підготовці деталей до паяння
необхідно ство-
рити умови для появи
капілярних явищ які забезпечать
проникнен-
ня рідкого припою між
з'єднуваними деталями. Для цього
викорис-
товують флюси які розчиняють
і видаляють окисли з поверхні з'єднує-
мих
деталей, а також сприяють змочуванню
і розтіканню припою. В
якості флюсів
(в залежності від матеріалу деталей)
використовують
каніфоль, каніфоль
з добавками, стеарин, хлористий цинк,
фосфор-
ну кислоту, борну кислоту і
т.д.
Розрізняють
види паяння:
низькотемпературне
(t
плавл<400°С)
високотемпературне
(t
плавл>500°С)
Для
низькотемпературного паяння широко
використовують
олов'яносвинцеві
припої які дають з'єднання низької
міцності (ПОС-
18, ПОС-40, ПОС-61). В цих
марках: літера П-припой, О-олово,
С-
свинець, цифра-максимальний вміст
олова у відсотках.
Крім
олов'яносвинцевих використовують
олов'яноцинкові при-
пої ПОЦ-90, ПСЩ-70,
ПОЦ-бО та ПОЦ-40 (цифра у маркуванні-
вміст
олова у відсотках, а все інше-цинк).
Для
високотемпературного паяння використовують
припої які
дають високу міцність
з'єднання (мідь, латуні, сплави цинку
та
срібла):ПМЦЗ6 (Си-36%,
Zn-інше),
ПМЦ54(Си-54%,
Zn-інше),
ПСр-
72 (Ag-72%,
Си-інше),ПСр-50
(Ag-50%,
Си-інше).
Для
паяння використовують різні способи
нагрівання: газовими
пальниками, в
електропечах, струмами високої частоти
та інше.
5.
Продукція
зварювального
виробництва
1
167
Зрезарцев
М.П., Зрезарцев 6.ЛІ.
5.5.
Контроль якості зварних і паяних
з'єднань
Дефекти
зварних і паяних з'єднань бувають
зовнішніми та внут-
рішніми.
До
зовнішніх дефектів відносять
нерівномірність поперечного пе-
рерізу
вздовж швів, не заповнення шва, тріщини,
відкриті порож-
нини та шлакові
включення. У процесі дугового та газового
зварю-
вання переріз шва буде
нерівномірним якщо порушено режим
зва-
рювання або зварник немає
достатньої фаховості. Порожнини у
звар-
них швах виникають через
насичення металу воднем, азотом
або
іншими газами, при використанні
електродів з вологим покриттям
чи
забрудненні країв зварюваних виробів.
Причина не проварів-
мала сила струму
та погане очищення зварюваних поверхонь
ви-
робів. Тріщини найчастіше виникають
при зварюванні металів з
великим
вмістом сірки, фосфору та інших домішок.
До
внутрішніх дефектів відносять не
проварені краї, порожни-
ни, шлакові
включення, зміна хімічного складу та
структури мета-
лу зварного шва та
біля шовних зон, термічні напруження
тощо.
Після
виконання з'єднання вироби оглядають
для виявлення де-
фектів. Найпростіше
для цього використати лупу. Такий огляд
доз-
воляє виявити поверхневі
раковини, порожнини, дрібні тріщини,
шлакові
включення тощо. Внутрішні дефекти
виявляють випробу-
ванням на щільність,
магнітними та ультразвуковими
дефектоско-
пами, Y-променями
тощо. Проводять випробування і
механічних
властивостей. Випробування
на щільність проводять для баків,
ре-
зервуарів, труб і т.п., призначених
для зберігання або транспорту-
вання
рідин і газових речовин. їх здійснюють
гасом, стисненим по-
вітрям або водою.
При випробуванні гасом один бік шва
забілюють
крейдою, а другий змочують
гасом. Якщо на забіленій крейдою
по-
верхні шва появляються темні
гасові плями-шов не щільний і має
наскрізні
дефекти. Водою під тиском випробують
зварні з'єднання
труб, баків,
резервуарів тощо.
Механічні
властивості визначають випробуваннями
на розтяг,
згин, ударну в'язкість
спеціально підготовлених зразків.
Внутрішні
дефекти у зварних швах виявляють
просвічуванням
Y-променями,
з допомогою радіактивних ізотопів
(найчастіше ко-
бальту)
168
Частина
І
Товарознавство
сировини і матеріалів
5.6.
Упакування, транспортування та
зберігання
зварювальних матеріалів
та обладнання
Зварювальний
дріт повинен бути зкрученим у мотки не
переплу-
таними рядками. Кожний моток
перев'єязують м'яким дротом у трьох
місцях
(не менше) рівномірно розташовуючи по
периметру. Кінці
мотка вкладають
так, щоб їх було легко знайти. Мотки
одного роз-
міру, однієї марки дроту
дозволяється зв'язувати у бухти вагою
до
80кг. Мотки (бухти) обгортують
папером, а потім упаковують в
рогожку,
або вкладають в ящик. На кожному мотку
(бухті) кріплять
металеву або дерев'яну
бірку де вказують найменування або
товар-
ний знак виробника, номер
плавки, умовне позначення дроту.
Електроди
упаковують в пластикові коробки або
пачки з наступ-
ним вкладанням в
герметичні металічні або картонні
коробки (кар-
тон марка В товщиною
0,9мм). Кожну коробку обгортують
поліети-
леновою плівкою. Маса коробок
залежить від діаметра електродів:
діаметр
до 2,5мм-до Зкг, 3,2>4,0мм-5кг, діаметр
більше 4,0мм-до
8кг. Коробку і пачки
упаковують в ящик з картону товщиною
2,5мм,
дерева або плит ДВП марки Т
товщиною до 4,0мм. Маса ящика до
50кг.
На ящику роблять надписи «Обережно
крихке» та «Боїться
вологи». На
кожній пачці та коробці кріплять
етикетку з даними
про електроди.
Кожна партія електродів має сертифікат
в якому
вказують товарний знак
виробника, умовне позначення
електродів,
номер партії, дату
виготовлення, марку дроту та стандарт,
масу
партії та гарантійний термін
зберігання.
Надпис
роблять у два рядки.
Питання
до самоконтролю
Чим
визначають властивості зварювальних
електродів?
Як
маркують основні складові покриття
зварювальних еле-
ктродів?
Застережні
засоби при зберіганні ацетилена у
балонах.
Як
контролюють герметичність зварних і
паяних з'єднань?
5.
Продукція зварювального виробництва
1
169
Металовироби
промислового
призначення
До
металовиробів промислового призначення
відносять дріт і
вироби з нього
(цвяхи, канати і троси, сітки, зварювальні
електро-
ди і т.д.), кріпильні вироби
(болти, гайки і т.д.), ланцюги, пружини
і
т.д. їх виготовляють литтям або методами
пластичного деформу-
вання і при
необхідності, різними видами обробки
(різанням, шліфу-
ванням, поліруванням
і т.д.)
Являє
собою довгі металічні стержні малої
товщини виготов-
ленні з сталі різних
марок або кольорових металів та їх
сплавів
волоченням або прокочуванням.
Сталевий дріт класифікують за оз-
наками
( табл.6.1 ).
Дріт
з кольорових металів і сплавів буває:
алюмінієвий, мідний,
латунний, і т.д.
Параметри
якості (механічні властивості, точність
і т.д.) зале-
жать від виду матеріалу
і призначення.
Вимоги
до якості дроту: відповідність хімічного
складу, стуктури
та основних показників
властивостей (механічні, фізичні та
інші), ви-
могам стандартів. Дріт
загального призначення діаметром
0,8-7,0 мм
6.1.
Дріт
170![]()
Метод
виготовлення
Розміри
Призначення
За
формою у
розрізі
Хімічний
склад
Вид
поверхні
Термічна
обробка
(ТО)
Товарознавство
сировини і матеріалів
без
термічної обробки повинен витримувати
без руйнування не менше
чотирьох
перегинань. На поверхні будь-якого
дроту не повинно бути
іржі, подряпин,
тріщин. Намотування дроту на мотки, на
котушки та
у бухти повинне здійснюватись
правильними рядами без переплутуван-
ня
витків та забезпечувати вільне змотування
дроту.
Таблиця
6.1
Класифікація
сталевого дроту
Ознака
класи-
фікації
Класифікаційна
характеристика
Холоднотянутий,
холоднокатний,гарячекатаний(катанка)
Особливо
товстий (> 8 мм), товстий (6-8 мм), середній
(1-6
мм), тонкий (0,1- 0,4 мм), надтонкий (<
0,1мм)
Конструкційний, інструментальний
(для виготовлення
ріжучих або
слюсарних інструментів),
пружинний
(поставляється термічно
обробленим), арматурний (для
армування
будівельних конструкцій), для холодної
висадки
(для виготовлення болтів,
гвинтів, шурупів і т.д.), канатний
(для
виготовлення канатів і тросів) та
кабельний.
Круглий, плющенний,
квадратний, овальний, трьох -
шестигранний,
сегментний, секторний, трапе
цієвидний,
зетподібний, спеціального
профілю.
Вуглецевий (низько-, середньо-,
високовуглецевий),
легований (низько-,
середньо-, високолегований).
Полірована
(група А), шліфована (підгрупи Б,В,Г,Д).
Під-
група Б - тонкошліфований.
Сталевий дріт з встановленою
чистотою
поверхні називають СЕРЕБРЯНКОЮІ.світла
(без
додаткової обробки поверхні
після виготовлення), чорна
(після
термічної обробки з слідами окалини).
Без
ТО, відпущений, відпалений,
загартований,
патентований.
6.2.
Канати
Канати
являють собою гнучкі металеві вироби
отримані звиван-
ням або скручуванням
ряду дротів навколо сердечника.
Різновидом
канатів є троси , де
спочатку звивають пряді (стренги), а
потім їх
6.
Металовироби промислового призначення
171
Зрезарцев
М.П., Зрезарцев
6.ЛІ.
звивають
навколо сердечника. Для сердечників
використовують ме-
талевий дріт,
рослинні або мінеральні волокна,
пластмаси і т.п.
Для захисту від
корозії використовують мінеральні
масла якими
змащують (просочують)
сердечники. Сталеві канати класифікують-
ся
за ознаками (табл.6.2)
Таблиця
6.2.
Класифікація
сталевих канатів
172
Частина
І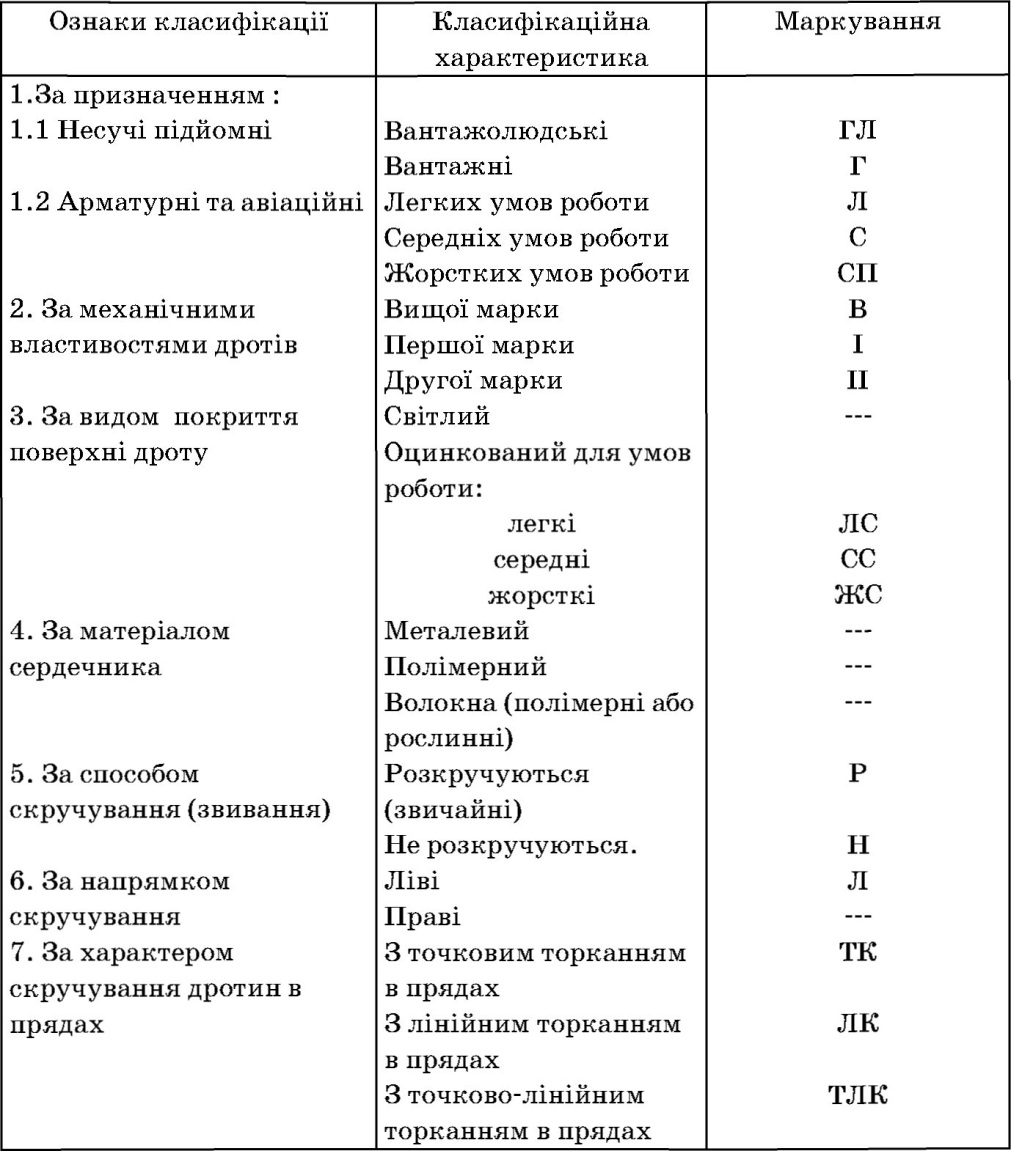
Товарознавство
сировини і матеріалів
Найбільш
поширене використання канатів з лінійним
торкан-
ням в прядах (JIK).
Такі
канати бувають :
з
дротинами однакового діаметра в прядах
— JIK-0;
з
дротинами різного діаметра в прядах
— JIK-P;
з
заповнюючими дротинами меншого діаметра
— JIK-3.
Канати
мають шифрове позначення конструкції:
перша
цифра — кількість прядей;
друга
цифра — кількість дротин у пряді;
цифри
в дужках:
перша
— кількість ценральних дротів;
друга
— кількість дротів у першому шарі;
третя
— кількість дротів у другому шарі;
четверта
— кількість дротів у третьому шарі і
т.п.
Наприклад:
13x7 (1+6); 6x19 (1+6+6); 1x61 (1+6+12+18+24).
Канати
характеризують розривним зусиллям
всіх дротин у ка-
наті, розривним
зусиллям вцілому (МПа) а також тимчасовим
опо-
ром розриву. Канати поставляють
по діаметру з позначенням при-
значення,
марки дроту, напрямку і способу звивки,
маркувальної
групи за тимчасовим
опором розриву. Наприклад:
Канат
6,10-Г-В-Н-16,0 ГОСТ...
де,
6,10 — діаметр (мм)
Г — вантажний
В
— дріт вищої марки
Н — не
розкручується
16,0 — тимчасовий опір
розриву (МПа)
Канат
5,20-Г-І-СС-Л-Р-16,0 ГОСТ...
де,
5,20 — діаметр
Г — вантажний
І
— дріт марки І
СС
— дріт оцинкований по групі СС
Л —
лівого зкручування
Р — розкручується
16,0
— тимчасовий опір розриву (МПа)
Крім
витих випускають і не виті канати з
паралельно складених
дротин або
прядей, обвитих обмоткою з м'якого дроту
і скріплених
обжимами. їх використовують
в якості арматурних в будівельній
індустрії.
Вимоги
до якості канатів визначаються вимогами
стандартів. їх
перевіряють на
розтягування, скручування та
згинання.Основні по-
казники якості
канатів: висока міцність, гнучкість,
сумарне розрив-
6.
Металовироби промислового призначення
173
Зрезарцев
М.П.,
Зрезарцев
6.ЛІ.
не
зусиля дротин, надійність в експлуатації
і т.д. Діаметр каната,
центральної
дротини та дротини у шарах і граничні
відхилення від
них повинні
відповідати встановленим нормам. В
канатах не повин-
но бути обірваних,
перекручених та заламаних дротин.
Поверхня
дротин повинна бути
чистою, без тріщин. Дротини в канаті
повинні
бути змащенні по всій
поверхні. На кінцях канатів повинно
бути не
менше трьох затискувачів,
що попереджають торці від розслаблен-
ня
або скручування. Крім загальних вимог
до якості канатів став-
лять
специфічні, які визначаються
призначенням та умовами експ-
луатації.
6.3.
Кріпильні вироби
Згідно
з технічними вимогами на кріпильні
вироби загального
призначення
встановленні вимоги до використовуємих
марок матер-
іалів, їх механічних
властивостей та покриття в залежності
від умов
експлуатації (Табл. 6.3).
Таблиця
6.3
Позначення
покриття* |
Вид |
Позначення |
Цинковане хроматоване |
Ц.хр |
01 |
Кадмієве хроматоване |
Кд.хр |
02 |
Нікелеве |
Н |
03 |
Багатошарове: мідь - нікель |
мн |
03 |
Багатошарове: мідь - нікель - хром |
мнх |
04 |
Окисне |
Хім.окс |
05 |
Фосфатне з просочуванням маслом |
Хім.фос.прм |
06 |
Олов'яне |
О |
07 |
Мідне |
м |
08 |
Цинкове |
Ц |
09 |
Цинкове гаряче |
Гор.ц |
09 |
Кисле наповнене у розчині біхромата калія |
Ан.окс.хр |
10 |
Окисне з кислих розчинів |
Хім. пас |
11 |
Срібне |
Ср |
12 |
Титанове |
Ти |
— |
*
Товщина покриття 3, 6, 9 мкм
174
Частина
І
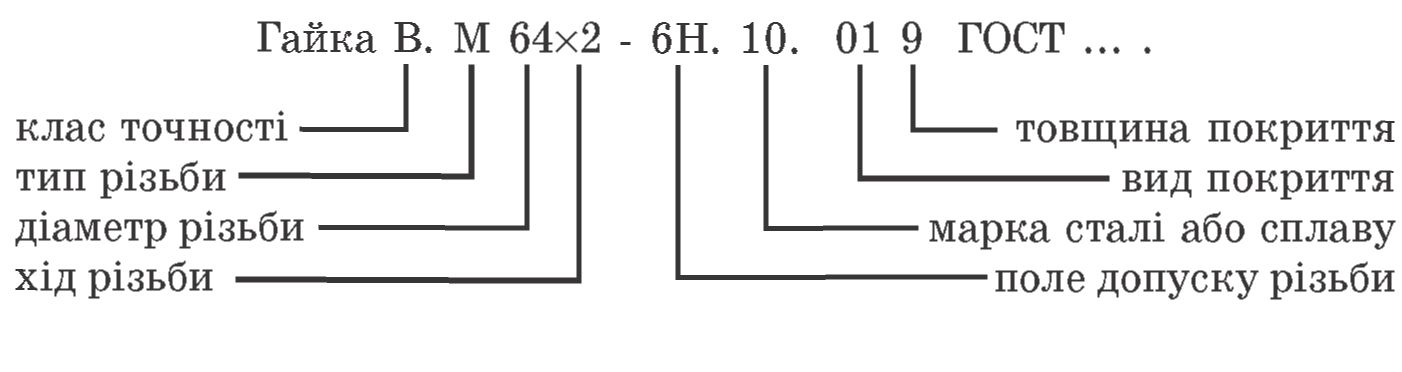
Гайки.
Вироби (мал. 6.2) які мають отвір з різьбою.
В залеж-
ності від форми бувають
чотирьох та шестигранними,
круглими,
ковпачковими і спеціальних
конструкцій. Характеризуються діамет-
ром
і ходом різьби, товщиною та розміром
під ключ. Форма гайки
та її конструкція
встановлюється стандартом. Наприклад
Товарознавство
сировини і матеріалів
Кріпильні
вироби призначені для створення
роз'ємних або не
роз'ємних з'єднань
деталей та конструкцій. До них відносять:
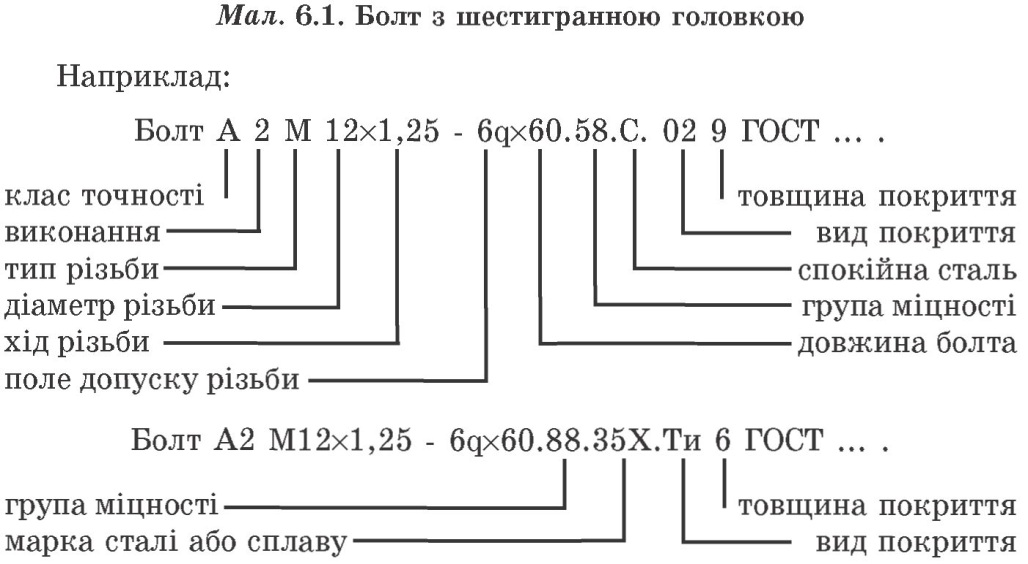
Болти.
Являють собою циліндричні вироби (мал.
6.1) з різьбою
для накручування гайки
або закручування в якусь деталь.
Характеризуються
діаметром і ходом різьби, формою
головки,
розміром під ключ, точністю,
загальною довжиною і довжиною на-
різаної
частини.
6.
Металовироби промислового призначення
175
![]()
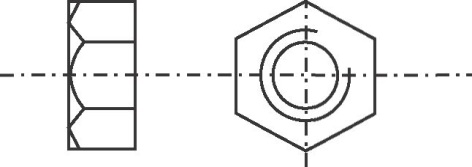
Зрезарцев
М.П., Зрезарцев 6.ЛІ.
Мал.
6.2. Гайка шестигранна
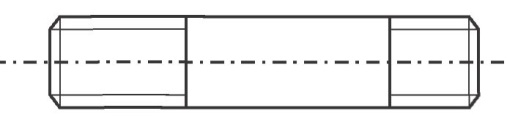
Шпильки.
Являють собою (мал. 6.3) циліндричні
вироби з різьбою
на обох кінцях
Характеризуються загальною довжиною
і довжиною
нарізаних частин, діаметром
і ходом різьби. Наприклад:
Шпилька
МІ6 - 6gxl20.
58
ГОСТ ...
група
міцності (без покриття)
Мал.
6.3 Шпилька
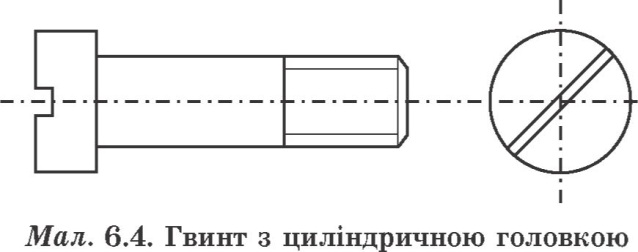
Гвинти.
Являють собою (мал.6.4) циліндричні вироби
з різьбою
для накручування гайки
або закручування в якусь деталь.
Мають
головку (циліндричну, напівкруглу
або потайну) з шліцом (проріззю)
під
звичайну або хрестоподібну викрутку,
чи з заглибленням «під
ключ».
Характеризуються діаметром і ходом
різьби, загальною дов-
жиною і довжиною
нарізаної частини.
Конструкція
головки встановлюється стандартом.
Наприклад:
Винт
В.М10 - 6qx25.
48
ГОСТ ...
І
група
міцності (без покриття)
176
Частина
І
Товарознавство
сировини і матеріалів
Болти,
гвинти, шпильки та гайки виконують
таких класів точ-
ності: С — груба
точність, В — нормальна точність, А —
підвищена
точність.
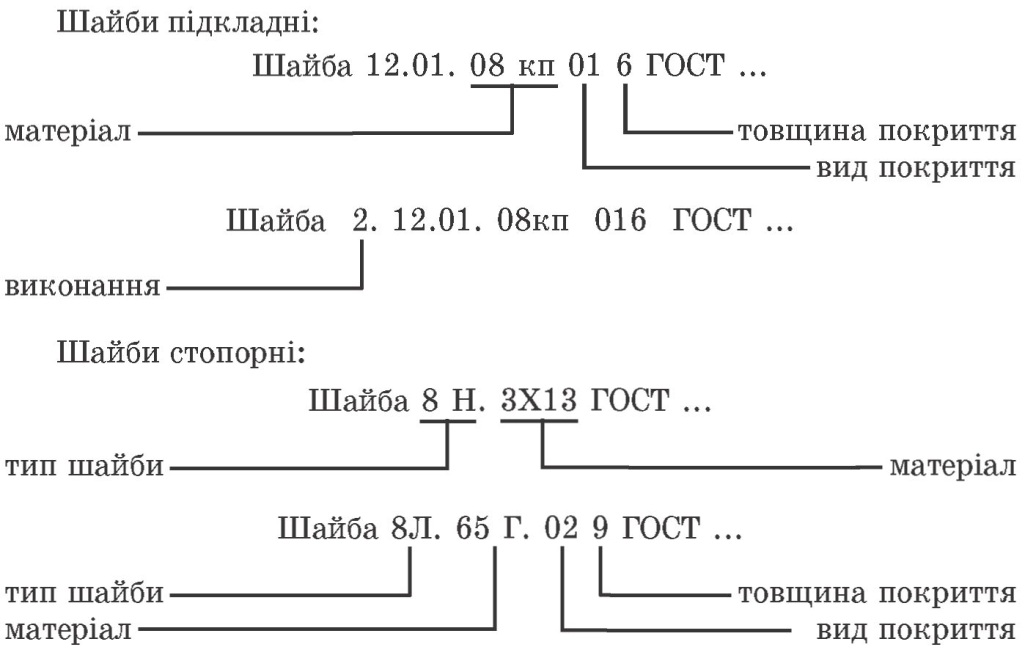
Шайби
(підкладні та стопорні).
Являють собою вироби кільце-
вої
форми невеликої товщини з круглим
отвором для вільного про-
ходу болта,
гвинта або шпильки. Підкладні захищають
поверхню
виробу від пошкодження
головками болтів або гайок. Стопорні
(різних
конструкцій) захищають
поверхні виробу від пошкодження та
запо-
бігають самовідкручуванню
гаєк, болтів або гвинтів. Стопорні
бува-
ють розрізними та нерозрізними.
Всі види шайб характеризуються
виконанням
(товщиною) та розмірами. Наприклад:
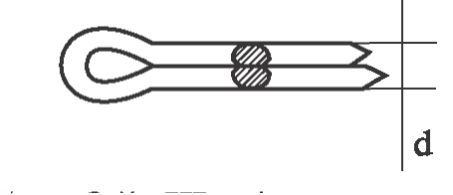
Шплінти.
Являють собою (мал. 6.5) відрізки плющеного
дроту,
які використовуються для
попередження самовідкручування гаєк
та
з'єднання слабонавантажених
деталей. Після установки кінці
шплінта
розводять і розгинають.
Характеризується
умовним діаметром d
та
довжиною. Наприклад:
6.
Металовироби промислового призначення
177

Зрезарцев
М.П., Зрезарцев
6.ЛІ.
Мал.
6.5. Шплінт розводний
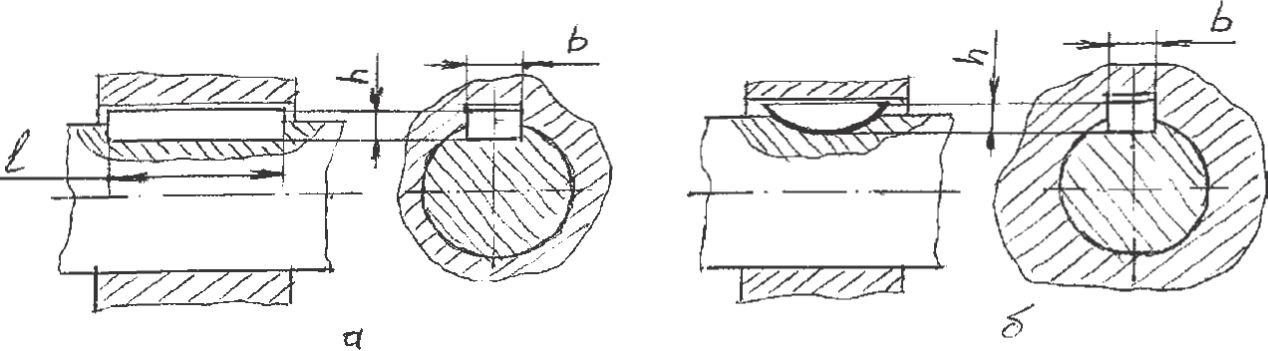
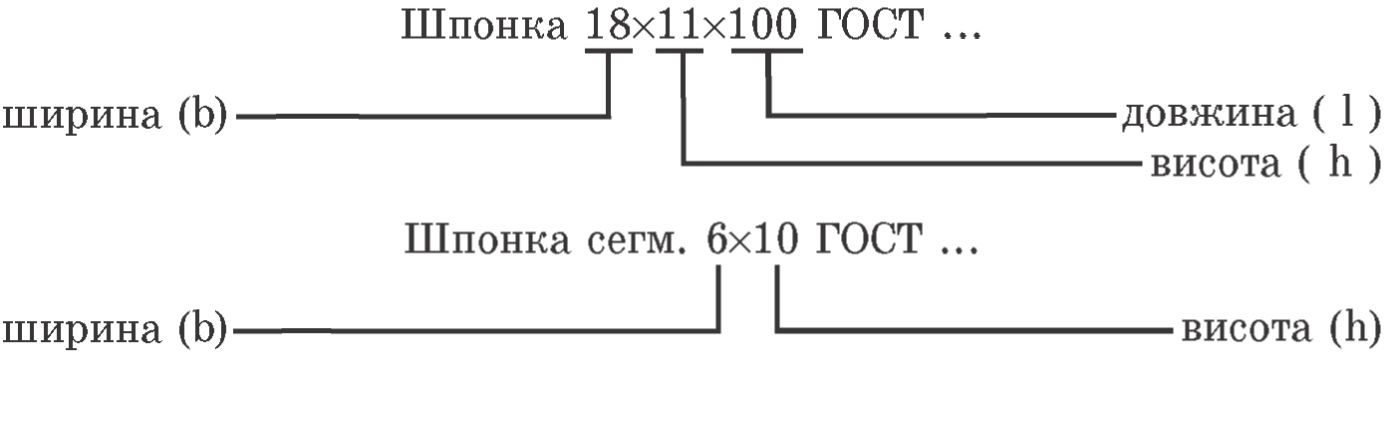
Шпонки.
Являють собою (мал. 6.6) деталі різної
конструкції,
які запобігають
прокручуванню або зміщенню однієї
деталі відносно
іншої. Характеризується
параметрами, встановленими стандарта-
ми.
Наприклад:
Мал.
6.6. З'єднання шпонками:
а
— призматичною, б — сегментною
Штіфти.
Являють собою циліндричні або конічні
стержні певної
довжини для нерухомого
роз'ємного закріплення деталей або для
їх
точної взаємної фіксації. Вони
бувають циліндричними (з різними
відхиленнями),
конічними та спеціальними. Характеризуються
діа-
метром відхиленням (тільки для
циліндричних) та довжиною. Кон-
структивна
особливість визначається стандартом: