Министерство сельского хозяйства РФ
Тюменский Государственный Аграрный Университет
Северного Зауралья
Механика – технологический институт
Кафедра: ремонта машин
Журнал отчёт
по технологической практике в учебных мастерских
студент 1-го курса МТИ
группы Б-ЭЭ 12
Руководитель проекта:
Дата защиты отчёта
Тюмень 2013
Составитель:
Гавриловский Сергей
Рецензия:
Доцент тюменского государственного аграрного университета Северного Зауралья
Рещиков Ю.Н.,
Зам.директора МТИ, ОТК
Устинов И.И.
Список звена (Ф.И.О)
1._____________________________________________________
2._____________________________________________________
3.______________________________________________________
Раздел 1
Сварочные работы
Электродуговая сварка
Задание
Изучить технологический процесс электродуговой сварки, оборудования , инструмент, электроды точки.
Научится производить сварку в различных пространственных положениях.
Сварить контрольные образцы и оценить качество сварного соединения.
Составить отчёт.
2. эскизы типов сварных соединений (6 стыковых, 1 нахлесточный,
2 угловых, 2 тавровых).
Сваркой называется процесс неразрывного соединения твёрдых материалов путём их оплавления
Стыковые соединения
3. По условному обозначению определить тип, марку, диаметр и назначения электрода (по заданию преподавателя).
4. Произвести расчёт режимов сварки (по заданию преподавателя)
Материал СТ-3
Толщина пластин S= 9,8 мм
Длина сварного соединения L = 940
Тип сварного соединения - Стык
Пространственное положение шва – нижние горизонтальное.
Решение:
4.1. Выбор типа шва и схемы разделки
Шов горизонтальный
4.2. Расчёт диаметра электрода с указанием типа марки:
4.3 Расчёт величины сварочного тока и напряжения:
I= K*d
U=
4.4. Выбор сварочного трансформатора
4.5. Расчёт расхода электродов:
4.6. расчёт массы наплавляемого металла:
Расчёт основного времени сварки:
расчёт полного времени сварки:
Расчёт скорости сварки
Расчёт расхода электроэнергий (W) при сварке на переменном токе
5.Контрольные вопросы.
5.1. Что называется сваркой?
5.2. Как маркируются электроды?
5.3. какие типы сварных соединений вы знаете?
5.4. особенности сварки чугуна?
5.5. особенности сварки алюминия?
5.7. как правильно выбрать режим сварки?
Раздел 2
Слесарная обработка и сборка
задание
начертить чертёж (по указанию преподавателя).
дать характеристику шаберам.
описать один из методов клёпки( по указанию преподавателя).
правило нарезания резьбы метчиком и плашкой.
определить по данной резьбе отверстие, сверло, метчик.
составить отчёт.
1.начертить чертёж рукоятки для напильника.
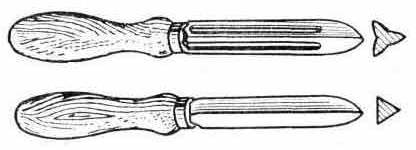
2. дать характеристику шаберам: плоскому одностороннему, с изогнутым концом, плоскому двухстороннему, трех – и четырёхгранному с эскизом углов заточки
2.1. Шабрение – вид слесарной обработки используемой для выравнивания и подгонки плоских и криволинейных поверхностей путём соскребания.
2.2. за один проход шабером при числовой обработке снимается слой металла толщенной от 0.005 до 0.07мм и не более 0.01 до 0.09мм при предварительной обработке.
2.3. шаберы изготовляются из инструментальной стали : 910-913н
2.4. Качество шабрения проверяется по количеству пятен, приходящихся на квадрат 25 х 25 мм, оставленных на шабруемой поверхности проверочной плитой, на которой нанесен тонкий слой краски. При перемещении плиты по шабруемой поверхности на ней в местах соприкосновения остаются отпечатки в виде отдельных пятен. Удалением слоев металла в местах пятен добиваются увеличения числа пятен на единицу площади, сами пятна по величине уменьшаются. Принято для точной шабровки - 10 - 20 пятен на квадрат 25x25 мм и для менее точной 3 - 5 пятен
2.5. Плоские шаберы применяют для шабрения плоских поверхностей - открытых пазов, канавок и т. д. Длина плоских двухсторонних шаберов составляет 350...400мм. Ширина шабера для грубого шабрения принимается равной 20...25мм, для точной - 5...10мм. Толщина конца режущей части колеблется от 2 до 4мм. Угол заострения у шаберов для чернового шабрения принимают равным 70...75 градусов, для - чистового 90 градусов.

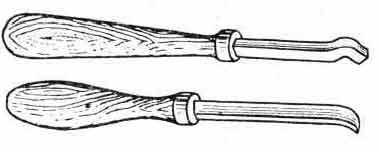
2.6. Шаберами
с изогнутыми концами
обрабатывают поверхности в острых углах
или мягкие металлы (например, алюминий).
2.7. Двусторонний плоский шабер служит для тех же целей, что и односторонний, но имеет больший срок службы. Длина плоских односторонних шаберов составляет 200 — 300 мм, а двусторонних — 200 — 400 мм. Ширина шабера для чернового и получистового шабрения — 20 — 30 мм, для чистового — 15 — 20 мм. Угол заострения у шаберов чернового и получистового шабрения — 60 — 75°, для чистового — 90°.
2.8. Трехгранными шаберами, которые, как правило, выпускают только односторонними, обрабатывают вогнутые и цилиндрические поверхности. Нередко трехгранные шаберы делают из сработанных трехгранных напильников. Длина трехгранных шаберов — 100 — 150 мм.