

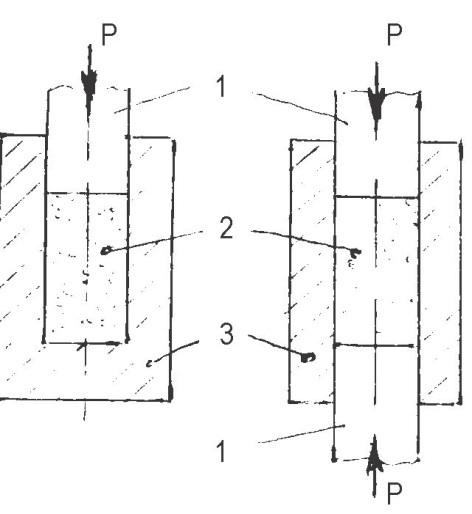
Холодне
пресування шихти
відповідного складу
з наступним
спіканням — найбільш
пошире-
ний спосіб формування
металоке-
рамічних деталей. Буває
одно—
або двохстороннім (мал. 3.22).
Під
впливом тиску частки
шихти
ущільнюються за рахунок
плас-
тичного деформування або
їх
крихкого руйнування. Односто-
роннє
деформування використову-
ють для
деталей з співвідношен-
ням висоти
до діаметра менше
двох. Отримують
напівфабрикати
з розмірами, які
враховують де-
формацію при
наступному
спіканні. Спікання полягає
у на-
грівання
до температури 2/3 температури плавлення
метала порош-
ка для однокомпонентної
системи або нижче температури плавлен-
ня
основного метала для багатокомпонентної
структури. Спікання
проводять у
вакуумі або захисній атмосфері. При
необхідності спе-
чені вироби
калібрують, обробляють різанням,
піддають термічній
та хіміко-термічній
обробці.
Гідростатичне
ущільнення (пресування) полягає у
всебічному об-
тискуванні шихти в
еластичні гумовій або металевій оболонці
ріди-
ною [1000>3000МН/м2
(10000>30000 кг/см2)].
Отримують заготов-
ки простої форми,
великих розмірів і низької точності.
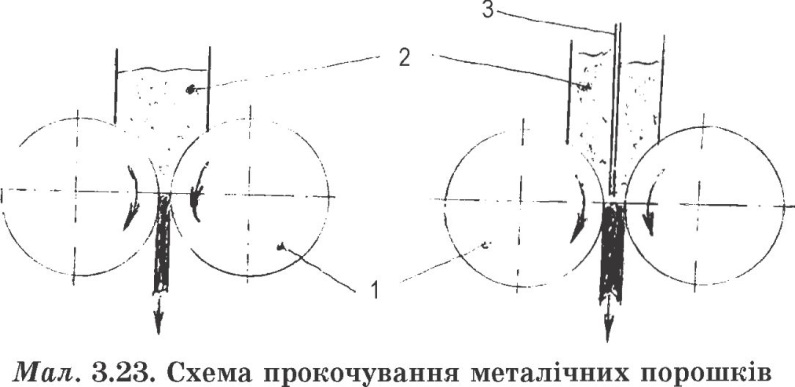
Прокочування
виготовляють стрічку яку потім спікають
(мал.
3.23). Прокочування здійснюють з
допомогою валків 1 між якими
проходить
і ущільнюється шихта 2. Можливо виготовляти
двох—
або трьохшарові стрічки для
чого у бункері встановлюють перего-
родку
3. Прокочуванням отримують стрічки
товщиною 0,025>3,0мм
і шириною до 300мм.
Для
виготовлення виробів використовують
також неущільнююче
формування
(спікання без пресування), суміщення
операцій ущіль-
нення та спікання
(гаряче пресування, поєднання пресування
з об-
робкою ультразвуком і т.і.).
Товарознавство
сировини і матеріалів
Мал.
3.22. Схема пресування
1
— пуансон; 2 — шихта;
З — пресформа
10
7
3. Металознавство та металопродукція
Зрезарцев
М.П., Зрезарцев 6.ЛІ.
1
— валки; 2 — шихта; 3 — перегородка
3.6.4.
Інструментальні тверді сплави
Основа
всіх інструментальних твердих сплавів
— дуже тверді
карбіди вольфрама
(WC),
титана
(ТіС) та тантала (ТаС). Зв'язуючий
матеріал
— кобальт, нікель або залізо. Для
виготовлення виробів
порошки
карбідів змішують з зв'язкою, пресують
і спікають при
температурі плавлення
зв'язки у атмосфері водню для
відновлення
окислів. Вони бувають
для наплавки і металокерамічними.
Наплавочні
тверді сплави використовують для
підвищення зно-
состійкості різних
деталей машин шляхом наплавки
(наварювання) з
допомогою вольтової
дуги або газового полум'я. Вони
поділяються на:
Стелліти — литі
сплави на основі кобальта, хрома,
вольфрама
та вуглецю (табл.3.13).
Таблиця
3.13
Хімічний
склад наплавочних сплавів |
Компоненти сплавів, % |
|||||||
W |
Co |
Ni |
Fe |
Сг |
Мп |
С |
Si |
|
Стелліт ВК2 |
13...17 |
47...53 |
<2,0 |
<2,0 |
27...33 |
1 |
1,8...2,5 |
1,0...2,0 |
Стелліт ВКЗ |
4...5 |
58...62 |
<2,0 |
<2,0 |
28...32 |
- |
1,0...1,5 |
2,5 |
Сормайт №1 |
- |
- |
3...5 |
Основа |
25...31 |
1,5 |
1,5...3,3 |
2,8...4,2 |
Сормайт №2 |
- |
- |
1,3...2,2 |
Основа |
13...17 |
1,0 |
1,5...2,0 |
1,5...2,2 |
Сталініт |
- |
- |
- |
Основа |
16...20 |
13...17 |
8... 10 |
<3,0 |
Вокар |
85...87 |
- |
- |
<2,0 |
- |
- |
9... 10 |
<3,0 |
Стеллітоподібні
(сормайти) — литі сплави на основі
хрома, за-
ліза та нікеля.
124
Частина
І
Товарознавство
сировини і матеріалів
Зерноподібні
(вокар) — складається з зерен вольфрама
та вугле-
цю або суміші різних
феросплавів.
У
процесі наплавленння у наплавляємому
шарі утворюється сплав
який містить
тверді карбіти фольфрама, хрома,
марганцю та заліза.
Сормайти
випускають у вигляді прутків сІ=5>7мм
і довжиною
200>400мм, а також у
вигляді порошкоподібної або
зерноподібної
суміші. Такими
сплавами наплавляють зношені деталі,
штамповий і
вимірювальний
інструмент, найбільш зношувані
поверхні землерий-
ної техніки.
Металокерамічні
тверді сплави широко використовують
для ви-
готовлення металоріжучого
та бурового інструменту і в різних
галу-
зях промисловості. Вони
бувають одно-, двох- і трьохкарбідними
(табл.
3.14). Кожний тип має свої особливості
використання. В за-
лежності від
розмірів часток вони бувають
крупнозернистими — В,
дрібнозернистими
— М та особливо дрібнозернистими —
ОМ.
Таблиця
3.14
Металокерамічні
тверді сплави |
Марка |
Хімічний склад,% |
||||
WC |
ТіС |
ТаС |
Co |
|||
Однокарбідні |
ВК2 ВК10 |
98 90 |
- |
- |
2 10 |
|
Двохкарбідні |
T5K10 T15K6 T30K4 |
85 79 64 |
5 15 ЗО |
- |
10 6 4 |
|
Трьох карбід ні |
TT7K12 TT20K9 |
81 71 |
7 20 |
12 9 |
||