

42.Обеспечение точности размерных цепей. Основные понятия и определения.
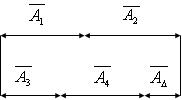
Размерная цепь – взаимосвязь размеров элементов детали или отдельных деталей входящих в конструкцию узла или целого механизма. Размерная цепь состоит из звеньев. Размеры образуют цепь наз. звеньями. В размерной цепи выделяют одно звено наз-мое замыкающим или исходным. Зам. Размер получается в разм. цепи последним при обработке или сборке. Увеличивающее звено – это такое звено при увеличении которого увеличивается замыкающий размер. Уменьшающее – при увеличении которого уменьшается замыкающий размер. Обеспечение точности размерной цепи заключается в обеспечении точности замыкающего звена A delta. основное уравнение размерной цепи
Виды размерных цепей. В зависимости от различных классификационных признаков разм. цепи делятся на следующие виды: *По расположению звеньев: плоские и пространственные, линейные и угловые; *По назначению: конструкторские, технологические, измерительные; В зависимости от исходных данных о размерах и точности звеньев, а также от конечной цели решаются две задачи:
1)определение предельных размеров замыкающего звена по изв. пред. разм. сост. звенья(проверочная задача);
2)определение примерных размеров сост. звеньев по изв. предельным размерам зам. звена и номинальным размерам сост. звенья(проектировочная). Возможны 2 подхода:
1)обеспечение полной взаимозаменяемости;
2)обеспечение не полной взаимозаменяемости
>Содержание<
43.Задачи расчета размерных цепей. Расчет на max-min (обратная задача).
Известны пред. размеры сост. звеньев, определить номинальный размер и допуск замыкающего звена.
1) Определим номинальный размер замыкающего звена:
![]()
2) Определим допуск замыкающего звена:
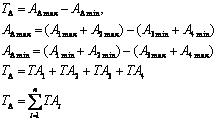
допуск A delta равен сумме допусков сост. звенья. Определение предельных отклонений замыкающего звена.
>Содержание<
44.Задачи расчёта размерных цепей. Расчёт на max-min (прямая задача)
Известен размер и допуск замыкающего звена и номинальные размеры. Требуется определить допуски сост. звеньев.
1) Способ равных допусков, в том случае когда размеры всех сост. звеньев примерно одинаковы
![]()
2) Способ равных квалитетов, все звенья цепи выполнены по 1-му квалитету. Для определения квалитета находится средняя точность размерной цепи
1)

2) по таблице определяется ближайший квалитет
3) по выбранному квалитету определяется точность каждого из сост. звеньев
4) в соответствии с формулой:
![]()
,корректируют допуски сост. звеньев
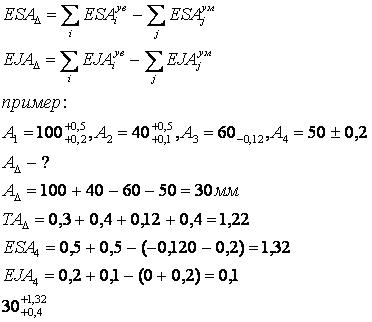
5) определяют верхние и нижние отклонения сост. звеньев ESAi и EJAi
>Содержание<
45-46.Обеспечение точности размерных цепей при неполной взаимозаменяемости.
Вероятностный метод расчёта решает не же задачи, что и метод на max-min, но учитывает при этом вероятность неблагоприятных сочетаний размеров элементов размерной цепи:
![]()
K – коэффициент относительно рассеивания размеров. Для закона нормальнрого распределенгия Ki = 1, для Симпсона Ki = 1,22, для З равной вер. Ki = 1,73
Метод групповой взаимозаменяемости заключается в том, что полная взаимозаменяемость обеспечивается не для всех сопрягаемых элементов деталей, а только для элементов опред. размерной группы. Чаще всего опред. для образования посадок
Достоинства: использование распущенных допусков на изготовление, применение менее точного оборудования, использование рабочих с более низкой квалификацией.
Недостатки: усложнение технологического процесса за счёт введения 100% измерения деталей, необходимость дополнительных площадей и тары для размещения групп деталей, усложнение технической документации, ужесточение требований к точности формул, кривые распределения размеров валов и отверстий должны быть идентичны в отношении вида закона распределения и расположения центра группировки. Групповая взаимозаменяемость решает экономические задачи в условиях крупносерийного и массового производства. Метод пригонки и совместной обработки(технологический)
Достоинства: Возможность обеспечить высокую точность, чего нельзя добиться независимой механической обработкой.
Недостатки: а)Большой объем ручных операций б)Требуются высококвалифицированные сборщики в)Трудность при замене изношенных деталей и узлов Метод регулирования В этом случае требуемая точность достигается регулировкой одного из звеньев, которое называется компенсационным. Роль компенсатора выполняют звенья в виде упоров, клиньев, прокладок, регулируемых винтов и т.д. Основные звенья выполняются с расширенными допусками. Область применения ограничена конструкциями механизмов.
Достоинства: Возможность простой замены звена.
Недостатки: Необходимость дополнительной обработки или регулировки.
>Содержание<