

Обработка и сборка бортов
Обработка и сборка бортов верхней одежды - трудоёмкий и сложный процесс. Он складывается из трех этапов: обработки бортовой прокладки, обработки подбортов и сборки бортов.
Конструкция и технология обработки бортовой прокладки различна в зависимости от вида изделия и применяемых материалов для прокладок.
Обработка бортовой прокладки для женских и детских изделий заключается в основном в притачивании надставок, стачивании вытачек, настрачивании плечевых накладок и влажно-тепловой обработки. В изделиях с отлетной подкладкой внутренние срезы бортовой прокладки обмётывают на специальной машине.
Наиболее сложной является обработка бортовых прокладок для мужских изделий. Совершенствование обработки бортовой прокладки возможно за счёт применения клеевого скрепления её слоев, улучшения конструкции.
Обработка подбортов зависит от вида изделия и модели. Для экономии материала подборта могут быть выкроены с наставками. Составные части подбортов соединяют стачными или расстрочными швами. В изделиях из толстых материалов внутренние срезы подбортов могут быть окантованы.
В изделиях с потайной застежкой на подбортах обрабатывают петли. Сборку бортов выполняют различными способами в зависимости от конструкции изделия и применяемых материалов.
Основными операциями, входящими в процесс сборки бортов, являются следующие:
соединение переда с бортовой прокладкой;
прокладывание кромки по краю борта;
соединение подборта с передом.
В изделиях из синтетических материалов кромка по краю борта может не прокладываться. Соединение переда с бортовой прокладкой выполняется на специальной машине или ручным способом.
Современные методы обработки в основном предусматривают исключение из пакета изделия бортовой прокладки за счет применения фронтального дублирования основных деталей (соединения по всей или большей площади поверхности детали с прокладкой из материала с односторонним клеевым покрытием).
С целью предотвращения растяжения и деформации края борта и закрепления внешнего среза бортовой (в случае применения неклеевой прокладки) прокладки по краю борта прокладывается кромка.
Неклеевую кромку декатируют с целью предотвращения возможной усадки в процессе дальнейшей влажно-тепловой обработки узла. Продекатированную кромку намётывают с натяжением на определенных закройщиком участках, а затем пришивают потайными стежками вручную или на специальной машине (рисунок 30 а) или комбинированным способом (рисунок 30 б). Метод, приведенный на рисунке 30 б, применяется в изделиях из недорогостоящих тонких тканей. Более прогрессивным является прокладывание клеевой кромки (рисунок 30 в).
а б в
Рисунок 30 - Способы прокладывания кромки по краю борта
Обтачивают борта подбортами с предварительным намётыванием или без него. Обтачивание бортов без предварительного наметывания подбортов выполняют на специализированных машинах типа 297 класса, позволяющих выполнять посадку одного из слоев материала и снабжённых ножом для подрезки краев обтачиваемых бортов.
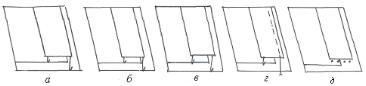
Закрепление шва обтачивания бортов выполняется различными способами в зависимости от модели и материалов изделия. В изделиях без отделочной строчки закрепление шва обтачивания может быть выполнено ручным способом (рисунок 31 а), на специальной машине потайного стежка типа 761 класса (рисунок 31 б), на универсальной машине (рисунок 31 в) или клеевым способом (рисунок 31 г., ж). При обработке края борта с отделочной строчкой (рисунок 31 д, е) целесообразно применять специальные лапки к машинам или направляющие линейки, позволяющие качественно прокладывать строчки без предварительной наметки.
Совершенствование обработка бортов заключается в широком применении клеевых материалов (прокладочных и скрепляющих); применении специализированных машин при обтачивании и специальных машин при выметывании бортов; применении технологических конструкций (если это не приводит к увеличению расхода материала на изделие); применении прессов при влажно-тепловой обработке готового узла; др.