

8. Штампы для горячей штамповки ( молотовой, кгшп, гкм). Расчет кубика молотового штампа. Конструкция штампа кгшп. И подбор ручьевых вставок. Размеры штампа гкм.
Штампы
изготавливаются из кованных призматических
заготовок из штамповых сталей. Из
конструкционных сталей со вставками
из легированных сталей. Иногда литые
заготовки. Размеры штампа выбираются
в зависимости от количества и расположения
ручьев, расстояний между ними с учетом
нагрузки опорной поверхности хвостовика
и поверхности соударения. Ручьи на
зеркале штампа располагаются в порядке
выполнения технологического процесса.
Центром штампа называется точка
пересечения оси хвостовика с осью
шпонки. В общем случае центр штампа не
совпадает с геометрическим центром
кубика. Центром ручья называется точка
приложения равнодействующих сил,
действующих на верхнюю половину штампа
в момент удара.
Положение окончательного и предварительного ручьев, а также клещевины должно быть таким, чтобы клещи были перпендикулярны фронту штампа . Аналогичное расположение должно быть и для заготовительных ручьев. Расположение окончательного и предварительного ручьев относительно центра штампа.
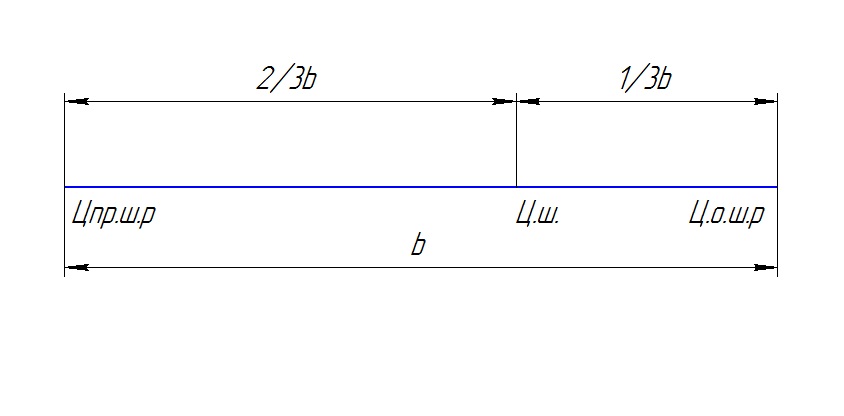
При наличии предварительного и окончательного ручьев, они располагаются по обе стороны от центра штампа: предварительный на расстоянии 2/3b, окончательный на расстоянии 1/3b общего расстояния между ручьями.
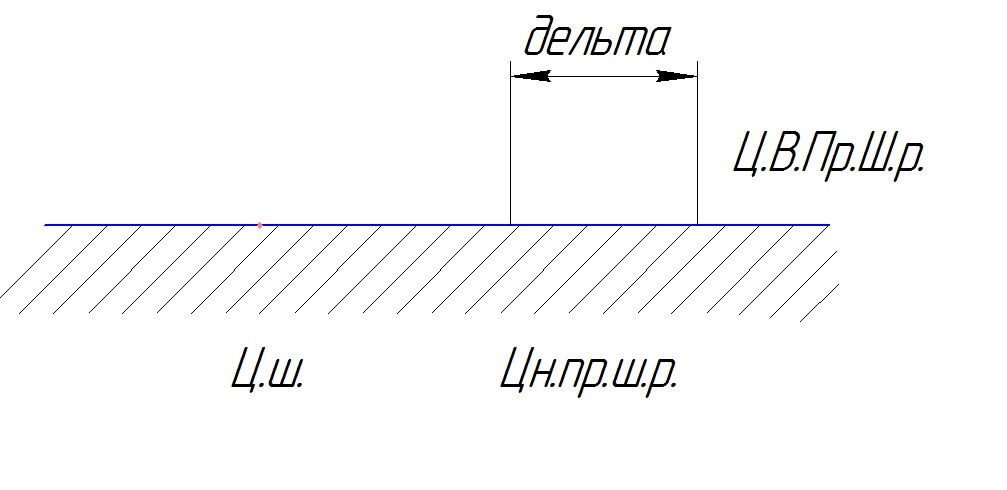
Центр штампа совмещают с центром окончательного штамповочного ручья, а центр верхнего предварительного штамповочного ручья смещают относительно центра нижнего предварительного штамповочного ручья на величину ожидаемого перекоса. Положение окончательного и предварительного штамповочного ручьев должно быть таким, чтобы максимально использовалось зеркало штампа и максимально сократить транспортировку поковки по штампу. Расстояние между ручьями и толщину стенок штампа зависит от глубины ручья, штамповочных уклонов гравюры, радиусов закруглений и формы полости ручья в плане. По номограмме выбирают некоторый параметр Т, который зависит от глубины ручья, радиуса и штамповочного уклона менее глубокой полости, со стороны которой возможно разрушение штампа.

По эмпирическим зависимостям находится величина толщин стенок между ручьями и толщина стенок штампа. По найденным значениям толщин и площадям ручьев находится величина bнеоб и lнеоб. Проводятся диагонали полученного зеркала штампа и определяется несоответствия центра штампа с геометрическим центром кубика.


Если
данные условия не соблюдаются, то
соответствующий размер несовпадения
увеличивают в противоположную сторону
от соответствующего значения
 и
и
 .
После определения размеров зеркала
штампа lнеоб,
bнеоб,
проверяется площадь соударения
поверхностей, неизрезанных ручьями.
Она должна быть достаточной, чтобы не
происходило подсадки штампа. Для мелких
штампов площадь соударения должна быть
.
После определения размеров зеркала
штампа lнеоб,
bнеоб,
проверяется площадь соударения
поверхностей, неизрезанных ручьями.
Она должна быть достаточной, чтобы не
происходило подсадки штампа. Для мелких
штампов площадь соударения должна быть

G – масса падающих частей молота. Для средних штампов

Для
крупных штампов

Высота
кубика в первом приближении определяется
по наиболее глубокой полости штампа.
При

 составляет
составляет
 ручья,
ручья,
 то
составляет
то
составляет
 .
По полученным значениям в соответствии
с ГОСТом определяются размеры штампового
кубика.
.
По полученным значениям в соответствии
с ГОСТом определяются размеры штампового
кубика.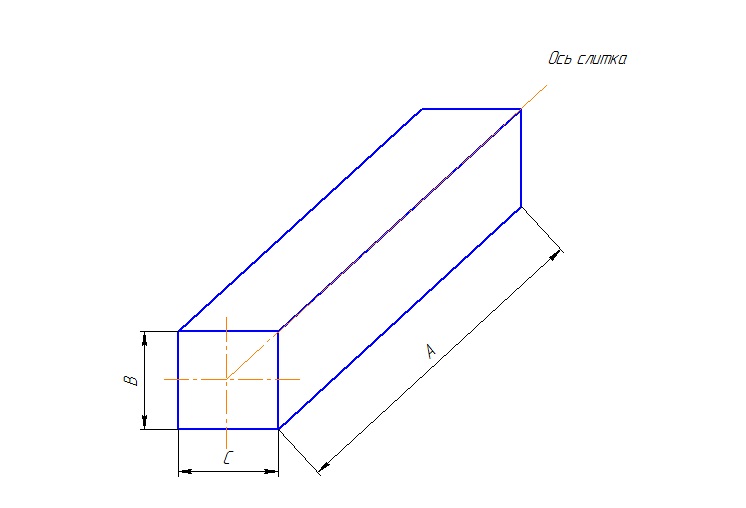
Волокна в кубике располагаются вдоль оси слитка. На плоскости BC ручьев не изготавливается, а выполняется клеймо. После определения размеров штампового кубика выполняется проверка:
Поместится ли кубик между стойками молота
Достаточна ли высота кубика (высота штампа должна быть больше закрытой высоты штампового пространства молота в 1,25 раза для возможности возобновления штампов)
Проверяется соответствует ли масса верхнего штампа массе падающих частей молота.
Масса
верхнего штампа

Конструкция штампов КГШП и подбор ручьевых вставок.
Штампы КГШП сборные состоят из: блока, трех пар ручьевых вставок независимо от количества переходов штамповки, деталей крепления (клиновые прихваты), рычажной системы выталкивания. Она связана с приводом пресса. В свою очередь блок включает в себя нижнюю, верхнюю плиты, направляющие колонки и втулки, расположенные за линией штамповки. Это обеспечивает возможность механизации и автоматизации процесса штамповки. Подкладные плиты под ручьевые вставки, уменьшающие износ плит. В верхней и нижней плитах расположена рычажная система выталкивания блока, завязанная на привод пресса. Каждый ручей штампа КГШП как правило изготавливается в одной паре ручьевых вставок. Ручьевые вставки по своей конструкции в зависимости от формы ручья и в плоскости разъема могут выполняться призматическими и цилиндрическими. Призматические ручьевые вставки получили наибольшее распространение вследствие простоты наладки в системе координат xy. Иногда в призматические ручьевые вставки врезают цилиндрические ручьевые вставки. Механизмы выталкивания поковок из блока бывают следующих типов:
Непосредственного действия на поковку
Действия на перемычку под прошивку
Действия на облой
В отличии от молота штампы КГШП универсальные, т.е. возможно их использование для различного рода поковок, на которые рассчитан пресс и размеры ручьевых вставок.
Размеры штампа ГКМ
Определяют усилие штамповки и выбирается ГКМ по усилию .
Определяется высота блока матриц как сумма размеров диаметров ручьев и ручьевых вставок, а также минимально допустимой толщиной стенок между ручьями или ручьевыми вставками. Минимальная толщина стенок составляет 10-15 мм. Полученная величина высоты увязывается с высотой выбранной машины. Если полученная величина меньше выбранной или подходит, то оставляем, в противном случае переходим на новое усилие.
Определяется длина блока матриц как сумма размеров длин отдельных элементов ручья или вставок с учетом толщины стенок в долевом направлении. Данный размер (длина блока матриц) увязывается с выбранным размером машины по усилию
При размещении ручьев в блоке матриц необходимо учитывать следующие правила:
Чтобы не изготавливать специальные пуансонодержатели, расстояния между ручьями необходимо подбирать из характеристик имеющихся пуансонодержателей;
Ручьи желательно располагать подряд в порядке переходов штамповки;
Передавать поковку из ручья в ручей проще сверху вниз;
Направление передачи заготовки при использовании манипулятора определяется его устройством;
Располагать ручьи необходимо таким образом, чтобы исключить обратное перемещение заготовки;
Наибольший наружный ручей располагается на уровне главного вала ГКМ;
Наибольшую точность обеспечивают ручьи, расположенные в нижней части штампа вследствие конструкции станины.