

§ 134. Механизация листоштамповочных работ
Для механизации и автоматизации процессов штамповки имеются широкие возможности.
Устройства механизации можно подразделить на две группы: устройства, механизирующие подачу полосы или ленты в штамп, и устройства,
м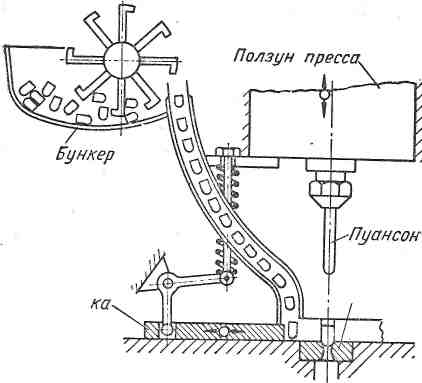 еханизирующие
подачу штучной
заготовки в штамп.
еханизирующие
подачу штучной
заготовки в штамп.
Механизм подачи полосы или ленты должен осуществлять периодически (при обратном ходе ползуна) перемещение полосы на определенный шаг подачи.
Лолзушка
Наиболее распространенным типом подачи полосы является валиковая подача, в которой полоса зажата между валиками. Валики при помощи храпового механизма и системы рычагов, . . связанных с ползуном
Фиг. 211. Схема крючкового автомата.
Механизмы подачи штучной заготовки весьма разнообразны и в общем случае имеют устройство для придания заготовке определенной ориентировки в пространстве и устройство, подающее заготовку на линию действия рабочего инструмента. Для примера на фиг. 211 представлена схема крючкового бункерного автомата, который подает заготовки, имеющие форму вытянутых стаканчиков, в штамп последующей вытяжки.
Принцип действия этого автомата сводится к следующему. Заготовки в форме стаканчиков засыпают в бункер, в котором вращается диск с насаженными на него крючками. Крючки, перемешивая засыпанный в бункер полуфабрикат, захватывают и поднимают заготовки, соскальзывающие при •определенном угле поворота с крючка и падающие в желоб, по которому они соскальзывают вниз и попадают в питатель. Питатель представляет собой ползушку, получающую возвратно-поступательное движение через систему .рычагов от движения ползуна пресса. При обратном ходе ползуна ползушка двигается вперед, продвигая очередную заготовку на линию действия рабочего инструмента. При рабочем ходе пресса ползун через систему рычагов •отводит ползушку назад, и очередная заготовка падает из лотка перед ползушкой питателя. В это же время пуансон осуществляет вытяжку предварительно поданной в матрицу заготовки, которую, после того как она пройдет всю .матрицу, снимает с пуансона при обратном ходе ползуна край матрицы или специальный съемник.
Устройство механизированных подач позволяет резко повысить производительность, устраняя остановки пресса для подачи заготовки на линию действия рабочего инструмента.
Наибольшую производительность обеспечивают осуществленные на ряде отечественных заводов поточные автоматические линии, в которых механизирована не только подача заготовки от бункера к рабочему инструменту, о и передача заготовки от одного пресса к другому (при помощи транспортеров).
Упрощенные способы обработки листового металла
В тех случаях, когда число одинаковых изделий, подлежащих изготовлению, сравнительно невелико, применение сложных дорогих штампов невыгодно. В этих случаях изделия изготовляют упрощенными способами.
К числу таких упрощенных способов штамповки относятся штамповка резиной и токарно-давильные работы.
Штамповку резиной осуществляют обычно на гидравлических прессах, которые позволяют развивать большие усилия и не имеют жесткого хода, что желательно для этого вида штамповки.
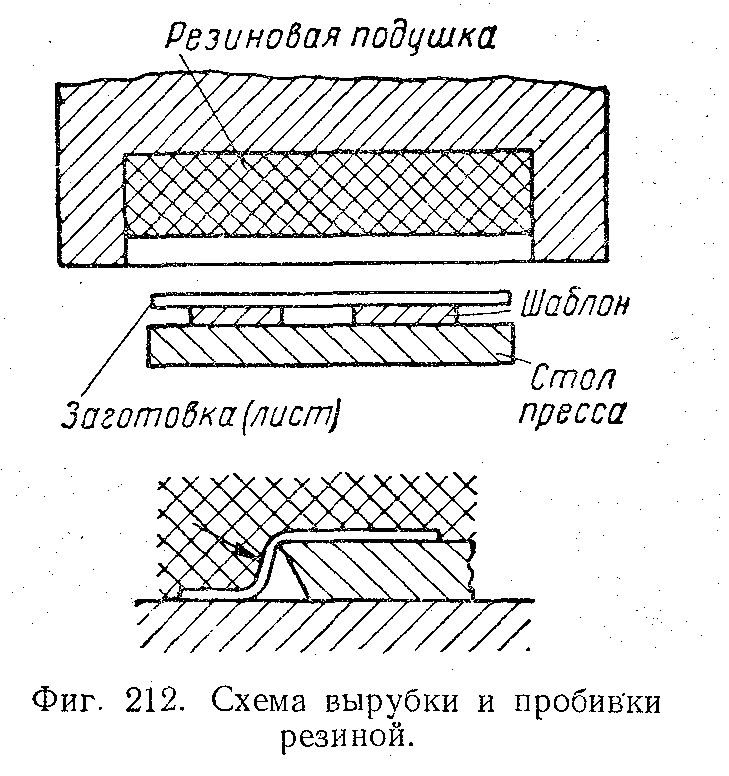
Штамповка резиной позволяет осуществлять операции вырубки и пробивки, формовки, гибки, отбортовки и вытяжки небольших по глубине изделий. На фиг. 212 представлена схема вырубки и пробивки резиной. Резиновая подушка закреплена в ящике, укрепленном на ползуне пресса.
На стол пресса кладут шаблон, вырезанный из толстолистового металла, имеющий в плане контур и размеры, равные заданному вырубаемому изделию. Толщину шаблона берут равной примерно 10 мм. На шаблон укладывают лист, края которого обязательно должны выступать за контур шаблона.
Резиновая подушка, опускаясь вместе с ползуном, прижмет заготовку « шаблону и отогнет выступающие края заготовки до соприкосновения со столом пресса. Дальнейшее опускание ползуна вызовет растяжение не прижатой к столу части заготовки и оборвет ее на остром крае шаблона, на котором останется вырубленное изделие.
Аналогичным образом осуществляют пробивку отверстий. Для выполнения операций гибки, вытяжки и отбортовки высота шаблона должна быть больше высоты отштампованного изделия, чтобы края заготовки не соприкасались со столом пресса. Штампуют резиной обычно заготовки толщиной не более 1,5 . Усилие штамповки резиной подсчитывают по формуле
P=Fq,
где F — площадь резиновой подушки в см2;
q = 70 - 200 кг/см2 — удельное давление резины. Токарно-давильные работы применяют для изделий, являющихся телами вращения.
На фиг. 213 дана схема осуществления давильных работ.
Предварительно вырубленную заготовку движением продольного суппорта прижимают к торцу формы (обычно деревянной), укрепленной на вращающейся планшайбе токарно-давильного станка. На наружную поверхность заготовки оказывают давление торцом давильника (рычага) от руки рабочего.
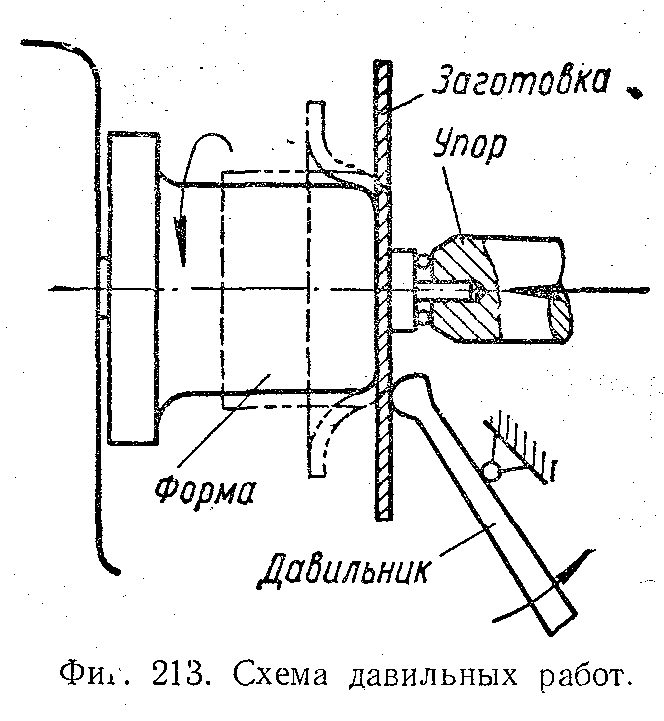
Заготовка проскальзывает под давильником, который производит на ней местную деформацию.
Постепенное деформирование заготовки по всей поверхности приводит к тому, что в конце деформирования заготовка принимает очертания формы.
Давильные работы позволяют получать полые детали с диаметральными размерами краевой части, меньшими, чем в средней части заготовки. В этом случае деревянная форма должна быть разборной, состоящей из отдельных элементов.