

9. Правила высадки
Наборные переходы штампов ГКМ могут выполняться в цилиндрических полостях пуансонов с небольшим уклоном, в цилиндрических ручьях матриц, пуансонах с коническими полостями (рисунок 6.20).
Цилиндрические полости пуансонов с небольшим уклоном. Высадку заготовки необходимого диаметра можно произвести в один переход без дефекта (искривление заготовки, зажимы, смещение металла в сторону), только в том случае, если длина высаживаемой части прутка не превышает трех диаметров.
 .
.
Данное условие соблюдается при ровном торце заготовки и плоском пуансоне, в противном случаи данный коэффициент уменьшается до 1,5.
Цилиндрические ручьи матриц. При длине высаживаемой части прутка больше трех диаметров можно высадить поковку за один переход только при условии, если максимальный диаметр цилиндрической полости пуансона или матрицы не превышает 1,5 диаметра. Длина провисающей неопертой части прутка а не должна превышать диаметра d, если максимальный диаметр полости в матрице или в пуансоне не превышает 1,5d и увеличить до 1,5d, если максимальный диаметр полости не превышает 1,25d.
Конический набор. При высадке в конической полости пуансона с меньшим диаметром конуса приблизительно равным диаметру прутка провисающая часть заготовки может быть увеличена до 2d, если диаметр большего основания конуса равен 1,5d, а также увеличить длину провисающей части до 3d, если диаметр конуса составляет 1,25d.
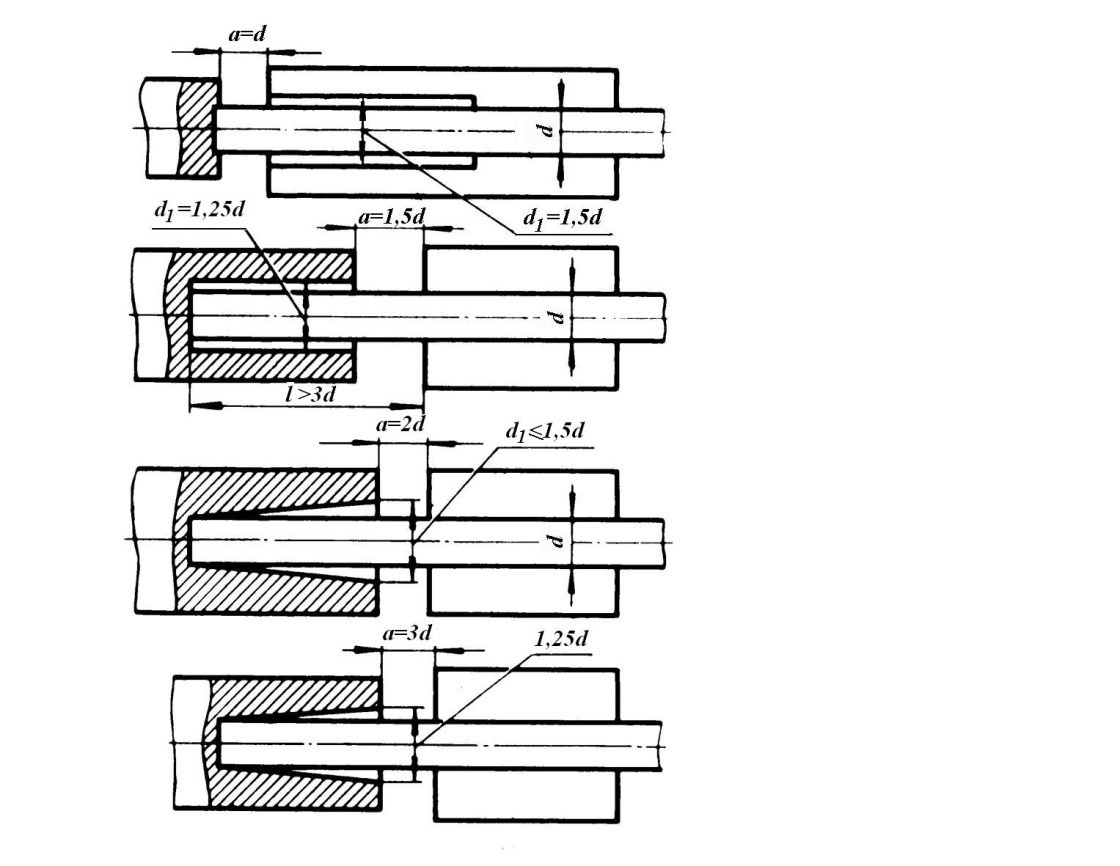
Рисунок 6.20 – Правила высадки:
d – диаметр заготовки; d1 – диаметр высадки;
l – длина высадки; а – длина провисающей части
Приведенные правила высадки о соотношении между инструментом и заготовкой в конических пуансонах не позволяют непосредственно по ним определить конструктивные размеры пуансона с соответствующими размерами.
При определении рабочих размеров в конической полости пуансона необходимо еще учитывать равенство объемов высаживаемой части прутка и объема конической части пуансона.
А. Д. Томленов предложил рассчитать размеры конической полости пуансона, используя два момента:
Равенство объемов высаживаемой части прутка:
 =
= (6.4)
(6.4)
И объема конической полости:
 (6.5)
(6.5)
Используются относительные размеры полости и высаживаемой части прутка, т.е.:
 (6.6)
(6.6)
Поделив
обе части равенства на ,получим
выражение следующего вида:
,получим
выражение следующего вида:
 , (6.7)
, (6.7)
где:


 ;
;

 .
.
Принимается,
что
 .
.
Из
последнего равенства находится величина
 :
:
 (6.8)
(6.8)
Здесь λ - неизвестная величина. Она определяется по формуле:
 (6.9)
(6.9)
Величина
относительной длины высаживаемой части
 находится из соотношения длины
высаживаемой части прутка
находится из соотношения длины
высаживаемой части прутка
 и его диаметра. Относительная длина
неопертой части прутка определяется
по эмпирической формуле:
и его диаметра. Относительная длина
неопертой части прутка определяется
по эмпирической формуле:
 (6.10)
(6.10)
Для
получения высокого качества поковок,
величина β должна иметь более низкие
значения, чем получаемые по данной
формуле (6.10). Поэтому принимается β≥2,5
для и β≤ 2 для
и β≤ 2 для
 .
.
В формуле для расчёта не учтена необходимость иметь большую полость в наборном пуансоне по сравнению с полостью формовочной части ручья.
Для уточнения расчётов конического пуансона необходимо иметь новую зависимость для , где учитывается зависимость β=f( ) и соответствует принятым в нормалях рекомендациям, т.е. учитывать необходимость увеличения конической полости на величину u=1,02÷1,13.
В
первом приближении зависимость β=f(
)
можно принять линейной. Тогда с учетом
известных значений коэффициентов β и
 имеем следующую зависимость:
имеем следующую зависимость:
β=-2 +5. (6.11)
Для
получения зависимости
=f( )
с учетом β=f(
)
целесообразно принять
)
с учетом β=f(
)
целесообразно принять
 с учетом увеличения объема полости
с учетом увеличения объема полости
 на величину
u=1,02÷1,13.
Принимая u=1,
получаем:
на величину
u=1,02÷1,13.
Принимая u=1,
получаем:
 или
или
 или
или
 (6.12)
(6.12)
Учитывая, что , имеем:
 (6.13)
(6.13)
Тогда:
 (6.14)
(6.14)
Откуда:
 (6.15)
(6.15)
Данная
формула действительна для 5,4≤
≤11,что
соответствует
 β≤2,5 ,
β≤2,5 ,
 .
После подсчета
.
После подсчета
 ,
определяют λ, а следовательно
,
определяют λ, а следовательно
 .
.
При высадке может оказаться, что длина высаженной части будет слишком велика по сравнению со средним её диаметром. Последующая высадка окажется невозможной и необходим дополнительный наборный переход.
Если
после первого перехода длина конуса
 ,
то необходима вторичная высадка в
коническом наборном пуансоне. Здесь
,
то необходима вторичная высадка в
коническом наборном пуансоне. Здесь
 .
Расчёт второго конического перехода
производится аналогично расчету первого
из условия
.
Расчёт второго конического перехода
производится аналогично расчету первого
из условия
 и β=-2
+5.
Здесь
и β=-2
+5.
Здесь
 объём второго конического наборного
перехода.
объём второго конического наборного
перехода.
Высадка из трубных заготовок
Поковки, штампуемые из трубной заготовки, изготавливают в один или несколько переходов. Процесс высадки во многих отношениях аналогичен процессу высадки из прутка. При штамповке используется плоский пуансон с длинной иглой типа прошивня. В процессе штамповки всегда происходит увеличение площади поперечного сечения исходной трубной заготовки.
На рисунке 6.29 представлены основные схемы высадки труб. Количество и размеры переходов определяют в зависимости от длины и диаметров поперечного сечения высаживаемой части трубной заготовки и готовой поковки.
За основу взяты правила высадки для цилиндрического набора в матрице из сплошной прутковой заготовки, при этом сечение исходной трубной заготовки, промежуточных переходов высадки и окончательной поковки приводятся к сплошным сечениям равновеликой площади.
Длину
высаживаемой части заготовки
 ,
необходимую для образования утолщения,
подсчитывают делением объёма металла
,
необходимую для образования утолщения,
подсчитывают делением объёма металла
 утолщённой части поковки на площадь
поперечного сечения приведенной
заготовки:
утолщённой части поковки на площадь
поперечного сечения приведенной
заготовки:
 .
.
Объём утолщенной части определяют по чертежу поковки с учётом угара металла и поковки верхнего отклонения.
Коэффициент, характеризующий устойчивость труб при осевом сжатии:
 .
.
Если
величина
 меньше допустимого значения
меньше допустимого значения
 ,
высадка ведётся в одном ручье без
наборных переходов.
,
высадка ведётся в одном ручье без
наборных переходов.
Допустимое
значение коэффициента
зависит от характера течения металла
во время деформации и отношения
 :
:
 ,
,
где К – коэффициент, принимаемый по таблице.
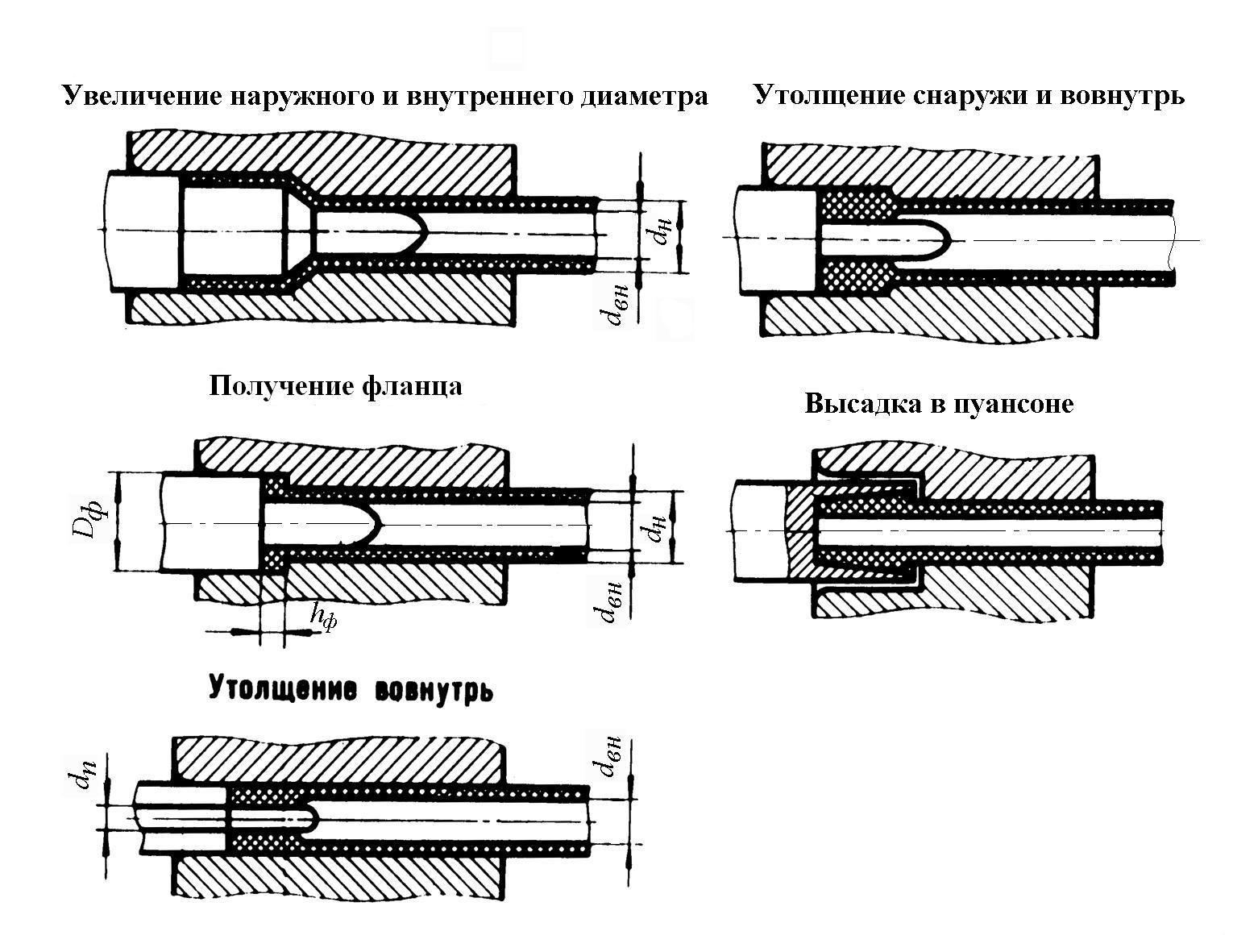
Рисунок 6.29 – Высадка труб
В
случае, когда
 ,
прибегают к применению наборных
переходов.
,
прибегают к применению наборных
переходов.
Для определения первого наборного перехода находим относительный диаметр высадки:

Определяем допустимое увеличение диаметра приведенного сечения:

Задаваясь
наружным диаметром
 или внутренним диаметром
или внутренним диаметром
 первого перехода, находят:
первого перехода, находят:
 .
.
Длину перехода определяют по формуле:
 ,
,
где u=1.1-1.07- коэффициент несовершенства заполнения полости ручья по переходам.