

Правка поковок
Всякие искажения формы поковок, т.е. отклонение её от чертежа, получаются в результате:
перекоса штампов;
застревания поковки в штампе;
искажения формы при обрезке.
транспортировки;
термообработки.
Искажения формы поковки бывают:
в плоскости разъема;
в плоскости, перпендикулярной плоскости разъема;
скручивание поковки.
Правка поковки заключается в гибке при очень малом угле изгиба или в скручивании при очень малом угле скручивания. Очень часто данные операции совмещаются.
Существует 4 основных способа правки:
холодная в правочных штампах на штамповочном оборудовании;
холодная на правильных прессах;
горячая в правочных штампах на штамповочном оборудовании;
горячая правка в окончательном ручье основного штампа.
Оборудование по выполнению холодной правки выбирается в пределах 0,25÷0,5 усилия пресса или массы падающих частей молота.
Правочный ручей (рисунок 8.4) выполняется по чертежу поковки с соответствующими отклонениями:
по горизонтальным размерам, зазоры Δ выбираются равными половине верхнего отклонения от соответствующего размера поковки. А при горячей правке с учетом усадки.
Радиус R правочного ручья берется на 2 мм больше радиуса поковки.
Радиус по кромке ручья у плоского разъема выбирают с учетом глубины ручья (
 ).
).Если правочный ручей установлен на молоте или фрикционном прессе, зазоры по вертикальным размерам между поковкой и поверхностью ручья, а также по поверхности разъема не назначаются.
При установке ручья на кривошипных прессах на поверхности разъема предусматривается зазор не менее 0,5÷1,0 мм.

Рисунок 8.4 – Схема правочного ручья
Калибровка поковок
Данная операция служит для повышения точности размеров поковки и получения чистоты поверхности. Калибровка поковок выполняется небольшими деформациями. Калибровка бывает: горячей и холодной; плоскостной и объемной.
При плоскостной калибровке размеры поковки свободно увеличиваются в горизонтальном направлении. При объемной калибровке боковые стенки ручья затрудняют течение ручья в горизонтальном направлении со всех сторон.
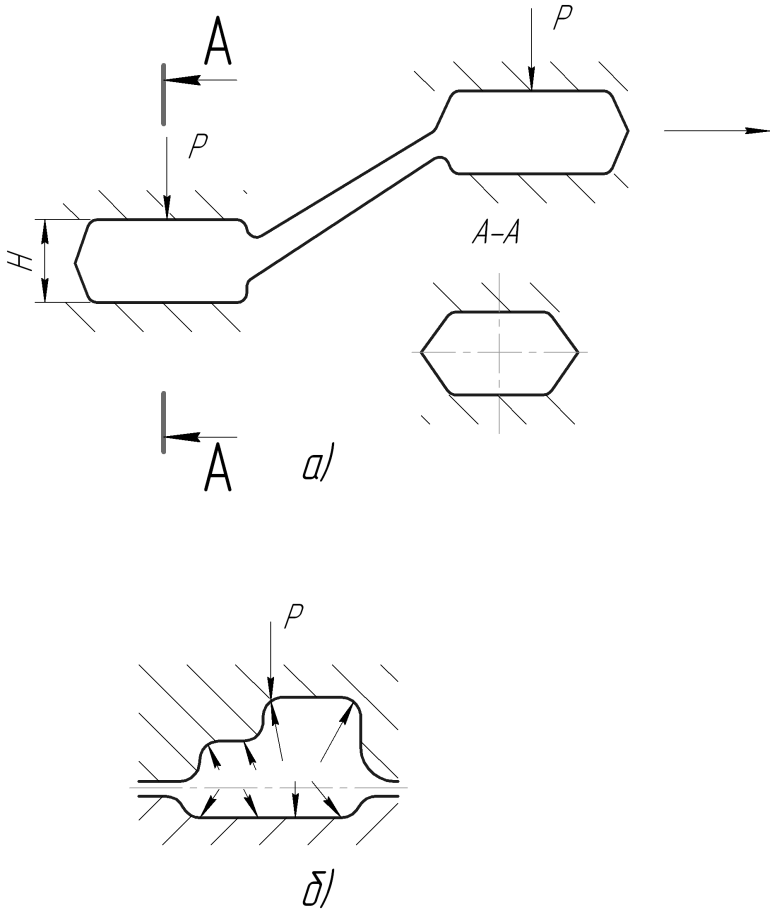
Рисунок 8.5 – Схемы калибровки:
а) – плоскостная;
б) – объемная.
Точность калибровки зависит:
 ,
(8.3)
,
(8.3)
где
 – жесткость системы пресс-штамп;
– жесткость системы пресс-штамп;
 – жесткость поковки;
– жесткость поковки;
 – жесткость в калиброванных плитах;
– жесткость в калиброванных плитах;
 – изменение усилий при калибровке.
– изменение усилий при калибровке.
Пути повышения точности калибровки поковки:
1) уменьшением колебаний усилия на калибровку;
2) за счет повышения жесткости;
Мероприятия по повышению точности калибровки по жесткости завязан на параметр С1 – пресс – штамп.
Припуск на калибровку назначается по ГОСТ 7505-89. Точность калибровки снижается по следующим причинам:
высокие удельные давления приводят к изгибу инструмента;
неравномерность распределения давления вследствие наличия трения;
наличие наклепа или упрочнения, пропорционального давлению.
Очистка поковок от окалины
Производится с целью:
повышение стойкости режущего инструмента при последующей механической обработке;
выявление поверхностных дефектов на поковках;
создание товарного вида.
Существуют следующие виды очистки:
в галтовочных барабанах для поковок до 50 кг. В галтовочные барабаны иногда добавляют шары 10–30 мм, основной недостаток способа это резкий шум во время работы, рябина на поверхности поковок, возможно искривление.
дробеструйная или дробеметная обработка с механизированной загрузкой-выгрузкой поковок большими партиями. Для этих целей используют дробь диаметром 0,8–2 мм, с помощью которой производится очистка.
травление поковок, в 20% растворе серной кислоты при температуре 60–90º С.
Очистка щетками.