

8. Станки и механизмы для гибки листовой стали
Станки и механизмы для гибки листовой стали делятся на три группы. К первой группе относятся механизмы для придания листовому материалу цилиндрической или конусообразной формы. К этой группе относятся листогибочные вальцы различных типов. Ко второй группе относятся механизмы для гибки листового материала на угол, меньший 90О. Эти механизмы называются листогибами или кромкогибами. К третьей группе относятся различные прессы, на которых листовому материалу методом штамповки можно придавать заданную форму.
В вентиляционных работах применяют листогибочные механизмы для гибки металла толщиной до 3 мм.
Для вальцевания цилиндрических труб применяются трех - и четырехвалковые листогибочные вальцы. Трехвалковые вальцы (рис 25) отличаются тем, что для придания правильной цилиндрической формы воздуховоду переднюю кромку листа перед вальцовкой необходимо подгибать вручную.

Рис. 25. Кинематическая схема трехвалковых листогибочных вальцев
Этого недостатка лишены четырехвалковые вальцы ВМС-85, схема которых представлена на рис. 26.
Предварительный загиб кромки листа производится гибочным валком путем его перемещения вверх относительно главных протягивающих валков. Вальцы снабжены также ручным приводом и механизмом освобождения верхнего вальца для снятия готовой трубы.
Для вальцевания конусных обечаек применяются механизмы, имеющие три конусных вальца.
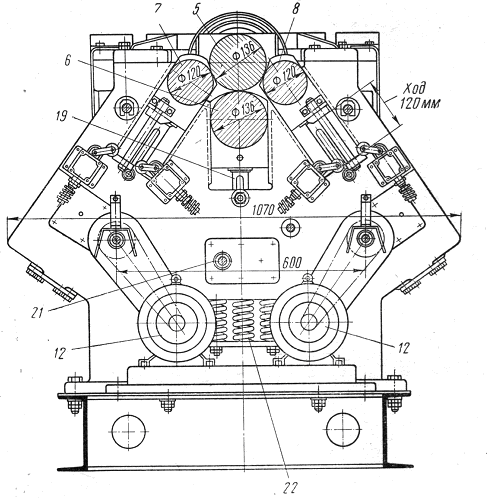
Рис. 26. Четырехвалковые листогибочные вальцы. Поперечный разрез
9. Станки и механизмы для изготовления фальцев
Наиболее распространенным методом соединения стальных листов при изготовлении воздуховодов является фальцевый шов. Существуют различные виды фальцев, предназначенных для плоского и углового соединения листов - простой лежачий, лежачий с двойной отсечкой, угловой, реечный (рис. 27, 28).
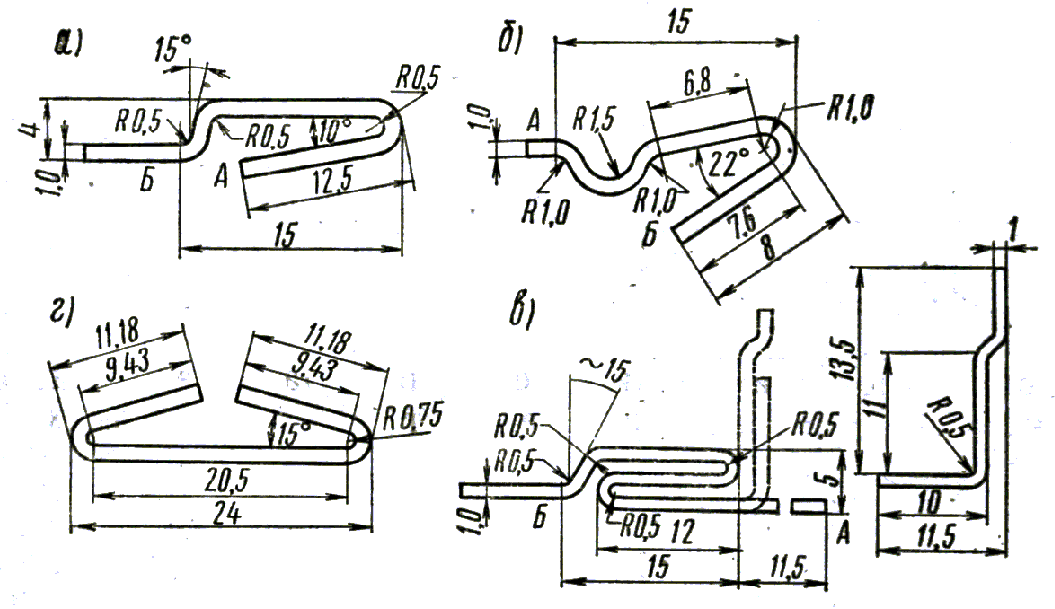
Рис. 27. Виды фальцев
а) – простой лежачий; б) – лежачий фальц с двойной отсечкой, в) – короткий и длинный фальцы для углового шва; г) – соединительная рейка
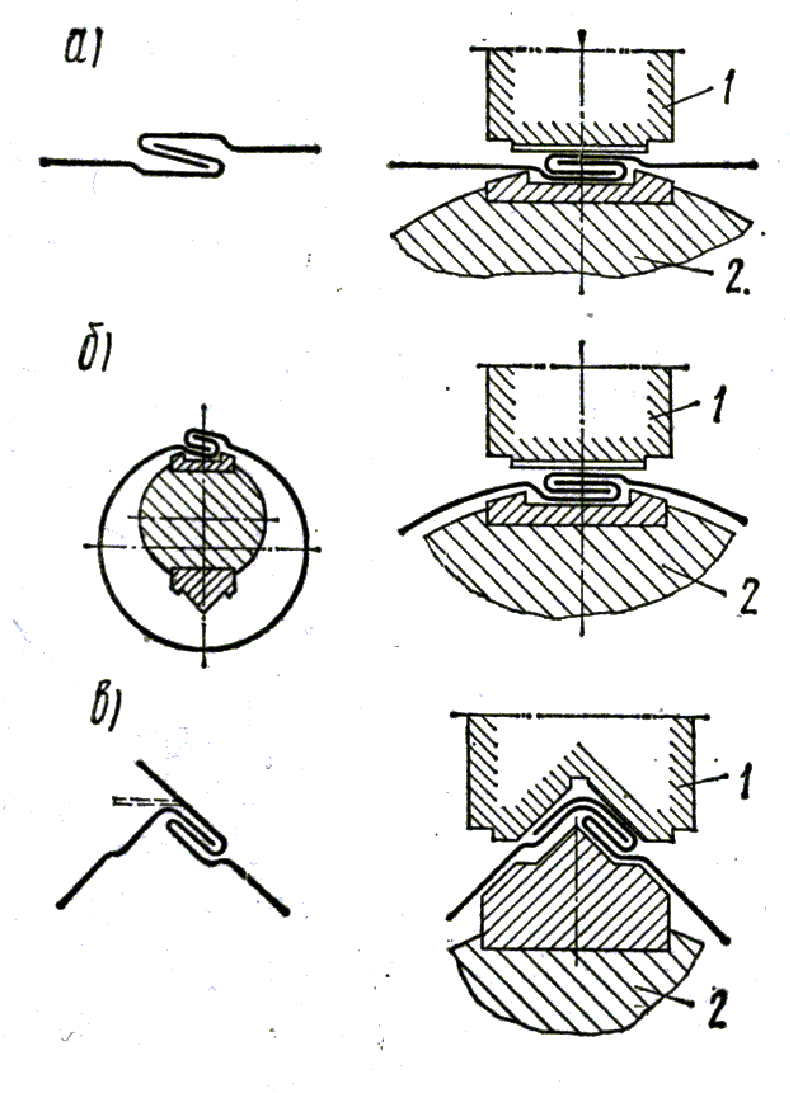
Рис. 28. Процесс закатки лежачего и углового фальцев
а) – на картине; б) – на цилиндрической обечайке; в) – на прямоугольном воздуховоде;
1 – осаживающий ролик; 2 – матрица
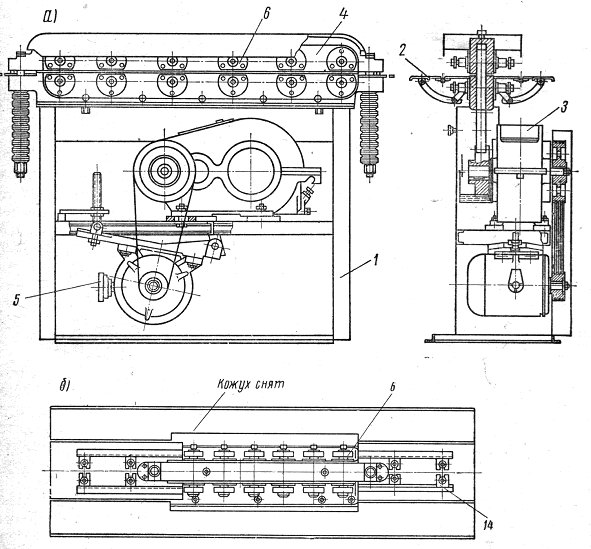
Рис. 29. Фальцепрокатный механизм ФПЗ
Изготовление фальцевых швов производится механизированно. Формирование фальца производится путем прокатки металла между рядами фальцепрокатных роликов. Осаживают (догибают) фальц, получая шов, на фальцеосадочном механизме. Достаточно распространен фальцепрокатный механизм ФП-3 (рис.29), предназначенный для одновременной прокатки двух фальцев на заготовленном звене воздуховода.
Прокатка фальца производится последовательной прокаткой звена воздуховода на шести парах сменных фальцепрокатных роликов.
Валы, на которых установлены ролики, имеют принудительное вращение через редуктор от электродвигателя. Валы подпружинены друг относительно друга.
Фальцеосадочные механизмы (например,ФО-1) работают на принципе прокатки собранного и установленного на матрице фальца прокатным роликом. Ролик, продвигаясь вдоль шва, сдавливает или осаживает его.