

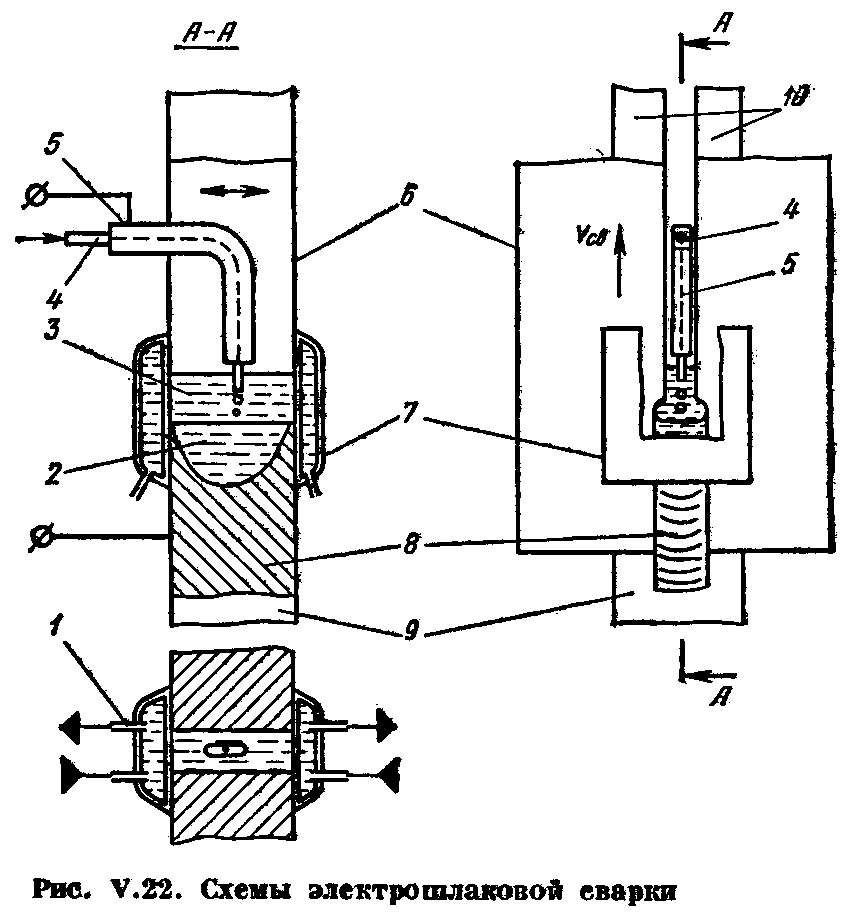
68. Электрошлаковая сварка
является процессом
соединения Ме, при котором основной и
электродный металлы расплавляются
теплотой, выделяющейся при прохождении
электрического тока через шлаковую
ванну. Процесс начинается с образования
шлаковой ванны 3 в пространстве между
кромками основного Ме 6 и приспособлениями
7, охлаждаемыми водой, подаваемой по
трубам 1, путем расплавления флюса
электрической дугой, возбуждаемой между
сварочной проволокой и вводной планкой
9. после накопления определенного
косичества жидкого шлака дуга шунтируется
шлаком и гаснет, а подача проволоки 4 и
подвод тока продолжается. При прохождении
тока через расплавленный шлак, являющийся
электропроводящим электродом, в нем
выделяется определенное кол-во теплоты,
достаточное для поддержания высокой
температуры шлака и расплавления кромок
основного Ме и электродной проволоки.
Проволока вводится в зазор, подается в
шлаковую ванну с помощью мундштука 5 и
служит для подвода тока и заполнения
сварочной ванны 2 расплавленным Ме. Как
правило электрошлаковую сварку выполняют
при вертикальном положении свариваемых
деталей. По мере заполнения зазора между
ними мундштук для подачи проволоки и
формирующие ползуны передвигаются в
вертикальном направлении, оставляя
после себя затвердевающий сварной шов
8.
69. Электроннолучевая сварка
электронный луч представляет собой сжатый поток электронов, перемещающихся с большой скоростью от катода к аноду в сильном электрическом поле. При соударении электронного потока с тв телом более 99% кинетической энернии электронов переходит в тепловую, расходуемую на нагрев этого тела. Температура 5000-6000°С. Электронный луч образуется за счет эмиссии электронов с нагретого в вакууме катода 1 и с помощью электростатических и электромагнитных линз 4 фокусируется на поверхности свариваемых мат-лов.
В установках для
электронно-лучевой сварки электроны
эмитируются на катоде 1 электронной
пушки; формируются в пучек электродом
2, расположенным непосредственно за
катодом; ускоряются под действием
разности потенциалов между катодом и
анодом 3, составляющей 20-150кВ и выше,
затем фокусируются в виде луча и
направляются специальной отклоняющей
магнитной системой 5 на обрабатываемое
изделие 6. на формирующий электрод 2
подается « - » или нулевой по отношению
к катоду потенциал.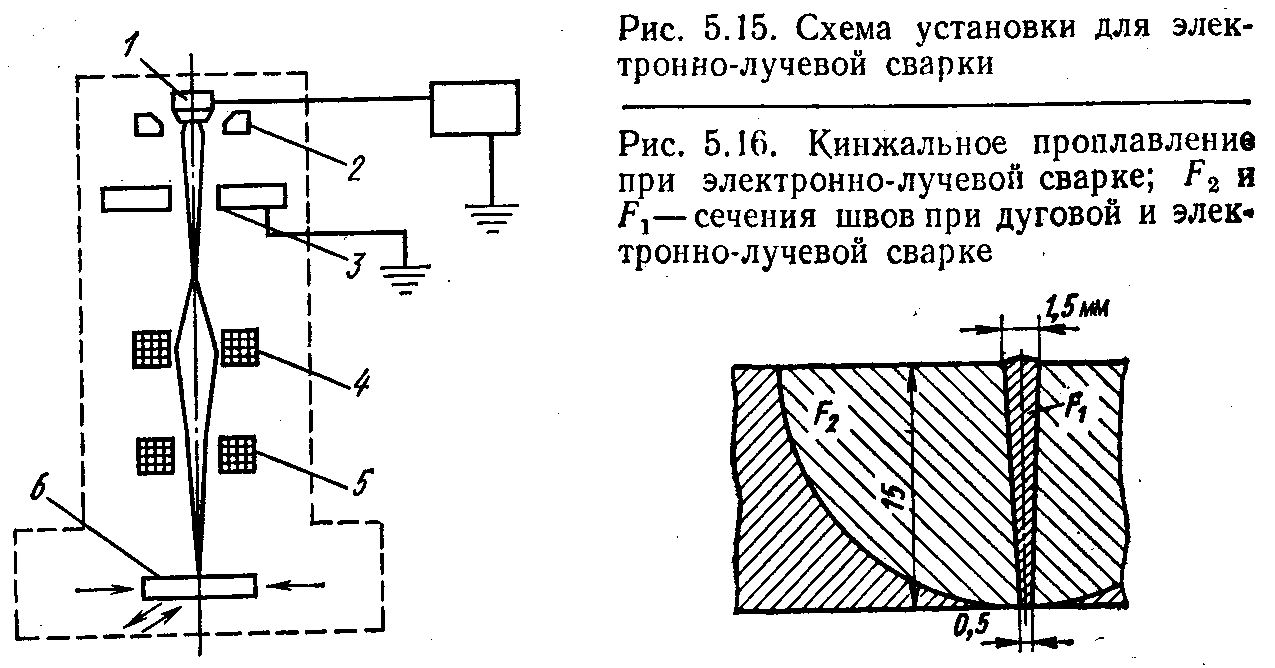
70. Лазерная сварка.
Лазерная сварка - исторически одно из самых первых применений лазеров в производстве. После появления импульсных твердотельных лазеров они почти сразу стали использоваться для микросварки в микроэлектронике. Затем, с появлением мощных СО2- лазеров, была созданы различные технологии лазерной стыковой сварки. Исследованием этих технологий интенсивно занимались и в бывшем СССР, пионером здесь была исследовательская группа Феликса Косырева (Институт Атомной физики им. И.В.Курчатова),очень плодотворно работал межотраслевой коллектив, созданный для внедрения лазерной сварки в атомном машиностроении строении (Ижорский завод и НИИЭФА им.Ефремова).В настоящее время технология лазерной сварки разработана до такой степени, что речь идет о таких масштабных проектах, как перевод судостроительных отраслей на технологию лазерной сварки. (Вы можете почитать обзор " О состоянии и перспективах применения лазерных технологий в судостроении ")
Процесс лазерной сварки основан на эффекте глубокого проплавления металла лазерным лучом и в чем-то подобен процессу электроннолучевой сварки. При воздействии на поверхность металла концентрированного лазерного изучения в результате плавления и кипения металла образуется каверна - парогазовый канал, который с точки зрения тепловой задачи является приблизительно линейным источником нагрева. Лазерная сварка, таким образом, может выполняться в стык без использования присадочных материалов и характеризуется высокой скоростью процесса. В современных технологиях иногда все же применяют присадочные материалы для управления химическим составом сварного шва и компенсации дефицита металла при наличии зазоров, вызванных неточной сборкой и подгонкой