

§ 122. Штамповочные молоты
Основными видами штамповочных молотов являются паро-воздушные штамповочные молоты и приводные фрикционные. Первые являются молотами двойного действия, вторые — простого действия.
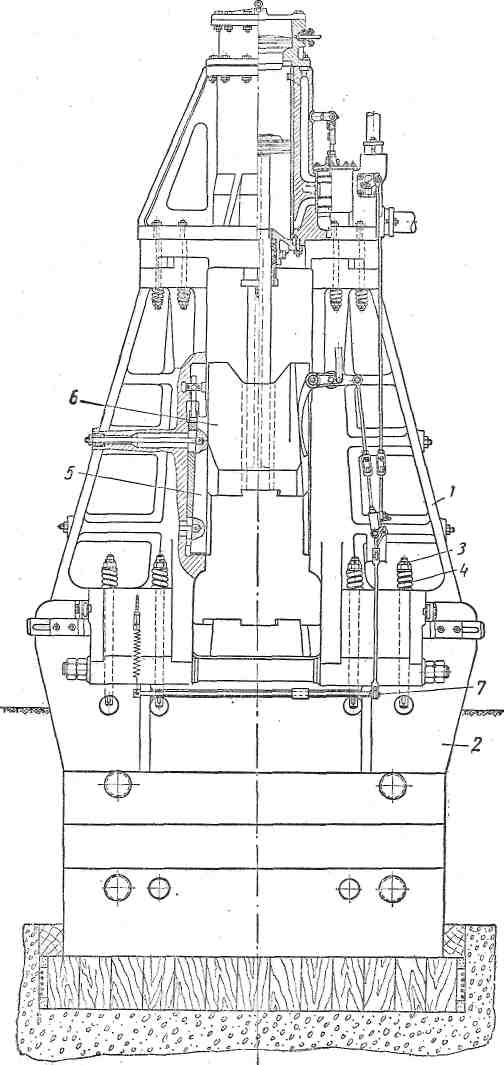
Все штамповочные молоты имеют двустоечную станину, причем в отличие от ковочных молотов стойки 1 (фиг. 160) станины устанавливают непосредственно на шаботе 2 и соединяют с последним при помощи болтов 3 с пружинами 4. Таким образом, соединение не является жестким, в противном случае при ударах происходили бы поломки болтов. Штамповочные молоты всегда имеют усиленные регулируемые направляющие 5 для движения бабы 6. Непосредственная установка станины на шаботе, а также усиленные регулируемые направляющие бабы обеспечивают необходимую при штамповке точность соударения штампов.
Все штамповочные молоты имеют автоматизированное управление, обычно от педали 7, на которую штамповщик нажимает для нанесения удара. Если штамповщик отпустит педаль, то баба 6 молота автоматически возвращается в исходное положение.
Принцип действия паро-воздушных штамповочных молотов тот же, что и молотов ковочных. Паро-воздушные штамповочные молоты строят с весом падающих частей до 20—30 кг.
Из приводных фрикционных молотов наибольшее применение имеют фрикционные молоты с доской, схема которых изображена на фиг. 161.
Деревянная доска
/, нижний конец которой закреплен в
бабе 2,
верхней
своей
частью проходит в зазор между двумя
чугунными роликами 3.
Последние
вращаются через ту или иную передачу
от электродвигателя. Во время работы
молота ось вращения одного ролика
остается все время неподвижной.
(только
ролик вращается). Ось
другого ролика при помощи
особого автоматически
действующего механизма
может перемещаться
таким образом, что один
ролик будет сближаться
с другим или удаляться
от него. При сближении
роликов доска будет
между ними сжиматься,
при удалении —свободно
двигаться в зазоре между
роликами.
В момент удара ролики сближаются,
доска сдавливается
между ними с силой Q;
между поверхностью
доски и поверхностью
каждого вращающегося ролика возникает
сила
трения p-Q;
сила Q
должна
иметь такую величину,
чтобы
2 . Q > G. где G — вес падающих частей. Тогда доска и вместе с ней баба молота будут двигаться вверх. При подходе к крайнему верхнему
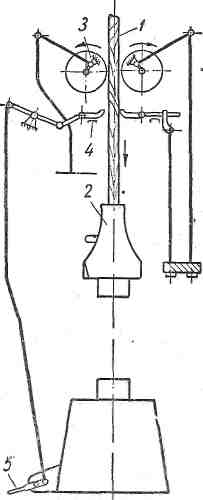
Фиг.160 Паро-воздушный штамповочный молот. Фиг. 161 Схема фрикционного
штамповочного молота
с доской.
положению ролики разойдутся и падающие части будут некоторое время двигаться вверх по инерции, после чего смогут вновь начать движение вниз, Ролики являются механизмом подъема; кроме него, молот имеет механизм тормоза, состоящий из двух колодок 4, одной из которых управляет при помощи педали 5 штамповщик.
Если педаль отпущена, то доска молота в момент начала движения вниз, после подъема падающих частей в крайнее верхнее положение, заклинится между колодками тормоза, и баба будет удерживаться на весу. При нажатии на педаль колодки разойдутся, и баба получит возможность двигаться вниз. Если педаль держать все время нажатой, молот будет наносить автоматически непрерывные удары.
Фрикционные молоты с доской строят с весом падающих частей примерно до 5 т, но максимальное распространение имеют молоты с весом падающих частей до 2 т.
По сравнению с паро-воздушными молотами фрикционные имеют значительно меньшее распространение, что объясняется их меньшей производительностью (число ударов в минуту меньше), а также невозможностью регулировать энергию удара в процессе самой штамповки, что необходимо при изготовлении сложных поковок. Однако к. п. д. фрикционных молотов выше, чем к. п. д. паро-воздушных.