

3.6. Выбор посадки
Условия выбора посадки:
![]() (3.15)
(3.15)
![]() (3.16)
(3.16)
где NCmax и NCmin – предельные стандартные натяги.
Определяем допуск посадки:
![]()
В качестве системы посадки принимаем систему отверстия по исходным данным. Тогда определяем допуск на основную деталь – отверстие:
![]()
По таблице 3 приложения 1 находим ближайшее значение допуска отверстия для диаметра 45 мм ТD = 16 мкм, что соответствует 6-му квалитету. Рекомендуется допуск отверстия брать на один квалитет больше допуска вала, так как обычно при равной степени точности отверстие обработать труднее и дороже, чем вал. Можно назначить и равные допуски.
В системе отверстия, исходя из схемы расположения полей допусков (рис.3.3) и условия (3.14), по таблице 4 приложения 1 (в системе вала - по таблице 5 приложения 1) выбираем основное отклонение вала по условию
ei ≥ TD +NTmin (в системе вала: │ES│≥ Td + NTmin); (3.17)
ei ≥ 16 + 62 = 78 мкм.
Принимаем ei = v = +81 мкм.
Уточняем допуск, на сопрягаемую деталь исходя из схемы (рис. 3.3) и условия (3.15):
Td ≤ NTmax – ei (в системе вала: TD ≤ NTmax – │ES│); (3.18)
Td ≤ 93 – 81 = 12 мкм.
По таблице 3 приложения 1 принимаем Td = 11 мкм, что соответствует 5-му квалитету (в системе вала TD ≤ NTmax – │ES│).
В пределах погрешности расчетов возможно нарушение условий (3.17) и (3.18) на 1–2 мкм (это снижает стоимость обработки).
Определяем предельные отклонения:
![]()
![]()
ei = +81 мкм; es = ei+ Td = +81+11 = +92 мкм.
Наносим их на схему расположения полей допусков (рис.3.3)
Предельные стандартные натяги в посадке:
NCmin = ei – ES = 81 – 16 = 65 мкм;
NCmax = es – EI = 81 – 0 = 81 мкм.
Условия выбора посадки удовлетворяются:
NCmin = 65 ≥ NTmin = 62 мкм;
NCmax = 92 ≤ NTmax = 93 мкм.
Выбранную
посадку запишем так: Ø45
 .
.
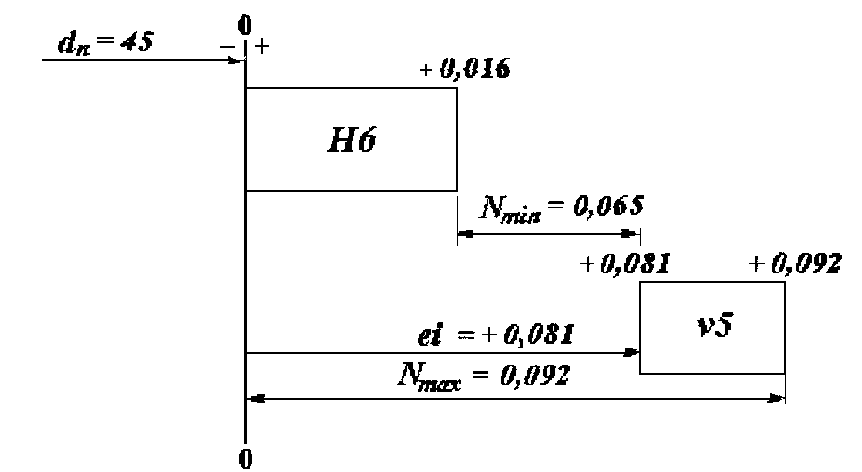
Рис.3.3 Схема расположения полей допусков выбранной посадки
3.7. Определение коэффициентов запаса прочности и сцепления
Коэффициент запаса прочности определяем по выражению
n = NPmax / (NCmax – ΔNR); (3.19)
п = 93/(92 - 17,1) = 1,24 ≥ 1 – условия удовлетворяются.
Коэффициент запаса сцепления определяем по зависимости
m = NCmin / NTmin; (3.20)
т = 65/62 = 1,04 ≥ 1 – условия удовлетворяются.
3.8. Определение усилия запрессовки
Усилие запрессовки определяем по формуле
R3 =f3∙(NCmax /NPmax) – pmax ∙π ∙ dn ∙ l; (3.21)
где f3 – коэффициент трения при запрессовке, f3 ≈ 1,2∙f = 1,2∙0,1 = 0,12.
В результате расчета получим:
R3 = 0,12∙(92/93)∙74,0∙106 ∙3,14∙0,045∙0,05 = 62094,1 H ≈ 62 кН.
3.9. Определение температуры нагрева втулки
В случае поперечного метода сборки необходимо определить температуру нагрева втулки по зависимости
![]() ;
(3.22)
;
(3.22)
где Sсб – зазор при сборке (берется равным отклонению «G», м, табл. 5 приложения 1); tcб = 20°С – температура при сборке. В нашем случае отклонение G = 9 мкм = 9∙10–6 м.
В результате расчета получим:
![]()
Температура нагрева стальных деталей с термообработкой не должна превышать 200–300 °С, иначе происходит низкий или средний отпуск (хотя в ряде случаев он необходим для повышения качества стали).