ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ТЕХНОЛОГИИ И ДИЗАЙНА»
Контрольная работа
по дисциплине «Основы отраслевых технологий»
Вариант №8
Студентки Матвеевой Жанны Олеговны
Специальность Экономика
2 курс, группа № ЭЗ-42С
Шифр зачетной книжки 1131228
Санкт-Петербург
2012г.
Прядильное производство.
Прядение: цель, сущность, способы прядения. Технологическая схема пневмомеханической прядильной машины: её работа и производительность. Сравнительный анализ свойств пряжи кольцевого и пневмомеханического способов прядения. Области их применения.
Назначение прядения заключается в том, чтобы получить пряжу из полуфабриката (ленты и ровницы), поступающего в прядильный отдел. Сущность прядения заключается в утонении поступающего полупродукта до заданной линейной плотности, в придании полученному продукту (пряже) посредством кручения требуемой прочности и формировании путем наматывания определенной паковки: початка или бобины. К прядению как к заключительному этапу получения пряжи предъявляются определенные требования:
процесс прядения должен обеспечить высокое качество пряжи, удовлетворяющее технологическим и потребительским свойствам;
процесс по возможности должен идти непрерывно;
необходимо минимизировать обрывы пряжи при прядении - при высокой обрывности происходит снижение производительности машины и увеличение угаров, плюю с к этому, пряжа, выработанная при высокой обрывности на прядильной машине, плохо перерабатывается в ткацком производстве.
В зависимости от способов утонения и формирования продукта (способов прядения) различают кольцевые (веретенные) и безверетенные прядильные машины. Кольцевые прядильные машины в свою очередь, подразделяются на основные и уточные. На основных машинах пряжа наматывается на бумажные патроны в паковки (початки) с массой 60-100г., пряжа с початков перематывается в бобины. На уточных машинах пряжа наматывается на деревянные шпули и используется в таком виде непосредственно на ткацком станке (при использовании в ткачестве челночных ткацких станков). В последние годы появились прядильные кольцевые машины, обеспечивающие высокую степень утонения продукта (вытяжка до 60 или 100). На таких машинах полупродукт может поступать в виде ленты, минуя ровничный переход. Таким образом, кольцевые прядильные машины могут быть ровничные (обычные) и безровничные. Из безверетенных прядильных машин практическое применение в промышленности нашли машины пневмомеханического действия типа БД-200. Также применяются машины роторного прядения (пневмомеханического), механического, электромеханического и гидравлического способов прядения. Прядильные машины любого способа прядения предназначены для утонения продукта (ленты или ровницы) посредством его вытягивания на вытяжных приборах различных конструкций, обеспечивающих вытяжку от 10 до 100; формирование из мычки прочной пряжи с помощью крутильного механизма - веретена и бегунка на кольцевых машинах и пневматической камеры на безверетенных машинах и наматывания изготовленной пряжи на паковку - початок (шпулю) или цилиндрическую бобину.

1 – питающая воронка; 2 – питающий валик; 3 – питающий столик; 4 – пружина ; 5 – дискретизирующий барабанчик; 6 – транспортирующий канал; 7 – сепаратор; 8 – скользящая поверхность камеры; 9 –сборная поверхность камеры; |
10 – прядильная камера; 11 – волокнистая ленточка; 12 – радиальный участок; 13,14 – пряжевыводная трубка; 15 – крючок самоостанова; 16 – отводящие валы; 17 – направляющий пруток; 18 – бобина крестовой намотки. |
На предприятиях России работают прядильные машины моделей: БД-200-Р, ППМ-120, ППМ-160 — изготовитель завод «Пензмаш»; BD-200-R, BD-200-RC, BD-200-RCE, BD-299-S — изготовитель фирма «Инвеста» (Чехословакия); R-20 — изготовитель фирма “Rieter” (Швейцария); AUTOCORO-240- изготовитель фирма “Schlafhorst” (Германия).
Выбор определённой модели оборудования базируется на экономической эффективности её использования, финансовых возможностей предприятия и ассортименте вырабатываемой им продукции.
Пневмомеханические машины производства России ППМ-120 и ППМ-160 оснащены устройством полуавтоматической ликвидации обрыва пряжи и механизмами нитеотвода при смене бобин и резервной намотки. На машине установлены узлы сороудаления. Однако пыль и пух вместе с коротким волокном могут попадать в прядильную камеру. Машина может быть оснащена ленточным транспортёром для отвода наработанных паковок на торец машины. По заказу поставляется механизм съёма наработанных паковок с автоматической укладкой.
Автоматический съём пряжи обязателен для работы машины в выходные дни и при не большом количестве персонала. При этом вместе с автосъёмником необходимо применять автоматическое устройство, укладывающее бобины, и др. средства для транспортировки бобин.
Благодаря применению автоматических устройств может быть достигнуто значительное снижение затрат труда на обслуживание процесса, особенно при производстве пряжи большой линейной плотности.
Число работающих прядильных камер уменьшается если обрывы пряжи не устраняются. Следовательно, при этом быстро падает коэффициент использования машины. Так, если на 1000 работающих камер не осуществлять присучивание после обрыва пряжи, то при средней обрывности 30 обрывов на 1000 камер в час, через 20 часов будут работать только 500 прядильных камер.
Автоматическая чистка прядильных камер уменьшает вероятность образования пороков пряжи в виде утолщений и муарового дефекта ткани. Интервалы чистки должны выбираться в соответствии с перерабатываемым волокном. Данные иследований показали, что при прогрессирующем загрязнении прядильных камер в течении 15 часов работы обрывность пряжи возрастает до 220 обрывов на 1000 камер в час, неровнота пряжи возрастает с 9% до 12%.
2. Ткацкое производство.
Строение ткани: классификация ткацких переплетений. Виды главных ткацких переплетений, раппорт переплетения. Основные виды пороков ткани.
Ткань - материал, образованный в результате взаимного переплетения систем продольных (основы) и поперечных (утка) нитей. Плотность расположения нитей в ткани оценивают числом нитей основы П0 и утка Пу на 100мм. Линейная плотность ткани - масса 1 м ткани по длине при ее фактической ширине. Поверхностная плотность ткани (масса 1 м2) определяется путем пересчета массы точечной пробы длиной L и шириной В, на площадь 1 м2: Вследствие гигроскопичности текстильных волокон и нитей поверхностная плотность ткани может существенно изменяться в зависимости от ее влажности. Поэтому поверхностную плотность определяют при нормированной влажности. Классификация ткацких переплетений Переплетением ткани называется определенный порядок чередования перекрытий нитей основы нитями утка. Графическое изображение переплетения ткани называют схемой переплетения. Раппорт (франц. rapport, от rapporter — приносить обратно) — базовый элемент орнамента, часть узора, повторяющаяся многократно на ткани, трикотаже, вышивке, ковре, обоях и т.д. Так же наименьшее число нитей, бисера и т. п. при изготовлении узора, после которого повторяется порядок их взаимного перекрытия[1].
Число нитей основы, после которого начинают повторяться в прежнем порядке все предыдущие переплетения основных нитей, называется основным раппортом. Аналогично определённый раппорт для уточных нитей называется уточным раппортом. Прямоугольник, составленный из основных и уточных нитей, число которых равно соответствующим раппорт, называется раппортом переплетения ткани.
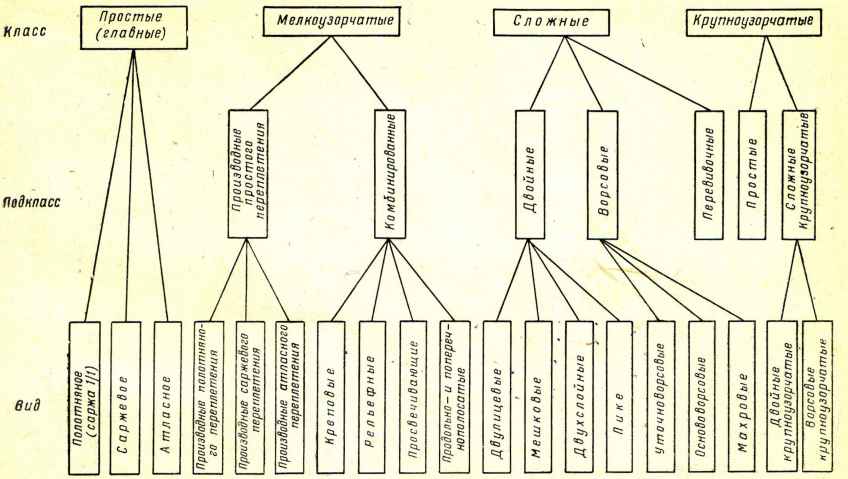
Различают четыре класса ткацких переплетений: простые или главные, мелкоузорчатые, сложные и крупноузорчатые. Особенности простых переплетений состоят в следующем:
раппорт по основе всегда равен раппорту по утку;
в пределах раппорта каждая основная нить переплетается с уточной только один раз.
Ткань представляет собой пространственную сетку из прямоугольных или квадратных ячеек, образуемых двумя взаимно перпендикулярными системами нитей — основными, расположенными вдоль ткани, и уточными, лежащими поперек ткани. Различной последовательностью переплетения основных и уточных нитей в тканях создаются разнообразные рисунки — нити основы и утка огибают одна другую или перекрывают сразу несколько нитей, располагаясь то с лицевой, то с изнаночной стороны ткани. Переплетение не только придает тканям различный внешний вид, но и изменяет их свойства. Так, чем чаще переплетаются нити, переходя с лицевой стороны на изнаночную и обратно, тем больше они связаны между собой, сильнее напряжены, структура ткани жестче, а прочность больше. Нити с частыми изгибами придают поверхности ткани матовость, а длинные перекрытия, проходящие над несколькими нитями, делают ее гладкой и блестящей. Ткани, поверхность которых образована длинными перекрытиями, устойчивее к истиранию, но нити, слабее закрепленные в общей структуре ткани, легче осыпаются по ее срезу.
К простым переплетениям относят
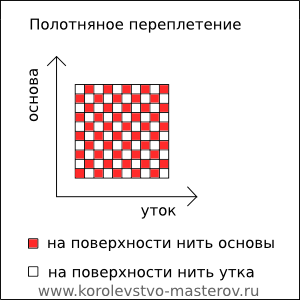
Полотняное, Ткани полотняного переплетения имеют одинаковую поверхность.
Раппорт равен двум нитям.
Полотняное переплетение применяется для выработки:
Хлопчато-бумажных тканей: ситец, бязь, маркизет, батист.
Льняные ткани: бортовка, парусина.
Шелковые ткани: креп-дешин, креп-жоржет.
Шерстяные ткани: сукна и костюмные ткани.
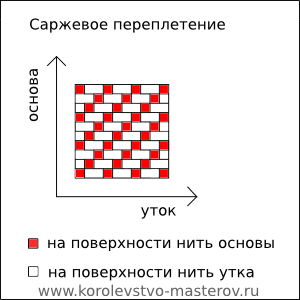
Саржевое, На лицевой поверхности рубчик идет снизу вверх слева направо.
Характерные признаки: наименьшее число нитей в раппорте 3.
При прокладывании уточной нити ткацкий рисунок сдвигается на одну нить.
Саржевое переплетение обозначается дробью: число основных перекрытий / число уточных перекрытий.
Саржа: 1/2, 1/3, 1/4 - уточная
Саржа: 2/1, 3/1, 4/1 - основная.
Саржевое переплетение обладает большей эластичностью, мягкостью, но меньшей плотностью, чем полотняное, т.к. перекрытия более удлиненные.
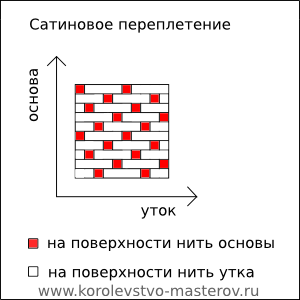
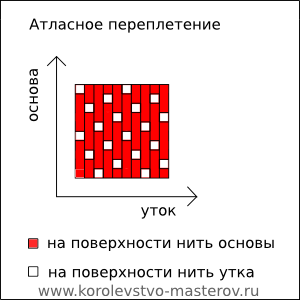
сатиновое (атласное). Раппорт не менее 5.
Сатиновым переплетением вырабатывают хлопчато-бумажную ткань - сатин.
У сатина высокая плотность по утку.
Атласным переплетением вырабатывают ткани:
Хлопчато-бумажные: сатин-дубль, ластик
Шелковые: креп-сатин, корсетные ткани, подкладочные.
У
атласно-сатиновых тканей повышенное
сопротивление к истиранию, но эти ткани
очень сыпучи и скользят при
раскрое.
 Мелкоузорчатые
переплетения разделяются
на два подкласса: производные главных
переплетений и комбинированные. К первым
относятся репс, рогожка, саржа ломаная
и др., полученные видоизменением главных
переплетений (полотняного и саржи), а
ко вторым - диагоналевые, креповые,
вафельные, полученные сочетанием
нескольких простых переплетений,
например полотняного и саржевого,
саржевого и сатинового и т. д., за счет
чего на поверхности ткани образуется
мелкий узор.
Комбинированные
переплетения образуются
чередованием или комбинированием
простых. К комбинированным переплетениям
относятся продольно- и поперечнополосатые,
креповые, рельефные и просвечивающие.
Сложные
переплетения применяются
при необходимости увеличить толщину
ткани, получить разную лицевую и
изнаночную стороны ткани, ворсовую
поверхность ткани и др.
К
сложным переплетениям относятся
двухлицевые, двухслойные, пике, ворсовые,
петельные и перевивочные. Такие ткани
вырабатывают из нескольких (трёх и
более) систем основных и уточных нитей.
Дополнительные системы нитей при
выработке этих тканей вводятся для
увеличения толщины, плотности, улучшения
теплозащитных свойств.
Крупноузорчатыми называются
переплетения, имеющие большой раппорт
(более 24) различным образом переплетающихся
нитей основы. Такие переплетения можно
выработать только с использованием
жаккардовой машины, поэтому ткани
крупноузорчатых переплетений иногда
называют жаккардовыми.
Обычно
крупноузорчатым переплетением
вырабатывают шелковые платьевые,
подкладочные, мебельно-декоративные
ткани, льняные скатерти, хлопчатобумажные
покрывала, гобелены, ковры и другие
полотна и штучные изделия
Мелкоузорчатые
переплетения разделяются
на два подкласса: производные главных
переплетений и комбинированные. К первым
относятся репс, рогожка, саржа ломаная
и др., полученные видоизменением главных
переплетений (полотняного и саржи), а
ко вторым - диагоналевые, креповые,
вафельные, полученные сочетанием
нескольких простых переплетений,
например полотняного и саржевого,
саржевого и сатинового и т. д., за счет
чего на поверхности ткани образуется
мелкий узор.
Комбинированные
переплетения образуются
чередованием или комбинированием
простых. К комбинированным переплетениям
относятся продольно- и поперечнополосатые,
креповые, рельефные и просвечивающие.
Сложные
переплетения применяются
при необходимости увеличить толщину
ткани, получить разную лицевую и
изнаночную стороны ткани, ворсовую
поверхность ткани и др.
К
сложным переплетениям относятся
двухлицевые, двухслойные, пике, ворсовые,
петельные и перевивочные. Такие ткани
вырабатывают из нескольких (трёх и
более) систем основных и уточных нитей.
Дополнительные системы нитей при
выработке этих тканей вводятся для
увеличения толщины, плотности, улучшения
теплозащитных свойств.
Крупноузорчатыми называются
переплетения, имеющие большой раппорт
(более 24) различным образом переплетающихся
нитей основы. Такие переплетения можно
выработать только с использованием
жаккардовой машины, поэтому ткани
крупноузорчатых переплетений иногда
называют жаккардовыми.
Обычно
крупноузорчатым переплетением
вырабатывают шелковые платьевые,
подкладочные, мебельно-декоративные
ткани, льняные скатерти, хлопчатобумажные
покрывала, гобелены, ковры и другие
полотна и штучные изделия
Основные пороки. Пороки ткани довольно разнообразны и обусловлены пороками пряжи, но в большинстве случаев возникают в процессе ткачества, отбелки, крашения, печатания и окончательной отделки ткани. На тканях могут быть следующие пороки, связанные с неровнотой и другими пороками пряжи. Шишковатость — неровная, рябая поверхность ткани, обусловленная различными местными утолщениями (краксами, шишками, толстыми пропусками) и утонениями (переслежистостью, тонкими пропусками) пряжи. Мушковатость является результатом применения сорной пряжи и портит внешний вид ткани, на поверхности которой находятся небольшие кусочки коробочек и листьев хлопка. Петли-сукрутины образуются вследствие применения сильно перекрученной уточной нити. К основным порокам ткачества относятся следующие. Близна представляет собой местное отсутствие по основе одной или двух соседних нитей, оборванных при ткачестве; этот порок проявляется на ткани в виде продольной полосы с рушенным переплетением. Прометки, или пролеты, образуются вследствие обрыва уточной нити и внешне напоминают близну, но располагаются поперек ткани. Недосека — наличие разреженных полос по утку из-за отсутствия на отдельных участках ткани уточных нитей в результате неправильной работы станка. Забоина — порок, противоположный недосекам (переуплотнение нитей утка по всей ширине ткани); в ткани выявляется в виде светлых поперечных полос, портящих ее внешний вид. Подплетина — нарушение рисунка ткани на отдельных участках в результате одновременного обрыва нескольких основных нитей, заплетенных с утком. Неподработка нитей образуется, когда нити основы на некотором протяжении не переплетаются с утком по принятому рисунку, а выступают на поверхности ткани. Поднырки — тот же порок, образуемый уточными нитями. Парочки — белая продольная полоса, состоящая из двух нитей основы, участвующих в переплетении за одну. Неровный бой, или полосатость, выражается в чередовании уплотненных и разреженных участков по утку. Разный уток, т. е. выработанный из пряжи разных номеров, в ткани проявляется в виде заметного изменения нормального рисунка (широкие поперечные полосы, которые особенно выделяются после крашения). Слет, или спуск, утка, — утолщения уточной нити, сходящей со шпули целым пакетиком, состоящим из нескольких нитей и заработанным в ткань. Дыры, или пробоины, — местные сквозные повреждения ткани. Морщины — присборенные поперечные полосы, образованные в результате неравномерной усадки утка. Ворсовальные плешины представляют собой участки ткани, на которых отсутствует начес. Пятна или загрязненные нити — загрязнения ткани или пряжи машинным маслом, ржавчиной, краской и т. п. К порокам отбелки относятся: Непробелка — неполная отбелка (желтизна) вследствие недостаточного воздействия на ткань белящих растворов. Местное ослабление ткани в результате плохого размешивания белящего раствора или местного высыхания при белении. Ослабление всей ткани от применения слишком крепкого белящего раствора. Следы хлора из-за недостаточно тщательной промывки, что ведет к разрушению ткани. В результате крашения могут появиться следующие пороки: Неравномерность окраски — темные и светлые полосы или пятна, а также постепенное изменение тона окраски (разнооттеночность) по ширине или по длине куска. Непрокрас — неравномерная окраска по толщине, придающая ткани белесоватость. Засечки — слабо окрашенные полосы, которые получаются в результате образования складок на ткани, проходящей через машину; при печатании в местах складок получаются полосы, лишенные печатного рисунка. Разнокромочная ткань образуется в результате неодинакового отжима при крашении ткани по концам вала. Слабая или полная середина — неодинаковая окраска краев и середины от неравномерного срабатывания отжимных валов. Маркость проявляется в способности ткани пачкать при трении, что объясняется недостаточной тщательностью промывки окрашенной ткани. Належки — белые или цветные пятна, образующиеся, когда слои недостаточно просушенной ткани лежат один на другом.
3.Швейно-трикотажное производство. Способы изготовления верхних трикотажных изделий на плоскофанговых машинах (кроеные, регулярные и полурегулярные). Зарисовать схемы раскладки и описать технологические операции сборки из данных заготовок готовых трикотажных изделий.
СПОСОБЫ ИЗГОТОВЛЕНИЯ ВЕРХНИХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ
В технологии трикотажа выделяют три основных способа изготовления изделий: кроеный, полурегулярный и регулярный.
Кроеный способ является традиционным и заимствован из ткачества. Он заключается в том, что на круглой или плоской вязальной машине вырабатывается трикотажное полотно, которое затем раскраивается подобно ткани, т. е. вырезаются плоские детали изделия по контуру лекал. Для придания изделию необходимой формы полученные детали соединяют швами. Недостатком данного способа являются значительное количество отходов полотна при раскрое (до 18 – 23 %) и большие трудозатраты в швейном производстве, однако это компенсируется высокой производительностью машин, вырабатывающих метражное полотно. Кроеный способ в основном используется при изготовлении изделий из полотен, вырабатываемых на кругловязальных и основовязальных машинах, реже – на плосковязальных.
Полурегулярный способ изготовления изделий предусматривает выработку купонов плоской или трубчатой формы, имеющих участки пояса, стана, разделительных рядов. Купоны имеют нераспускающийся нижний край, не требующий швейной обработки. Купоны деталей подкраиваются по линиям проймы, горловины и оката рукава и соединяются в изделие при помощи швейных операций. На двухфонтурных кругловязальных машинах купоны трубчатой формы вяжутся в виде непрерывной ленты и отделяются друг от друга участком разделительных рядов. Ширина купона равна ширине детали или деталь укладывается в ширине купона целое число раз. При соответствии ширины стана купона ширине изделия исключаются швейные операции на обработку боковых швов, т. е. изделие вырабатывается по бесшовной технологии. Длина купона равна длине детали изделия. На плоских вязальных машинах получают купоны плоской формы, имеющие определенную длину и ширину, с заработанным нижним краем и нераспускающимися боковыми кромками. Купоны могут вязаться как непрерывной лентой через разделительные ряды, так и поштучно.
При полурегулярном способе сокращаются трудозатраты на раскрой и пошив, отходы при подкрое составляют 5–10 %. Однако производительность машин при вязании купонов меньше, чем при вязании метражного полотна из-за большого количества переключений и снижения скоростных параметров.
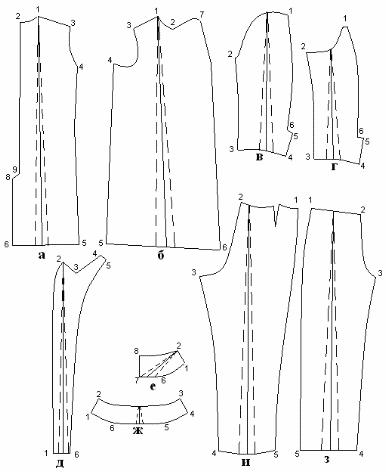
При регулярном способе на вязальной машине вырабатываются отдельные детали изделия по форме, близкие к контуру лекал, либо цельное изделие с незначительной швейной обработкой или без нее. |
Рисунок 3 - Детали одежды из основного материала а - спинка; б - перед; в-верхняя часть рукава; г - нижняя часть рукава; д - подборт; е - нижний воротник; ж - верхний воротник; з - передняя часть половины брюк; и - задняя часть половины брюк. |