

5. Механизм для образования раструбов на водогазопроводных трубах
Распространен механизм ВМС-241, предназначенный для развальцовки концов водогазопроводных труб. Наличие развальцовки значительно облегчает сборку и монтаж магистралей, особенно при их соединении сваркой.
Технологический процесс развальцовки включает в себя электрический разогрев участка трубы, подлежащего развальцовке, до температур 850 – 1000ОС, т.е. до пластичного аустенитного состояния и введение во внутрь трубы вращающейся оправки (дорна). На рис. 17 представлена пневмокинематическая схема механизма для образования раструбов на трубах.
На раме механизма в подвижной каретке смонтированы шпиндельная головка, содержащая электродвигатель 1, патрон 2, оправку - дорн 3 и подвижную контактную доску, а также пневмотиски 4 с пневмоприводом 5.
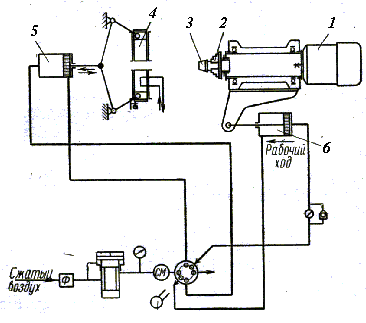
Рис. 17. Пневмокинематическая схема механизма для образования
раструбов на трубах ВМС-241
1 – электродвигатель; 2 – патрон; 3 – оправка (дорн); 4 – пневмотиски; 5, 6 – пневмопривод
Цикл обработки состоит из следующих операций: установка и зажим трубы (15-32 мм) в пневмотисках 4, подача каретки пневмоприводом 6 в осевом направлении до соприкосновения трубы с контактной доской. После этого включается электропитание и происходит разогрев трубы. При достижении требуемой температуры разогрева контактная доска отводится в радиальном направлении и включается электропривод (число оборотов шпинделя 1000 об/мин). Затем осуществляется осевая подача каретки пневмоприводом 6 на глубину развальцовки и возвращение в исходное положение.
6. Станки и механизмы для обработки полиэтиленовых труб
В настоящее время находят достаточно широкое применение детали из пластмассовых, чаще полиэтиленовых труб (патрубки, отводы, колена, тройники и т.д.). Применение пластмассовых труб обусловлено во многом их коррозионной стойкостью и простотой сборки.
Изготовление деталей и узлов сводится в основном к следующим операциям: разметке и перерезке труб, снятию фасок, формированию раструбов, гибке труб, сборке узлов и их испытанию.
Станки для разметки и перерезки полиэтиленовых труб.
В основном применяются два типа станков: с циркулярными (дисковыми), маятниковыми и ленточными пилами. Дисковые пилы имеют диаметр до 500 мм, шаг зубьев 2 – 4 мм, высота 1,5 – 3 мм. Скорость вращения составляет 2000 - 3000 об/мин.
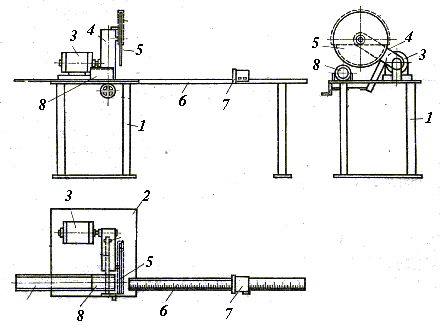
Рис. 18. Схема станка для разметки и перерезки полиэтиленовых труб
1 – рама; 2 – стол; 3 – электродвигатель; 4 – клиноременная передача; 5 – дисковая пила;
6 – линейка; 7 – упор; 8 – ложемент
Ленточные пилы имеют толщину ленты 1,5 мм, шаг зубьев до 5мм, высоту зубьев 2,5 – 3 мм, скорость резания 1000 - 1500 м/мин.
Станок для разметки и перерезки полиэтиленовых труб с дисковой пилой представлен на рис. 18.
На раме 1 станка размещен стол 2, на котором смонторованы: электродвигатель 3, редуктор или клиноременная передача 4, дисковая пила 5, разметочная линейка 6 с регулируемым упором 7 и ложемент для трубы 8.
Приспособления для формования раструбов и гибки.
Раструбы на полиэтиленовых трубах могут быть цилиндрическими для соединения труб между собой склеиванием или свариванием и могут быть с кольцевой канавкой под резиновое уплотнительное кольцо.
Схема приспособления для формования раструбов с образованием кольцевой канавки представлена на рис. 19.
Технологический процесс формования раструбов включает нагрев трубы в горячем глицерине или к контактной электропечи до температуры 135ОС и насаживание на оправку. Нагретая труба совместно с оправкой обжимается двумя полумуфтами, во внутрь оправки подается сжатый воздух, который выдавливает материал трубы в кольцевую канавку, выполненную в полумуфтах. Не правильно он сделал. Для уплотнения воздушной полости на оправке установлены резиновые кольца. Сжатый воздух одновременно охлаждает трубу, подготавливая ее к снятию с оправки.
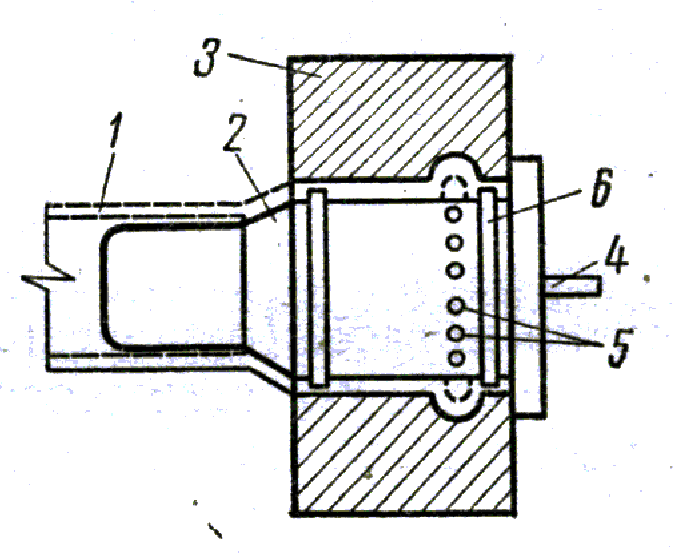
Рис. 19. Оправка для развальцовки полиэтиленовых труб
с желобками под резиновые уплотнительные кольца
1 – труба; 2 – оправка; 3 – полумуфта; 4 – штуцер; 5 – радиальные отверстия;
6 – резиновое кольцо
Гибка полиэтиленовых труб не требует больших энергетических затрат и часто производится на гибочных приспособлениях плунжерного типа ручного действия.
Перед гибкой труба предварительно нагревается в масле или глицерине. Во внутрь трубы вводится жгут или шланг из термостойкой резины. Шланг подключается к магистрали сжатого воздуха и производится гибка на углы, превышающие требуемые на 15-20ОС, поскольку после охлаждения трубы несколько выпрямляются. На рис. 20 изображен механизм ручного действия для гибки отводов из полиэтиленовых труб.
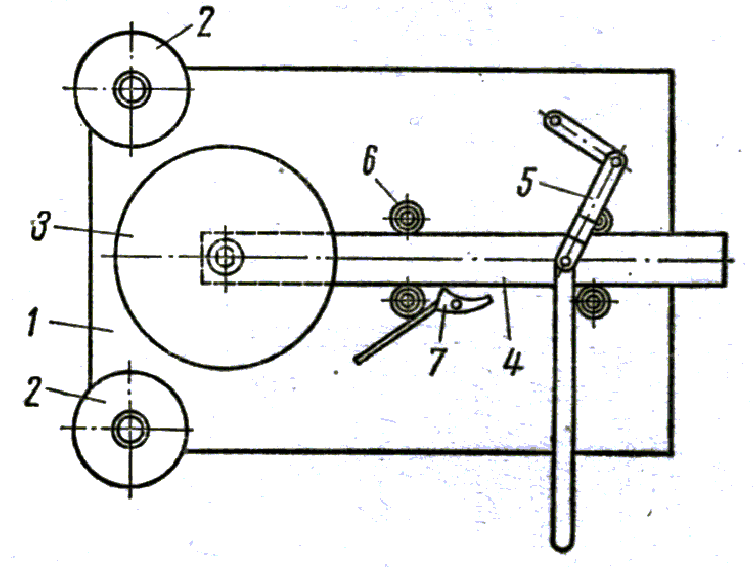
Рис. 20. Механизм для гибки отводов из полиэтиленовых труб
1 – стол; 2 – опорный ролик; 3 – гибочный ролик; 4 – рейка; 5 – рычаг;
6 – направляющий ролик; 7 – храповик
Нагретая труба устанавливается между опорными 2 и гибочным 3 роликами, после чего под воздействием рычага 5 перемещается рейка 4 совместно с гибочным роликом. Удержание рейки в требуемом положении обеспечивается храповиком 7.