

2.2. Определение конструктивных зазоров
2.2.1. Конструктивный допуск посадки определяем по формуле
![]() ;
(2.5)
;
(2.5)
где ТF – функциональный допуск посадки; КЗТ – коэффициент запаса точности,
КЗТ = 1,5– 11 (оптимально КЗТ = 3–5).
Функциональный допуск посадки
ТF = SFmax – SFmin; (2.6)
ТF = 293 –31 =262 мкм.
Согласно формуле (2.5),
![]() .
(2.7)
.
(2.7)
Таким образом, чем больше КЗТ, тем точнее будут изготовлены детали, тем больше их долговечность, но тем дороже обходится их обработка.
Пример КЗТ = 3.
Тогда по формуле (2.5) получим:
ТК = 262 / 3 =87 мкм.
2.2.2. Определяем предельные конструктивные зазоры.
Наименьший конструктивный зазор
SKmin = SFmin – 2∙η∙( RZD + RZd), (2.8)
где η = 0,6– 0,7 – коэффициент смятия шероховатости поверхности в процессе приработки;
SKmin = 31 – 2∙0,7∙(4,0 + 3,2) = 21 мкм.
Наибольший конструктивный зазор
SKmax = SKmin+ ТК ; (2.9)
SKmax = 21 + 87 = 108 мкм.
2.3. Выбор посадки
Условие выбора:
SCmin ≥ SKmin; (2.10)
SCmax → SKmax, (2.11)
где SCmax и SCmin –наибольший и наименьший стандартные зазоры в посадке.
Система посадки задана в таблице 2.1 – система отверстия сН.
Исходя из рисунка 2.1 выбираем основное отклонение для системы отверстия │es │ ≥ SKmin, для системы вала EI ≥ SKmin.
По таблице 4 приложения 1 (в системе вала – по таблице 5 приложения 1) для диапазона основных отклонений от a до h при диаметре dn = 150 мм имеем:
│–43│≥21, где es = – 43 мкм – буквенное обозначение «f», следовательно,
SCmin = 43 мкм.
Далее определяем допуски на изготовление деталей по зависимости
SKmax – SCmin → ITD + ITd; (2.12)
108 – 43 = 65 мкм → ITD + ITd.
По таблице 3 приложения 1 для dn = 150 мм находим сумму допусков (равных или отличающихся на один квалитет) отверстия и вала. При этом на поверхность детали, технологически более сложную в обработке(обычно – отверстие), назначаем больший допуск (квалитет).
В нашем случае ITD7 = 40 мкм, ITd6 = 25 мкм, 40 + 25 = 65 мкм.
Получаем
посадку Ø150
 .
.
2.4. Построение схемы расположения полей допусков
Строим схему расположения полей допусков, где указываем предельные отклонения, допуски и предельные зазоры (рис. 2.1).
2.5. Определение параметров шероховатости (Ra или Rz)
и наиболее приемлемых технологических процессов
при обработке деталей
Среднее арифметическое отклонение профиля для отверстия и вала определяем по формуле
RaD ≤ Кф∙ КК∙∙ ITD; (2.13)
Rad ≤ Кф∙ КК∙∙ ITd, (2.14)
где Кф – коэффициент, зависящий от допуска формы; КК – коэффициент, зависящий от квалитета точности.
где Кф - коэффициент, зависящий от допуска формы; Кк - коэффициент, зависящий от квалитета точности.
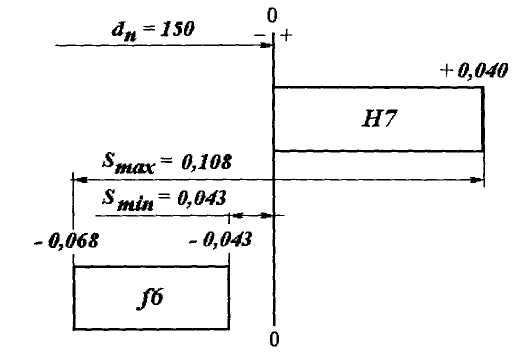
Рис. 2.1. Схема расположения полей допусков посадки Ø150H7/f6
При допуске формы, равном 60 % от допуска размера (нормальная относительная геометрическая точность [1], таблица 8) Кф = 0,5. Для 3–7-го квалитета Кк = 0,09; для 8–9-го квалитета Кк = 0,07; для 10-го квалитета и выше Кк = 0,05.
В нашем случае получим:
RaD ≤ 0,5 ∙ 40 ∙0,07 = 1,4 мкм;
Rad ≤0,5∙25∙0,07 = 0,875 мкм.
Округлим до стандартных (таблица 10 приложения 1 или таблица 11 из [1]) значения RaD и Rad:
RaD= 1,25 мкм; Rad= 1,00 мкм.
Наиболее приемлемые способы обработки поверхностей деталей определяем по таблице 9 приложения 1 или по таблице 14 из [1]:
отверстие 7-го квалитета – развертывание чистовое, тонкое;
вал 6-го квалитета – шлифование чистовое.